Изобретение относится к технологии отделки полосового проката и может быть использовано при производстве из него гнутых профилей и сварных труб.
Известен способ правки с растяжением движущейся стальной полосы, при котором полосу изгибают по V-образной траектории между расположенными в шахматном порядке походу ее движения роликами и растягивают.
Недостатком этого способа является относительно невысокая степень растяжения и правки полосового проката, что повышает трудозатраты при последующей его переработке.
Задача изобретения повышение качества правки полосы и снижение последующих трудозатрат.
Это достигается тем, что в способе правки с растяжением движущейся стальной полосы, заключающемся в ее изгибе по V-образной траектории между расположенными в шахматном порядке по ходу движения полосы роликами и растяжении, наклон отрезков V-образной траектории полосы устанавливают в пределах 40-50о к общему направлению ее перемещения, при этом используют ролики с диаметром d=(1,9-2,1)˙ 103 S/σт, а ширину контакта полосы с роликами принимают равной (0,7-0,8)В, где σт предел текучести материала полосы, кгс/мм2; S и В толщина и ширина полосы соответственно, мм.
Сущность изобретения состоит в оптимизации углов наклона отрезков траектории выправляемой полосы, а также величин диаметров правильных роликов и ширины их контакта с металлом в зависимости от его толщины, ширины и пластических свойств, что позволяет повысить степень вытяжки (и правки) полосового проката.
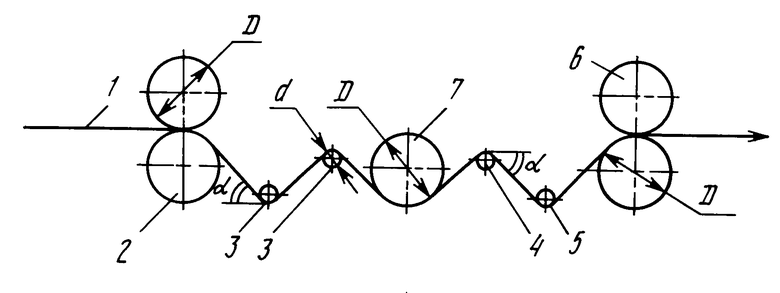
На чертеже дана схема осуществления способа правки с растяжением движущейся стальной полосы.
Полоса 1 (направление движения ее показано стрелкой) проходит через клеть 2 стана, например профилегибочного, с гладкими валками и поочередно огибает по V-образной траектории секционные ролики 3, 4 и 5 малого диаметра d, расположенные в шахматном порядке. Ветви полосы при охвате этих роликов наклонены к направлению ее движения под углом α=40-50о, а ширина зоны контакта полосы с роликами равна 0,7-0,8 ее ширины В. При большей ширине зоны контакта усложняется изготовление секций требуемых прочности и жесткости.
На выходе полосу задают в первую формующую клеть 6 стана. Между роликами 3 диаметра d расположена клеть с натяжным роликом 7 большого диаметра. Ролики 3 и 7, а также нижние валки клетей 2 и 6 располагают на уровне, обеспечивающем равенство всех углов наклона ветвей полосы 1. Натяжение полосы обеспечивается за счет тормозящего усилия от листоправильной машины (не показана), стоящей перед клетью 2, и тянущего усилия профилегибочного стана.
П р и м е р 1. Полоса толщиной S=1,4 мм и шириной В=900 мм с σт=30 кгс/мм2 подвергается правке с растяжением. Для перегиба полосы используются четыре ролика с d=2 ˙102 ˙1,4/30=93 мм. Угол наклона ветвей полосы при охвате этих роликов α=45о, ширина зоны контакта 0,7˙ В 630 мм. Величина относительного удлинения металла при правке 1,0-1,1%
П р и м е р 2. Полоса толщиной 0,8 мм и шириной 500 мм с σт=35 кгс/мм2 подвергается правке и растяжению.
Для перегиба полосы используются четыре ролика с d=2,1x0,8х103/35=48 мм. Угол наклона ветвей полосы при охвате этих роликов α=40о, ширина зоны контакта 0,8хВ=400 мм.
П р и м е р 3. Полоса с S=1,4 мм, В=900 мм, σт=30 кгс/мм2 правится аналогичным образом. При этом d= 2,0х103х1,4/30=93 мм, ширина зоны контакта 0,7гх900=630мм.
П р и м е р 4. Полоса с S=2,0 мм, В=1300 мм, σт=25 кгс/мм2, d= 2,9х2х103/25=152 мм, ширина зоны контакта 0,8х1300=1040 мм.
Диаметр ролика 7 и валков во всех случаях D=300 мм.
Технико-экономическая эффективность способа заключается в повышении выхода качественных профилей и сокращении удельного расхода металла на профилирование.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС И СПОСОБ ИХ ПРАВКИ | 2008 |
|
RU2390396C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ СТАЛЬНЫХ ПОЛОС ИЗГИБОМ С РАСТЯЖЕНИЕМ | 1993 |
|
RU2043809C1 |
| СПОСОБ ПРАВКИ ПОЛОСЫ | 1987 |
|
RU1469660C |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
| КОНСОЛЬНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2096112C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1996 |
|
RU2103117C1 |
| Способ производства листовых профилей с волнистыми продольными гофрами и агрегат для его осуществления | 1991 |
|
SU1809790A3 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ЖЕСТИ | 1993 |
|
RU2014916C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
Сущность изобретения: способ правки и растяжения стальной полосы заключается в перегибе ее между рабочими роликами, расположенными в шахматном порядке, при одновременном натяжении полосы. Перегиб движущейся полосы осуществляют по V-образной траектории с наклоном ее отрезков к горизонтали под углом 40 - 50° посредством использования роликов с диаметром d=(1,9...2,1)×103 S/σт . Ширину зон контакта роликов с полосой принимают равной (0,7-0,8) B, где σт - предел текучести металла, кгс/мм2; S и B - толщина и ширина полосы, соответственно, мм. 1 ил.
СПОСОБ ПРАВКИ С РАСТЯЖЕНИЕМ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ, заключающийся в ее изгибе по V-образной траектории между расположенными в шахматном порядке по ходу движения полосы роликами и растяжении, отличающийся тем, что наклон отрезков V-образной траектории полосы устанавливают в пределах 40-50o к общему направлению ее перемещения, при этом используют ролики с диаметром
d = (1,9-2,1)·103 S/σт,
а ширину контакта полосы с роликами принимают равной (0,7 0,8)B, где σт предел текучести материала полосы, кгс/мм2, S и B-соответственно толщина и ширина полосы, мм.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
