Изобретение касается улучшенного катализатора на основе окислов фосфора и ванадия, активированного цинком и модифицированного литием, для частичного окисления углеводородов и получения дикарбоновых кислот и ангидридов. В частности, изобретение касается улучшенного катализатора на основе смешанных окислов фосфора и ванадия, полученного в безводной системе.
Во всех способах, применяемых для изготовления катализаторов, предназначенных для окисления, стараются получить ванадий в валентном состоянии, меньшем +5. Один способ заключается в применении ванадия в валентном состоянии, меньшем +5. В другом способе используют ванадий в валентном состоянии + 5 и затем валентность ванадия уменьшают ниже + 5. Несколько вариантов этого способа использовали для получения этих катализаторов.
Известен способ, в котором V2O5 восстанавливают в растворе при помощи HCl для получения хлористого ванадила. Типичный способ получения катализатора может включать в себя растворение ванадия, фосфора и других компонентов в общем растворителе. Восстановленный ванадий с валентностью, меньшей +5, получают посредством применения сначала соединения ванадия с валентностью +5, например V2O5, и затем его восстанавливают до меньшей валентности, например, посредством соляной кислоты во время приготовления катализатора для образования соли ванадия кислородной кислоты, хлористого ванадила. Соединение ванадия растворяют в восстановительном растворителе, например в соляной кислоте, причем растворитель служит не только для получения растворителя для реакции, но также для уменьшения валентности соединения ванадия до валентности, меньшей 5. Предпочтительно ванадиевое соединение сначала растворяют в растворителе и затем добавляют фосфор и другие компоненты, если они есть. Реакцию для образования сложного соединения можно ускорить применением тепла. Затем полученное сложное соединение помещают без стадии осаждения в виде раствора на подложку и высушивают. В общем средняя валентность ванадия находится между примерно +2,5 и 4,6 во время нанесения на подложку.
В другом способе катализатор получают осаждением металлических соединений с носителем или без него из коллоидной дисперсии ингредиентов в инертной жидкости. В некоторых случаях катализатор можно нанести в виде соединений жидкого металла на подложку. Также катализаторы получают посредством нагрева и смешения ангидридных форм фосфористых кислот с ванадиевыми соединениями и другими компонентами. В любом способе приготовления можно использовать тепло для ускорения образования сложного соединения.
Способ получения хлористого ванадила (Коппел и др. Zeit. anorg.Chem. 45, с.346-351, 1905) заключается в восстановлении V2O5 в спиртовом растворе соляной кислоты. Этот способ рекомендован для изготовления фосфорванадиевого катализатора для окисления (патент США N 3255211), где растворитель также служит в качестве восстановительного агента. В патентах США, NN 4043943, 4251390, 4283307 и 4418003 применяли этот способ, обычно называемый как безводный способ восстановления ванадия для получения основного фосфорванадиевого катализатора. Катализаторы, полученные этим последним способом, обычно превосходят катализатор, полученный другими способами. В частности все, что происходило с этим классом окислительных катализаторов до возврата в безводный процесс, это добавка множества элементов в основной ванадийфосфатный состав (патент США N 4105586), где помимо ванадия, фосфора и кислорода катализатор должен содержать девять других компонентов. Этот катализатор был удовлетворительным, однако его изготовление было трудным из-за присутствия множества компонентов и их различного эффекта на рабочие характеристики катализатора.
Безводную систему применяют и в другом способе (патент США N 4043943) только с включением V, Р и О. Как описано, например, в патенте США N 4017521 этот катализатор требовал очень специфичного способа активирования.
Из патента США N 4251390 известно, что добавка цинка уменьшает необходимость в применении особого способа активирования и она обеспечивает получение катализатора, который более легко активируется и является очень устойчивым к изменению температуры в системе реакции, а также имеет одинаковые или превосходящие рабочие характеристики (конверсия/избирательность/выход) основного катализатора. Также обнаружено, что небольшое количество соединений кремния и лития улучшает каталитические эффекты Р/V/Zn-катализатора.
В патент США N 4147661 раскрыт катализатор на основе смешанных окислов фосфора и ванадия (РVO) с высокой площадью поверхности, который дополнительно содержит W, Sb, Ni в атомном отношении (0,0025-1):1 к ванадию.
Особой проблемой, связанной со всеми PVO содержащими катализаторами, является потеря фосфора (патент США N 4515899).
Известны окислительные катализаторы, которые пригодны для производства малеинового ангидрида посредством частичного окисления н-бутана, причем катализаторы содержат молибден в качестве одного компонента катализатора на основе смешанных окислов фосфора и ванадия. Например, в патенте США N 3980585 раскрыт катализатор, содержащий Р, V, Cu и один из Te, Zr, Ni, Ce, W, Pd, Ag, Mn, Cr, Zn, Mo, Re, Sn, La, Hf, Ta, Th, Ca, V или Sn, а из патента США N 4056487 известен катализатор РVO, содержащий Nb, Cu, Mo, Ni, Co и плюс один или несколько из Ce, Nd, Ba, Hf, V, Ru, Re, Li или Mg.
Известен способ получения PVO катализаторов (патент США N 4515904), которые могут включать в себя один металл Mo, Zn, W, V, Sn, Bi, Ti, Zr, Ni, Cr или Со в атомном соотношении металла V(0,001-0,2):1.
Патент США N 4418003 раскрывает PVO катализаторы, содержащие Zn или Мо, которые дезактивированы натрием или литием и могут также содержать Zr, Ni, Ce, Cr, Mn, Ni и Al.
Из патента США N 4251390 известен безводный способ получения PVO катализатора для окисления, активированного цинком и модифицированного литием или кремнием.
Отличительным признаком настоящего изобретения является то, что добавка определенного модификатора в катализатор на основе смешанных окислов фосфора/ванадия/цинка/лития позволяет получить катализаторы с большой стабильностью, что обеспечивает высокий выход ангидрида в течение продолжительного периода времени.
Дополнительным отличительным признаком настоящего катализатора, который имеет более низкое отношение содержание P/V, чем в немодифицированных катализаторах, является то, что он пригоден с сопутствующим снижением потерь фосфора из катализатора во время работы.
Изобретение заключается в улучшении безводного способа получения катализатора для окисления на основе смешанных окислов фосфора/ванадия/цинка/лития, содержащего 0,005-0,025 атомов молибдена на атом ванадия. Предлагаемые катализаторы получают способом, заключающимся в восстановлении ванадия в валентном состоянии +5 практически в безводной органической среде до валентности, меньшей +5, и варке восстановленного ванадия в концентрированной фосфорной кислоте. Усовершенствование способа состоит в том, что добавляют соединение молибдена в молярном соотношении к ванадию в пределах (0,005-0,025): 1, предпочтительно (0,01-0,020):1, посредством чего получают легко активированный катализатор, имеющий превосходную стойкость к дезактивации примесями и перегреву во время применения и более высокую и продолжительную производительность. Соответственно высушенные катализаторы имеют кристалличность 60-90% предпочтительно по меньшей мере 70%
Улучшенным катализатором является тот, который получают восстановлением в спиртовом растворе соляной кислоты пятиокиси ванадия, в котором органическим растворителем является спирт, а восстановление ванадия достигается посредством его контактирования с соляной кислотой путем пропускания газообразной HCl через спирт, имеющий взвешенную в нем пятиокись ванадия. Пятиокись ванадия восстанавливают соляной кислотой и помещают в раствор в виде хлористого ванадила. Завершение восстановления определяется по внешнему виду темно-коричневого цвета, отдающего в красноту раствора. Бромистый водород действует примерно так же, как и восстановительный агент в этой системе. Предпочтительно поддерживать температуру во время восстановления не выше 60оС, а лучше всего меньше 55оС. Если восстановление осуществляют при температурах в интервале примерно 35-55оС, предпочтительно 40-55оС, то получают оптимально активный катализатор.
Обычно для приготовления катализатора применяют 2500-4400 мл спирта, предпочтительно 3100-4200 мл на фунт V2O5 и от 1,5-3,0 фунтов HCl на фунт V2O5.
Для получения смешанных окислов ванадия и фосфора добавляют примерно 99% H3PO4 (98-101%), например, полученного из 85 H3PO4 и P2O5или технически чистой 105 и 115%-ной фосфорной кислоты, разбавленной 85% H3PO4, и вываренного ванадиевого соединения, которое отличается изменением в цвете раствора до темного голубовато-зеленого. Затем спирт десорбируют для получения сухого катализатора.
Вываривание ванадиевого соединения в фосфорной кислоте обычно проводят с орошением до изменения цвета, указывающего на завершение вываривания. Однако для получения наилучшего катализатора возможно потребуется час при этих условиях. Хороший в равной степени катализатор был получен без орошения посредством вываривания при медленном кипении в течение примерно 1-2 ч с непрерывной десорбцией спирта, причем в течение этого отрезка времени температура увеличивалась, а десорбция усиливалась как и во время обычной операции извлечения спиртом.
Десорбцию спирта необходимо проводить для исключения образования корки в десорбционной секции и получения текучей суспензии. Обнаружено, что катализаторы, полученные способом, при котором образуется корка, являются менее активным.
Окончательное удаление спирта осуществляют при уменьшении давления в сушилке обычно при температурах в интервале 110-170оС, следовательно, применяются более низкие температуры и менее суровые условия, чем во время десорбции.
Было обнаружено, что прокаливание восстановленного высушенного катализатора в печи, обогреваемой топочными газами, в течение 3 ч при 260оС дает возможность получить более активный катализатор, чем обычный обжиг при 325оС в муфельной печи в течение 1 ч 15 мин. Можно применять любое активирование, которое обеспечивает сравнительные условия, однако опытный специалист сможет оценить различные комбинации для оптимизации рабочих характеристик полученного катализатора. Обычно обжиг или прокаливание проводится при температуре в интервале 200-350оС в течение достаточного периода времени для улучшения каталитических свойств композиции.
Применяемые температуры являются сравнительно низкими, таким образом термин "обжиг" здесь не подходит. Было обнаружено, что в любом случае нагрев композиции при этих температурных условиях может быть благоприятным. Обжиг предпочтительно проводят для получения материалов, имеющих отличительное отношение дифракции рентгеновских лучей порошка 1,75-2,5.
Органическим растворителем является предпочтительно первичный или вторичный спирт, например метанол, этанол, 1-пропанол, 2-пропанол, бутанол,-2-бутанол, 2-метил-1-пропанол, 3-метил,-2-бутанол, 2,2-диметил-1-пропанол, 1-гексанол, 4-метил-1-пентанол, 1-гептанол, 4-метил-1-гексанол, 4-метил-1-гептанол, 1,2-этандиол, глицерин, триметилпропан, диэтиленгликоль и триэтиленгликоль.
Обычно атомное отношение цинка к ванадию находится в интервале (0,001-0,15): 1, однако было обнаружено, что более низкие отношения цинка к ванадию дают наиболее активный катализатор, причем композиции, содержащие молярное отношение Zn/V в интервале 0,01-0,07, являются предпочтительными.
Фосфор обычно присутствует в этих катализаторах, а также в известных катализаторах в молярном отношении Р/V(0,09-1,3):1. Обнаружено, что оптимальные отношения Р/V ниже 1,22:1 и выше 1,0:1. Стабилизирующий эффект молибдена позволяет применять меньше фосфора, чем в сравниваемом известном катализаторе, с таким преимуществом, что потери фосфора и дезактивация катализатора во время работы реактора уменьшаются, т.е. в течение продолжительного отрезка времени (реакционная способность в зависимости от времени, измеренного в часах, на потоке).
Литиевый компонент присутствует в атомном отношении Li:V (0,001-0,15):1. Точка, в которой добавляют цинк, литий и молибден, не является критической, поскольку присутствует до образования твердого осадка катализатора. Это обычно осуществляют вместе с добавкой фосфорной кислоты, благодаря чему обеспечивается тщательное смешение компонентов катализатора.
Компоненты модификатора добавляют в виде его соединений, например ацетаты, карбонаты, хлориды, бромиды, окислы, гидроокиси, фосфаты и т.п. такие как хлористый цинк, окись цинка, оксалат цинка, ацетат лития, хлорид лития, бромид лития, карбонат лития, окись лития, ортофосфат лития, окись молибдена, двухлористый молибденил, двубромистый молибденил и т.п.
Полученное комплексное соединение катализатора характеризуется как смешанная окись, однако структура комплексного соединения не была определена, но она может быть представлена формулой, например VPaZnbМоеLidOx, где 0,90-1,3; b 0,001-0,15; с 0,005-0,25; d 0,001-0,15. Такое представление не является эмпирической формулой и оно не имеет значения иначе, как представление отношения атомов компонентов катализатора. В действительности х не имеет определенного значения и может широко изменяться в зависимости от комбинаций внутри комплекса. То, что кислород присутствует, известно и это представлено Ох.
Катализатор можно применять в виде гранул, дисков, чешуек, вафелек или в любой другой соответствующей форме, которая упрощает его применение в трубчатых реакторах, применяемых для этого типа реакции в паровой фазе. Например, катализатор можно приготовить в форме таблеток, имеющих сквозное отверстие (патент США N 4283307). Материал можно наносить на подложку, однако когда исходным сырьем для реакции является алкан, например н-бутан, для производства малеинового ангидрида, то это нежелательно. Если бы исходным материалом был алкен, например н-бутен, то катализатор на подложке был бы разумным. Поскольку алкан требует более высокий уровень активации, чем алкены, то желательно, если исходный материал первого типа, иметь катализатор, присутствующий без подложки, для обеспечения большого количества участков для активации реакции кислородом. Обычно неподдерживаемый катализатор имеет более высокую площадь поверхности, чем катализаторы на подложках. Конечный размер частиц катализатора для этой конструкции обычно равен от примерно 2,5 до 10 меш, однако высокая площадь поверхности нежелательна из-за повышенной активности катализатора из молибдена. В любом случае после активации площадь поверхности должна быть предпочтительно меньше 20 м2/г, по крайней мере 1 м2/г, предпочтительно по крайней мере 5 м2/г.
Хотя трубчатые реакторы с неподвижным слоем являются стандартными для этого типа реакций, однако для реакций окисления часто применяют флюидизированный слой, в этом случае размер частиц катализатора равен порядка примерно 10-150 мкм.
Применение этого класса катализатора для частичного окисления С4-С10-углеводородов в соответствующие ангидриды известно. Они широко применяются для конверсии нормальных С4-углеводородов, например алкан (н-бутан) и алкен (н-бутен) для производства малинового ангидрида, который имеет широкое использование в промышленности.
Окисление Н-С4-углерода в малеиновый ангидрид может достигаться посредством контактирования, например н-бутана в низкой концентрации в кислороде с описанным катализатором. В качестве источника кислорода воздух является полностью удовлетворительным, но можно также применять искусственные смеси кислорода и разбавляющих газов, например азот.
Газообразный поток, подаваемый в стандартные трубчатые реакторы для окисления, обычно содержит воздух и примерно 0,5-2,5 мол. углеводородов, например п-бутан. Для оптимального выхода продукта предлагаемого способа удовлетворительны примерно 1,0-2,0 мол. Н-С4-углеводородов. Хотя можно применять более высокие концентрации, однако может возникнуть опасность взрыва за исключением реакторов с флюидизированным слоем, в которых можно применять без опасности взрыва концентрации до примерно 4 или 5 мол. Более низкие концентрации углеводородов С4, т.е. меньше примерно 1% снижают общую производительность, достигаемую при эквивалентных расходах, и поэтому они в общем не применяются с экономической точки зрения.
Скорость газообразного потока через реактор может изменяться в широких пределах, но предпочтительным рабочим пределом является скорость примерно 50-300 г углеводородов С4 на литр катализатора в час, более предпочтительно примерно 100-250 г углеводородов С4 на литр катализатора в час. Скорость потока и время нахождения вычисляют при стандартных условиях 760 мм рт.ст. и при температуре 25оС. Предпочтительным исходным материалом для катализатора согласно настоящему изобретению, применяемого для конверсии в малеиновый ангидрид, является Н-С4-углеводород, содержащий определенное количество н-бутана, более предпочтительно по крайней мере 90 мол. н-бутана.
Можно применять различные реакторы, причем вполне удовлетворительными являются реакторы типа теплообменника с множеством труб. Трубы таких реакторов могут изменяться в диаметре от примерно 6,4 до 76,2 мм, а длина от примерно 0,914 до 3,048 м или больше. Реакция окисления представляет собой экзотермическую реакцию, поэтому необходимо поддерживать сравнительно точный контроль температуры реакции. Желательно иметь поверхность реакторов при сравнительно постоянной температуре, а для упрощения контроля температуры необходима некоторая среда для отвода тепла от реакторов. Такой серой может быть древесина, металл, жидкая сера, ртуть, расплавленный свинец и т.п. но было обнаружено, что совершенно удовлетворительными являются эвтектические соляные ванны. Одной такой соляной ванной является эвтектическая смесь нитрата натрия, нитрита натрия, нитрита калия при постоянной температуре. Дополнительный способ контроля температуры заключается в применении реактора из металлического блока. Таким образом, металл, окружающий трубу, действует в качестве тела, регулирующего температуру. Теплообменную среду можно поддерживать при соответствующей температуре посредством теплообменников и т.п. Реактор или трубы для проведения реакции могут быть из чугуна, нержавеющей стали, углеродистой стали, никеля, стеклянных труб, например Vycor, и т.п. Трубы из углеродистой стали, как и никелевые трубы, имеют исключительно продолжительный срок службы в условиях для описанных реакций. Обычно реакторы содержат зону предварительного нагрева из инертного материала, например алундовых гранул размером 6,4 мм, инертных керамических шариков, никелевых шариков или стружки и т.п. составляющих примерно от половины до 0,1 объема присутствующего активного катализатора.
Температура реакции может изменяться в некоторых пределах, но обычно реакцию необходимо проводить при температурах в достаточно критическом интервале. Реакция окисления является экзотермической. Когда реакцию проводят в данный момент, то основной целью соляной ванны или другой среды является отвод тепла от стенок реактора и контроль реакции. Лучшие операции обычно достигаются, когда применяемая температура реакции не выше примерно на 100оС температуры соляной ванны. Конечно, температуры в реакторе также зависит до некоторой степени от размера реактора и концентрации С4. При обычных рабочих условиях в предпочтительном способе температура в центре реактора, измеренная термопарой, составляет примерно от 365 до 550оС. Интервал температур, предпочтительно применяемых в реакторе и измеренных, должен быть примерно от 380 до 515оС, причем наилучшие результаты обычно достигаются при температурах от примерно 390 до 415оС. Описанная другим способом в значениях реакторов с соляной ванной, в которых трубы реактора из углеродистой стали имеют диаметр примерно 25,4 мм, температура соляной ванны обычно регулируется до между 350 и 550оС. При нормальных условиях температура в реакторе обычно не должна быть выше примерно 470 оС в течение продолжительного отрезка времени из-за уменьшенного выхода и возможной дезактивации катализатора.
Обычно улучшенный катализатор согласно настоящему изобретению является более активным, он работает при более низкой температуре и с более высоким выходом по массе, чем известные катализаторы PVO, полученные безводным способом.
Реакцию можно проводить при давлении выше или ниже атмосферного. Давление на выходе будет по крайней мере слегка выше давления окружающей среды для обеспечения позитивного потока из реакции. Давление инертных газов должно быть достаточно высоким для устранения падения давления в реакторе.
Малеиновый ангидрид можно выделять различными известными способами. Например, выделение может достигаться прямой конденсацией или адсорбцией в соответствующей среде с последующим отделением и очисткой малеинового ангидрида.
Реакторы представляют собой трубы длиной 1,524-3,658 м и с наружным диаметром 24,5 мм. Например, в реакторе с длиной трубы 1,524 м из углеродистой стали, имеющей наружный диаметр 25,4 мм, применяли 320 мл катализатора в слое 1,067 м заполненном инертными алундовыми гранулами размером 6,4 мм сверху материала катализатора до высоты, составляющей 33% высоты катализатора. Для каждого реактора материал катализатора и инертные гранулы следующие:
Длина Диаметр Размер Мл. ката- Набивка инертных
лизатора гранул сверху 1,524 м x 1 Наружный 4,8 x 4,8 320 Алундовые гранулы
диаметр мм размером 6,4 мм,
25,4 мм 1/3 cлоя
катализатора 3,658 м x25,4 мм 4,8 x 4,8 950 Алундовые гранулы
мм размером 6,4 мм,
279,4 мм
внизу, 152,4 мм сверху
Реакторы были помещены в соляную ванну при постоянной температуре, содержащую эвтектическую смесь из 7% нитрата натрия, 40% нитрита натрия, 53% нитрита калия. Реактор медленно нагревали до 400оС (над катализатором пропускали воздух при 250-270оС), одновременно направляя поток газа, содержащий 0,5-0,7 мол. н-бутана, и воздух над катализатором, начиная при температуре примерно 280оС. На выходе из реактора поддерживали избыточное давление 1 фунт/кв. дюйм. После достижения реактором 400оС катализатор подвергали старению посредством пропускания через него смеси н-бутан и воздуха в течение 24 ч. Поток смеси н-бутана и воздуха и температуру увеличивали для получения заданной производительности. Содержание н-бутана в исходном сырье увеличивают до 1,0-1,5 мол. для получения 80-90% конверсии. Соляная ванна работает максимум при 425оС. Производительность достигается относительно максимальной температуры соляной ванны и максимальной горячей точки примерно 450оС. Горячая точка определяется датчиком через центр слоя катализатора. Температуру соляной ванны можно регулировать для достижения заданной зависимости между конверсией и расходом смеси между конверсией и расходом смеси n=С4/ воздуха (например, часовая объемная скорость газа GHSV). Скорость потока регулируют до примерно 85% конверсии, а температурные зависимости указаны выше. В общем применяют скорость потока примерно 30-75 г углеводородного сырья на литр в час. Выходящие газы охлаждают до примерно 55-60оС под давлением примерно 1/2 фунта/кв.дюйм. При этих условиях примерно 30-50 малеинового ангидрида конденсируют из потока газа. Для извлечения и очистки остального малеинового ангидрида в потоке газа после конденсации применяют улавливания в скруббере, который орошается водой, с последующей дегидратацией и фракционированием. Извлеченный связанный малеиновый ангидрид очищают и извлекают при температуре примерно 140-150оС как верхний предел и 145оС как нижний предел температур к ректификационной колонке. Очищенный продукт имеет малеиновый ангидрид чистотой 99,9+%
Исследования способа улучшения качества катализатора показывают, что высокий коэффициент смешения и более быстрая десорбция спирта дают лучший катализатор. Например, в промышленном реакторе pfaudler емкостью 2000 галлон требуется скорость десорбции по крайней мере 118 об/мин и регулирование давления пара для достижения заданной ускоренной десорбции спирта для исключения перегрузки холодильника в устройстве. Способ улучшения катализатора по существу аналогичен описанному при условии, что, возможно, потребуется более высокая концентрация спирта для обеспечения хорошего смешения, десорбции спирта и удаления воды.
Способ, каким получают катализатор, важен. Различные усовершенствования и периметры описаны выше и когда их применяют в общем процессе, то можно получить превосходный, устойчивый и долговечный катализатор.
Приготовление катализатора для примера 1.
В пятилитровый стеклянный реактор загрузили 1,800 л безводного изобутилового спирта и 1,75 г-молекул пятиокиси ванадия. Реактор был снабжен мешалкой наверху, впускным отверстием для ввода газа, карманом для термопары и ловушкой Dean-stark с водяным холодильником. Добавили 4,77 г безводного хлористого цинка, 1,48 г хлористого лития и 6,29 г окиси молибдена, при этом пропускали примерно 2 фунтов газа HCl через перемешанную суспензию при такой скорости, чтобы поддерживать температуру реакции примерно 50оС. В полученный темно-коричневый раствор с красным оттенком добавляли спиртовый раствор 99,3% фосфорной кислоты, ранее приготовленный посредством добавки 104,0 г P2O3 в 296,1 г (85,7) H3PO4, пока не будет получен раствор, и затем его разбавили 400 безводного спирта. Полученный раствор нагревали в сосуде с обратным холодильником в течение 2 ч. Отходящие газы очищали раствором каустической соды. В конце варки спирт десорбировался до тех пор, пока не извлекли 1,8 л темно-голубого раствора. Полученную смесь высушивали при 150оС и прокаливали при 260оС в течение 3 ч. Из прокаленного порошка формовали таблетки размером 4,8х4,8 мм со сквозными отверстиями с внутренним диаметром 1,6 мм. Атомные отношения были следующиеP:V=1,16:1, Mo:V=0,013:1, Zn:V=0,01: 1, Li:V=0,01:1.
Таблетированный и пустотелый (4,8х4,8 мм) катализатр имел площадь поверхности 4,6 м2/г. Рентгеноструктурный анализ прокаленного катализатора показал кристаллическую структуру с коэффициентом отражения (2,94d/5,68d)2,6. Степень кристалличности свежего катализатора равнялась 80%
В качестве органического растворителя для приготовления каждого описанного катализатора применяли изобутиловый спирт.
В следующих примерах частичного окисления н-бутана в малеиновый ангидрид для реакции применяли воздух, 100% воздух 2500-1 часовая объемная скорость.
Катализатор доводят до кондиционного состояния, отвечающего стандарту для применения, посредством размещения катализатора (таблетки) в трубчатом реакторе с флюидизиpованным слоем, где осуществляют его доводку. Реактор нагревают соляной баней. Катализатор загружают в реактор и доводят до кондиционного состояния посредством медленного нагрева до рабочей температуры со скоростью 5-10оС/ч, достигаемой посредством нагрева реактора и регулирования расхода газа 0,5-1,0 мол. бутана в воздухе при начальной часовой окружной скорости (GHSU) от 900-1до 250 ч, при этом поддерживается заданный уровень конверсии, например, 75 мол. причем для этой процедуры требуется несколько дней. Начальная температура соляной ванны равна примерно 250оС (температура, при которой соляная ванна становится жидкой).
С, S и Y, используемые в сообщаемых результатах реакции, имеют следующие значения, и зависимость С (конверсия) Х S
(избирательность)=Y(выход).
Термин "выход по массе" означает количество малеинового ангидрида, полученного из данного количества n-бутена, вычисленного следующим образом ×
×
Высоту пиков над фоном измеряют по двойным рентгенограммам для вычисления коэффициента отражения 2,94d/5,68d.
Процент кристалличности определяют путем сравнения интенсивности отражения 2,94d высушенного материала катализатора с интенсивностью отражения вторичного стандарта VOHPO4 1/2 H2O.
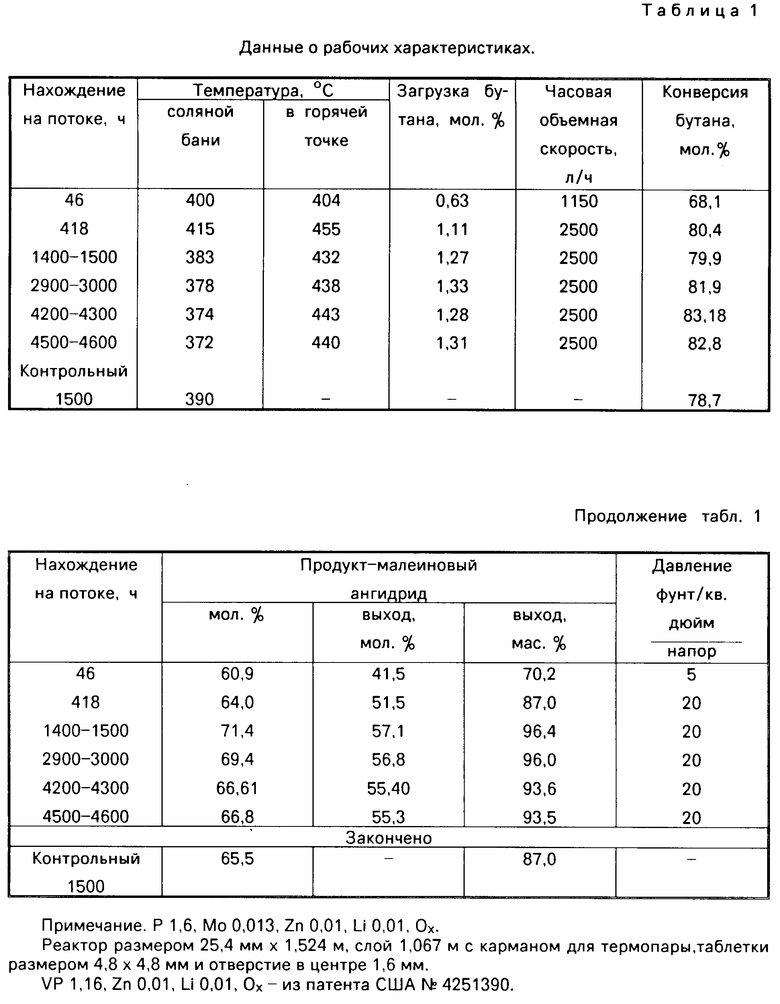
П р и м е р 1. Катализатор, полученный описанным способом, загрузили в установку с соляной ванной длиной 1,524 м. Он очень хорошо активировался, достигая полного потока после 418 ч на потоке. Этот катализатор был на потоке в течение 4600 ч. При выключении установки средний выход по массе составил 93,5% при 82,8% конверсии при температуре 372оС. При 3000 он работал при низкой температуре соляной ванны 378оС со средним выходом массы 96,0 при 81,9% конверсии. Явного ухудшения выхода не было. При 43000 ч средний выход составил 93,6% при 83,2% конверсии. Данные сведены в табл.1.
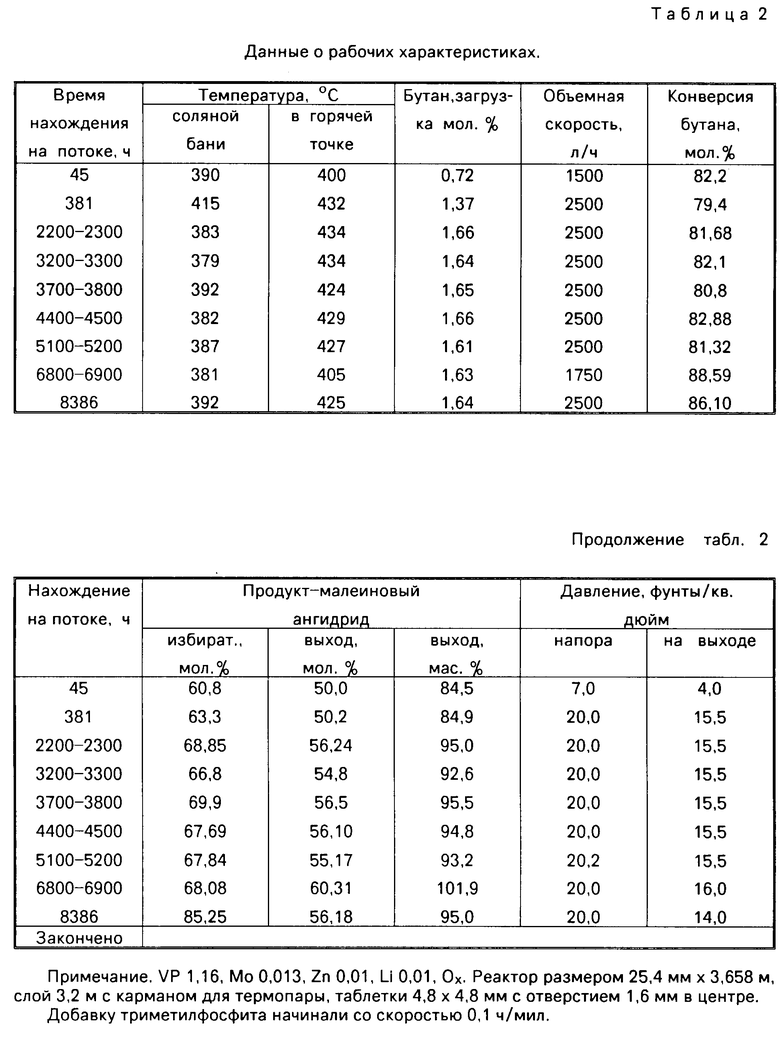
П р и м е р 2. Этот катализатор получили тем же способом, что и в примере 1, в три порции, которые смешивали. Средний коэффициент отражения рентгеновских лучей (2,94d/5,68d) прокаленного катализатор равен 3,6 с небольшим количеством или без признака присутствия кислой фосфорно-кислой соли ванадила. Площадь поверхности таблетированного катализатора была 10,6 м2/г. Степень кристалличности 83% Этот катализатор загружали в реактор размером 25,4 мм х 3,658 м и испытывали, как и прежде. Этот катализатор был на потоке в течение 8386 ч. После нахождения примерно в течение 2600 ч на потоке выход по массе показал незначительную тенденцию к ухудшению, а при 3350-3525 ч вводили небольшое количество триметилфосфита (ТМР) со скоростью примерно 0,05 мл/дн. Реакция была немедленной и выход по массе быстро увеличился до предыдущего высокого уровня. При нахождении в течение 4500 ч на потоке добавляли небольшой непрерывный поток (примерно 0,1 ч/мил) триметилфосфита до завершения испытания. Это вызвало незначительное увеличение температуры (примерно на 5оС выше обычной), но при этом поддерживался высокий выход. Результаты и условия этой оценки суммированы в табл.2.
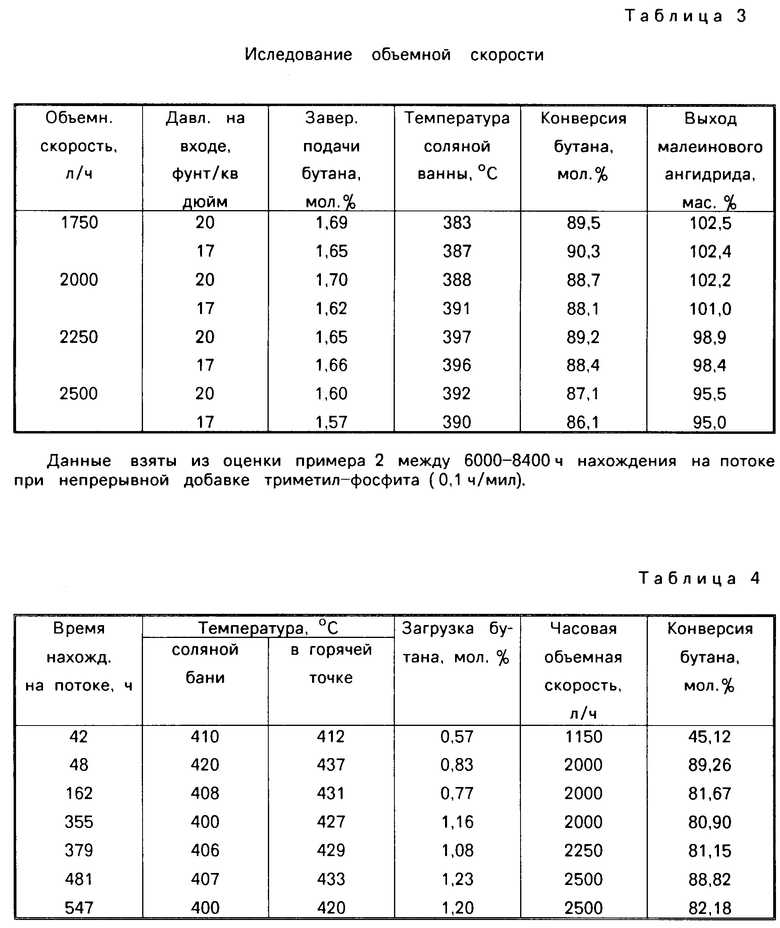
Во время этого испытания проводили исследование объемной скорости под давлением на входе 17 и 20 фунтов/кв.дюйм. Данные показали, что при обеих величинах давления достигался по существу одинаковый выход по массе и было отмечено только незначительное различие в требованиях к температурам. Это исследование представлено в табл.3.
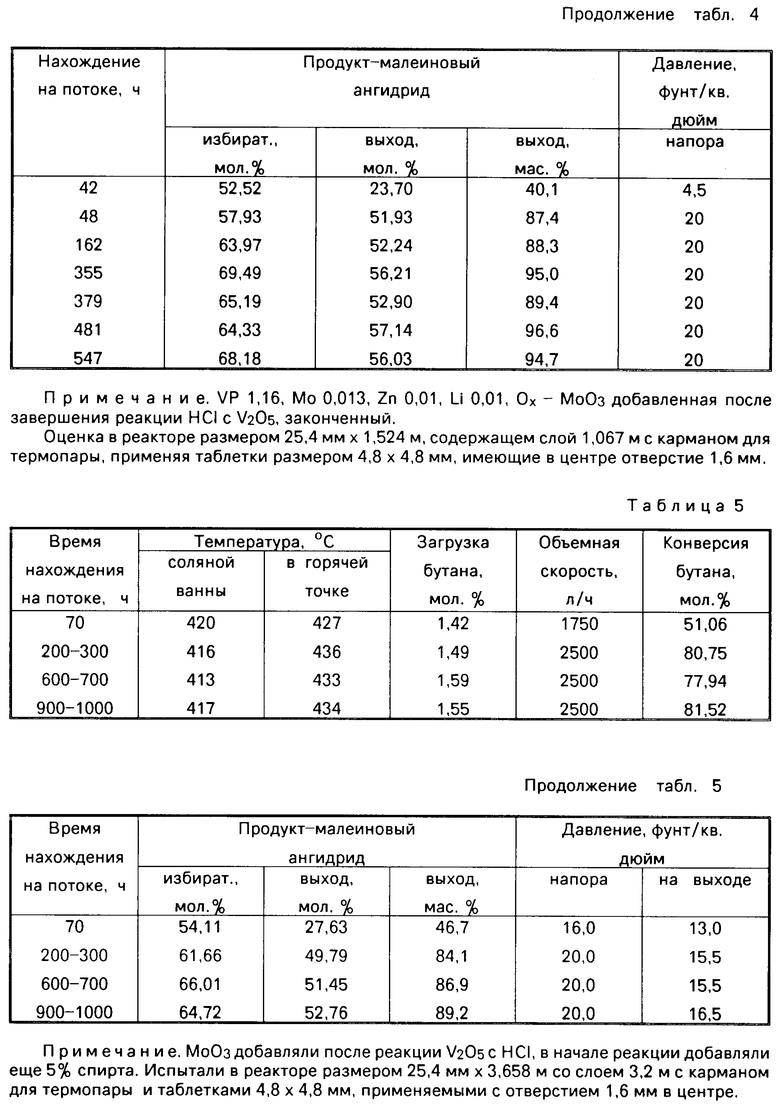
П р и м е р 3. Следовали способу изготовления катализатора из примера 1 за исключением, что молибденовый компонент добавляли после реакции ванадия и HCl. Прокаленный катализатор имел 62% кристалличности по рентгенограмме. Коэффициент отражения (2,94d/5,68d) равнялся 2,3. Образец испытывали в реакторе размером 5. Условия и результаты испытания показаны в табл.4.
П р и м е р 4. Следовали способу изготовления катализатора по примеру 1 за исключением того, что в реакции HCl добавляли 5% дополнительного спирта. Коэффициент дифракции рентгеновских лучей (2,94d/5,68d) прокаленного катализатора равен 1,8, а кристалличность 84% Свежий таблетированный катализатор имел площадь поверхности 3,9 м2/г, его испытали в реакторе размером 25,4 мм х 3,658 м. Условия и результаты испытания представлены в табл.5.
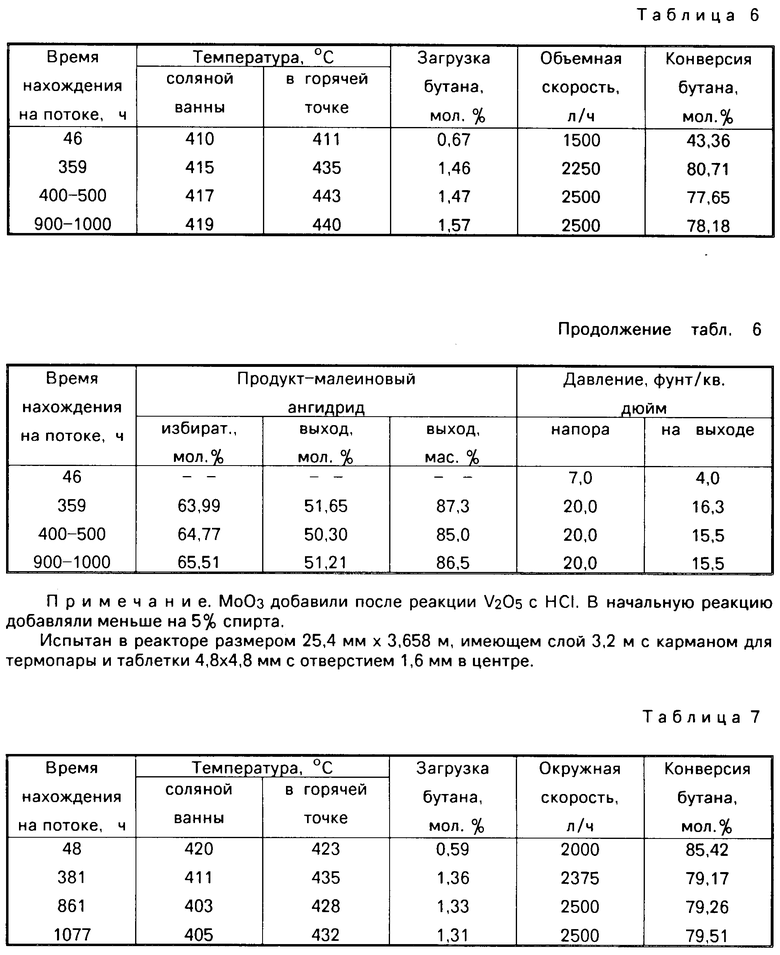
П р и м е р 5. Повторяли способ изготовления катализатора из примера 1 за исключением того, что в реакции HCl применяли на 5% меньше спирта. Коэффициент дифракции рентгеновских лучей (2,94d/5,68d) прокаленного катализатора равен 1,63, а кристалличность 87% Свежий таблетированный катализатор имел площадь поверхности 6,9 м2/г. Он был испытан в реакторе размером 25,4 мм х 3,658 м. Условия и суммированные результаты представлены в табл.6.
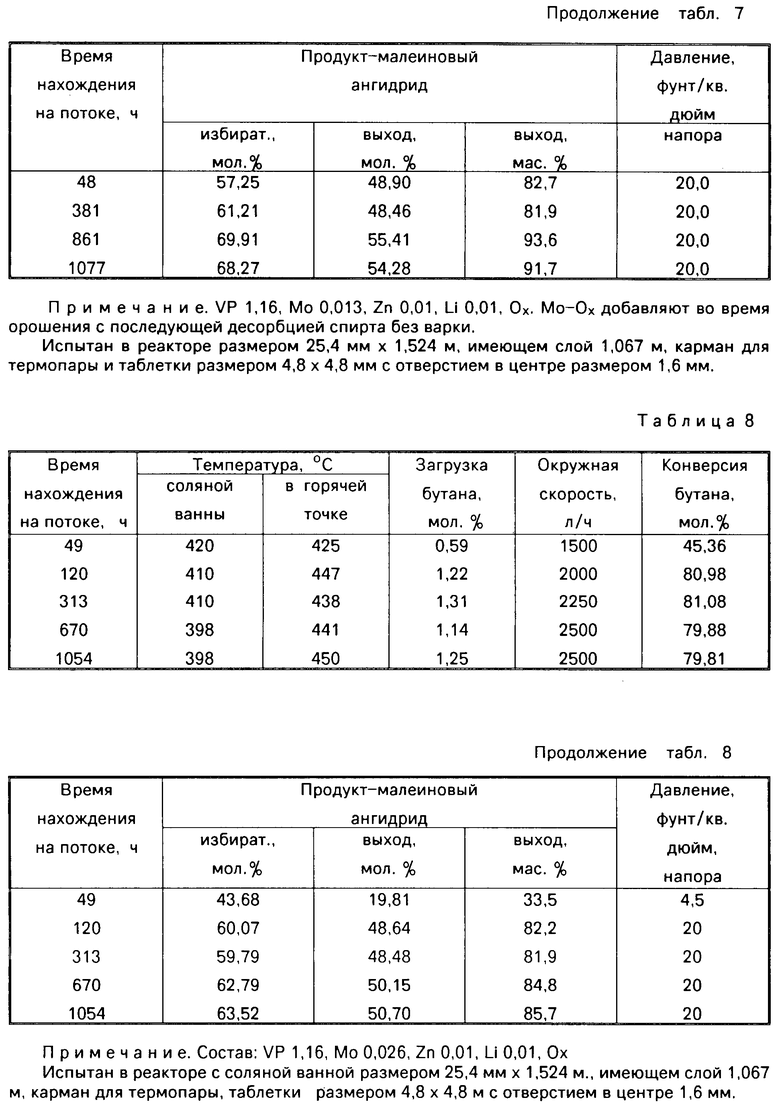
П р и м е р 6. Способ получения катализатора был тот же, который применяли для катализатора в примере 1 за исключением того, что молибденовый компонент добавляли после нагрева спиртового растворителя для орошения. Стадию варки исключили и извлечение спирта начиналось немедленно. Полученный прокаленный катализатор имел коэффициент отражения (2,94d/5,68d) на рентгенограмме 1,86 и кристалличность 93% Катализатор испытали в реакторе 25,4 мм х 1,524 м. Условия и суммированные результаты представлены в табл.7.
П р и м е р 7. Следовали способу, применяемому для приготовления катализатора в примере 1, за исключением того, что применяли в 2 раза большую концентрацию молибдена. Рентгенограмма прокаленного катализатора показала коэффициент отражения (2,94d/5,68d) 1,46 без каких-либо признаков присутствия кислой фосфорно-кислой соли ванадила. Кристалличность составила 75% Катализатор испытали в реакторе размером 25,4 мм х 1,524 м. Условия и суммированные результаты представлены в табл.8.
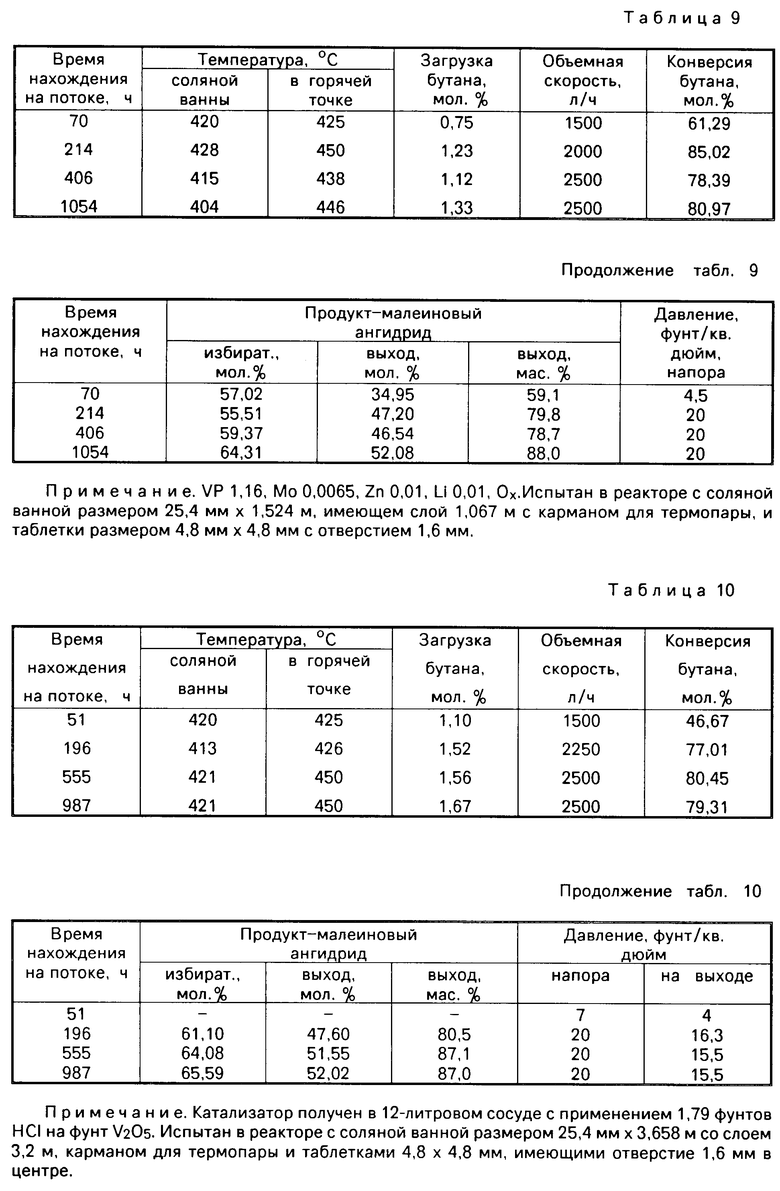
П р и м е р 8. Следовали способу, применяемому для приготовления катализатора по примеру 1, за исключением того, что применяли половину концентрации молибдена. Рентгенограмма прокаленного катализатора показала коэффициент отражения (2,94d/5,68d) 1,8 без каких-либо признаков присутствия кислой фосфорно-кислой соли ванадила. Кристалличность составила 92% Катализатор испытали в реакторе размером 25,4 мм х 1,524 м. Условия и суммированные результаты представлены в табл.9.
П р и м е р 9. Применяли способ изготовления катализатора по примеру 1, который осуществляли в сосуде емкостью 12 л, исключением было то, что использовали 1,79 фунтов HCl на фунт V2O5. Рентгенограмма прокаленного катализатора (2,94d/5,68d) показала коэффициент преломления 2,1 и 77% кристалличности. Площадь поверхности таблетированного катализатора равнялась 11,4 м2/г. Условия и суммированные результаты представлены в табл.10.
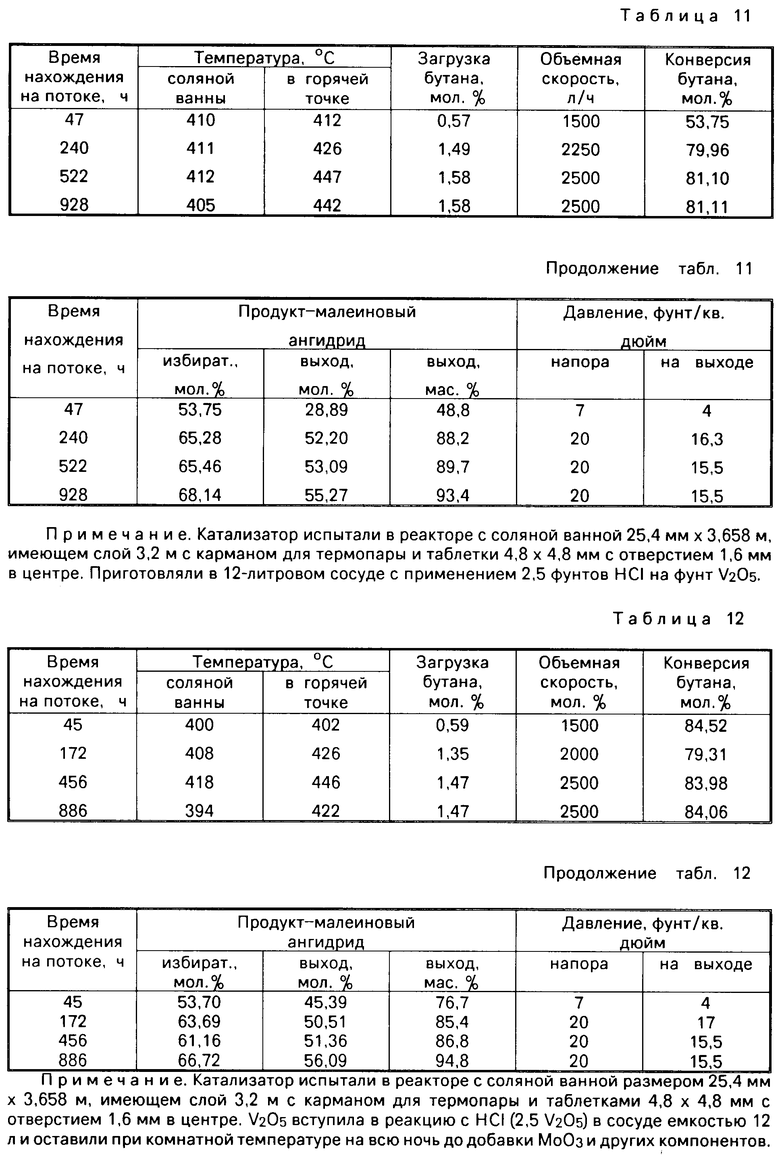
П р и м е р 10. Использовали способ получения катализатора по примеру 1, который осуществляли в сосуде емкостью 12 л, за исключением того, что применяли 2,5 фунтов HCl на фунт V2O5. Рентгенограмма прокаленного катализатора (2,94d/5,68d) показала коэффициент преломления 1,69 и 80% кристалличности. Площадь поверхности таблетированного катализатора равна 6,4 м2/г. Условия и суммированные результаты представлены в табл.11.
П р и м е р 11. Приготовили катализатор способом по примеру 10 за исключением того, что реакцию HCl V2O5 проводили только в течение одного дня с выдержкой на всю ночь. На следующий день добавляли Мо, Zn, Li и фосфорную кислоту, катализатор был готов. Данные рентгенограммы прокаленного образца показали коэффициент отражения (2,94d/5,68d) 3,9 и кристалличность 63% Площадь поверхности таблетированного катализатора равна 9,1 м2/г. Условия и суммированные результаты представлены в табл.12.
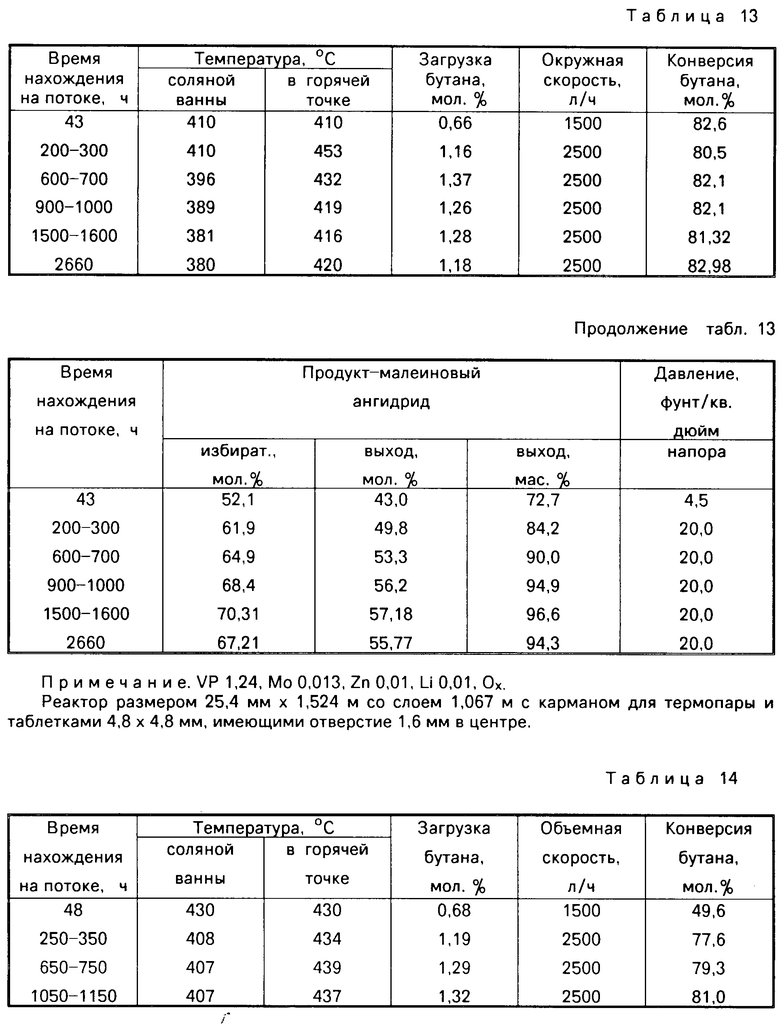
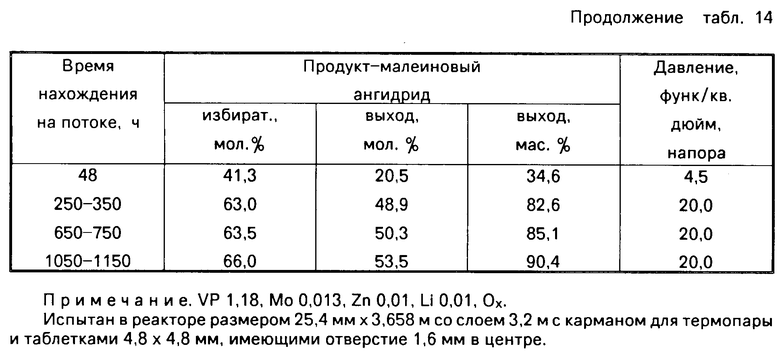
П р и м е р 12. Этот катализатор получили способом по примеру 1 за исключением того, что применяли более низкое соотношение Р:V. Этот катализатор кажется лучше, чем катализатор в примере 1. Условия и суммированные результаты оценки этого катализатора представлены в табл.13. Подобный катализатор был приготовлен с более высоким отношением Р/V, чем катализатор в примере 1, при этом было обнаружено, что он имеет хорошую избирательность, но он не так активен, как любой из двух, показанных в табл.14.
Использование: нефтехимия, производство катализаторов для окисления углеводородов. Сущность изобретения: катализатор содержит кислородсодержащие соединения ванадия, фосфора, цинка, лития и дополнительно молибдена в следующих молярных соотношениях: фосфор: ванадий (0,9 - 1,3):1, литий: ванадий (0,001 - 0,15):1, цинк: ванадий (0,001 - 0,15):1, молибден: ванадий (0,005 - 0,025): 1. Катализатор предпочтительно имеет площадь поверхности меньше 20 м2/г, более предпочтительно по крайней мере 1 м2/г. Кристалличность катализатора 60 - 90%. 3 з.п. ф-лы, 14 табл.
| Патент США N 4251390, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |

