Изобретение относится к отделке полосового проката и может быть использовано при порезке на мерные длины полосовой заготовки для профилирования.
В качестве заготовки для таких профилей обычно используют рулонную полосовую сталь, которую перед профилированием режут на мерные длины, например, барабанными летучими ножницами.
Известны ножницы барабанного типа, у которых в пазу верхнего барабана жестко закреплен нож посредством клиновой колодки, а в пазу нижнего - П-образная рамка с ножом [1].
Недостатком данной конструкции барабанных ножниц является сложность в изготовлении и эксплуатации, что в конечном счете приводит к удорожанию готовой продукции.
Наиболее близким аналогом к заявляемому устройству являются летучие ножницы конструкции УЗТМ для поперечной резки стальной полосы шириной до 1500 мм и толщиной 0,6 - 2,0 мм [2].
Эти ножницы содержат верхний и нижний барабаны разных диаметров с несимметричными относительно вертикальной осевой плоскости барабанов поперечными сквозными пазами с установленными в них ножами и регулировочными клиньями.
Недостатком данной конструкции летучих ножниц является также сложность в их изготовлении и эксплуатации, что существенно влияет на увеличение производственных затрат, большой процент отсортировки металла по качеству реза, а также относительно небольшой диапазон разрезаемых толщин.
Технической задачей изобретения является уменьшение отсортировки разрезаемого металла по качеству реза, снижение производственных затрат при изготовлении устройства, улучшение эксплуатационных свойств, а также расширение диапазона разрезаемых толщин.
Для решения поставленной задачи у барабанных летучих ножниц, содержащих верхний и нижний барабаны разных диаметров с несимметричными относительно вертикальной осевой плоскости барабанов сквозными пазами с установленными в них ножами и предназначенными для фиксации ножей клиньями, грань паза со стороны ножей расположена на расстоянии (0,7-1,4) от вертикальной осевой плоскости барабанов, проходящей через указанной паз, где S - толщина заготовки, при этом на большем барабане выполнен дополнительный сквозной паз с прямым углом в поперечном сечении, образующий с основным пазом вертикальную перегородку с выполненными в ней отверстиями, в которых установлены введенные болты, предназначенные для взаимодействия с ножами для регулировки их положения.
Сущность найденного технического решения заключается в максимальном упрощении конструкции узла регулирования положения ножа на верхнем барабане относительно небольших диаметра и ширины при одновременном повышении надежности крепления ножа в пазу барабана.
Барабанные ножницы по ближайшему аналогу предназначены для порезки на мерные длины полос с поперечным сечением 0,6-2,0 1500 мм, тогда как заявляемые - для порезки полосовой стали значительно меньшего сечения (0,3 -1,5 х 90 мм), то есть с площадью поперечного сечения, меньшей в среднем в 24 раза, предназначенной в качестве заготовки для профилегибочных станов легкого типа с малыми габаритами оборудования.
Существенным отличием заявляемых ножниц от известных является: во-первых, приемлемость для работы на профилегибочном агрегате легкого типа; во-вторых, конструктивная особенность выполнения ножей, при которой возможно регулирование их движения по горизонтали. Кроме того, наличие трех регулировочных болтов (и трех клиньев) позволяет поворачивать нож на некоторый угол в вертикальной плоскости, что дает максимальную точность установки горизонтального зазора между ножами, предотвращая тем самым некачественный рез полос (появление торцевых заусенцев, недопустимых при профилировании заготовок малой толщины).
На фиг. 1 изображены барабанные летучие ножницы заявляемой конструкции; на фиг.2 - узел крепления верхнего ножа.
Барабанные летучие ножницы содержат верхний 1 с диаметром D (фиг.1) и нижний 2 с диаметром d барабаны, при этом D > d. Барабаны закреплены на горизонтальных валах 3, установленных в подшипниках станин 4, каждая из которых имеет по два отверстия для размещения подшипников, а одна из станин дополнительное отверстие 5 для контроля за взаимным положением ножей. Ножи обозначены позицией 6 (фиг.2), установлены с заданной величиной перекрытия и горизонтальным тангенциальным зазором t. На обоих барабанах (фиг. 2) выполнены сквозные поперечные пазы 7 для установки ножей и регулировочных клиньев 8 (по три клина на каждом барабане), причем одна из граней паза расположена на расстоянии (0,7 - 1,4) S от вертикальной осевой плоскости барабанов уу. Эта грань является ближней к вертикальной плоскости барабанов. Каждый клин имеет отверстия для стяжного болта 9. Выполнение второй грани паза зависит от размеров ножа и клина. На барабане диаметром D выполнен дополнительный сквозной паз 10 с прямым углом в поперечном сечении альфа. Вертикальная грань этого паза аа параллельна плоскости барабанов уу и имеет три отверстия 11 для регулирования положения верхнего ножа по горизонтали посредством болтов 12. Плечо силы, дейтвующей во время работы ножниц на болты, равно величине b.
Нижний нож закреплен на барабане диаметром d посредством затяжных болтов 9, для которых на нижней грани паза выполнены отверстия. Крепление верхнего ножа обеспечено аналогичным образом и при необходимости возможно вращение болтов 12. Таким образом, положение верхнего ножа можно регулировать как его перемещением в двух взаимно-перпендикулярных направлениях, так и вращением в вертикальной плоскости.
Барабанные летучие ножницы работают следующим образом.
Полоса подается (например, задающими роликами) к вращающимся в разные стороны барабаном 1 и 2 и при сближении ножей 6 с полосой осуществляется ее прорезание за счет вертикального перекрытия ножей. Отрезанная передняя по ходу движения часть полосы задается в профилегибочный агрегат.
Опытную проверку заявляемого устройства проводили на профилегибочном агрегате 0,3 - 1,5 х 20 - 90 АО "Магнитогорский металлургический комбинат" при прорезке на мерные длины полосовой заготовки для профилирования толщиной 0,3 - 1,5 мм и шириной 20 - 90 мм из стали с пределом прочности до 47 кгс/мм2. Одновременно подверглись испытанию и ножницы известной конструкции, причем обе конструкции испытывались в двух вариантах: с тремя клиньями на обоих барабанах и стремя клиньями на верхнем и одним длинным на нижнем барабане. Вертикальное перекрытие ножей составляло 3-4 мм, а горизонтальный зазор между ножами - 0,05 - 0,1 мм. Критериями для сравнительной оценки были: снижение отсортировки полос по качеству, стоимость изготовления, надежность ножниц при эксплуатации, а также расширение диапазона разрезаемых толщин.
Наилучший вариант по отсортировке полос из-за качества реза (отсутствие заусенец) был достигнут при эксплуатации ножниц заявляемой конструкции - 0,2%. У известной - 0,6%. Это объясняется недостаточно надежным закреплением ножа в пазу из-за неравенства углов наклона соприкасающихся поверхностей ножа и клина по всей их длине. Диапазон разрезаемых толщин на заявляемых ножницах 1,5 : 0,3 = 5, на известных - 2,0 : 0,6 =3,33. Стоимость изготовления заявляемых ножниц в 1,5 раза ниже стоимости изготовления известных, а настройка последних потребовала почти в 3 раза большего времени. Поэтому, в связи с этими данными применение предлагаемых барабанных летучих ножниц для порезки полосовой заготовки на профилегибочных агрегатах легкого типа снижает расходы по переделу при производстве гнутых профилей примерно на 5%.
Таким образом, опыты подтвердили приемлемость заявляемого объекта для решения поставленной технической задачи и его преимущества перед известной конструкцией.
Пример конкретного выполнения устройства.
Барабанные летучие ножницы для прорезки на мерные длины полосовой заготовки толщиной 0,3 - 1,5 мм и шириной 20 - 90 мм с S b ≤ 47 кгс/мм содержат установленные в станинах на валах верхний с диаметром 250 мм и нижний с диаметром 200 мм барабаны. На обоих барабанах выполнены несимметричные сквозные поперечные паза шириной 45 мм, через которые проходит вертикальная осевая плоскость барабанов, отстоящая от ближайшей к ней грани паза на расстояние S = 1,5 мм. В пазах установлены ножи и по три регулировочных клина шириной 36 мм каждый, через которые проходят стяжные болты диаметром М10 х 1,5 мм. На верхнем барабане выполнен дополнительный сквозной паз с прямым углом в поперечном сечении, на вертикальной грани которого имеются три отверстия для регулировочных болтов диаметров М20 х 1,5 мм. Величина b = 26 мм.
Привод ножниц имеет мощность 5 квт, скорость движения полосы до 20 м/мин. Полоса подается к ножницам задающими роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2003 |
|
RU2238826C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2006 |
|
RU2314898C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1993 |
|
RU2037352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |

Изобретение относится к отделке полосового проката толщиной до 1,5 мм и может быть использовано при порезке на мерные длины полосовой заготовки для профилирования. Барабанные летучие ножницы содержат верхний 1 и нижний 2 барабаны разных диаметров с поперечными сквозными пазами, расположенными несимметрично относительно вертикальной осевой плоскости барабанов. Одна из граней паза выполнена на расстоянии (0,7-1,4) S, где S - толщина разрезаемой полосы. В пазах установлены ножи 6 и регулировочные клинья 8. На барабане большего диаметра выполнен дополнительный паз 10 с прямым углом в поперечном сечении, образующий с основным пазом вертикальную перегородку, в отверстиях которой размещены болты 12 для регулировки положения ножей 6. 2 ил.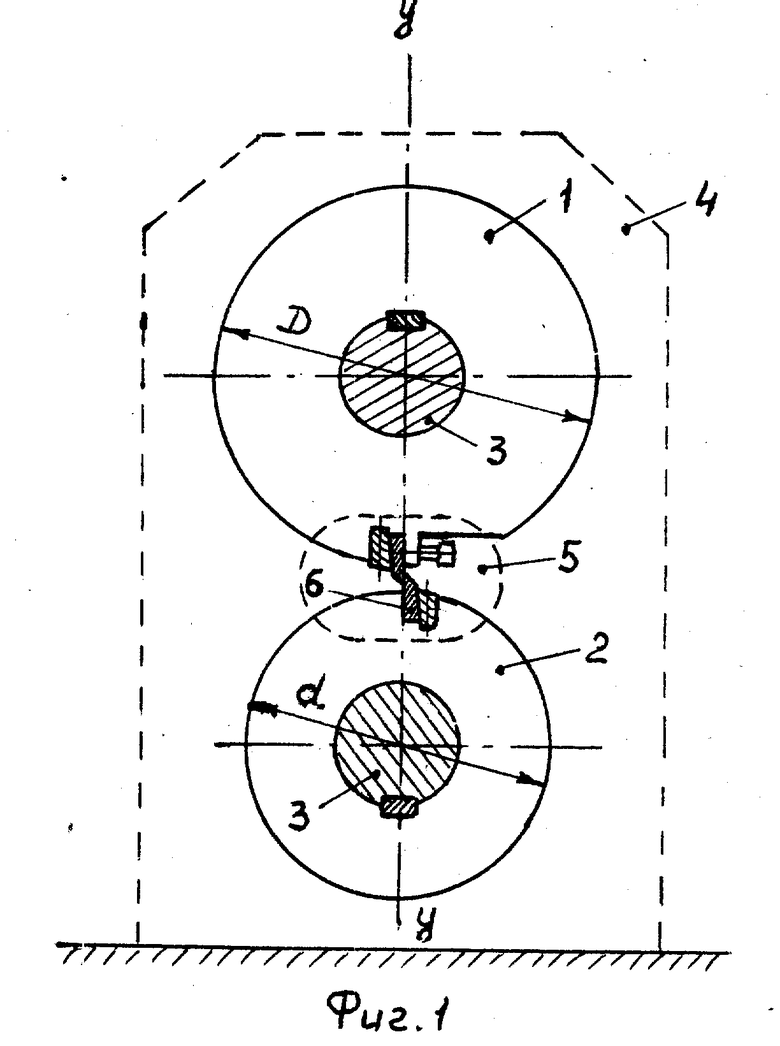
Барабанные летучие ножницы для порезки на мерные длины стальной полосы преимущественно заготовки для профилирования толщиной S ≤ 1,5 мм, содержащие верхний и нижний барабаны разных диаметров с несимметричными относительно вертикальной осевой плоскости барабанов сквозными пазами с установленными в них ножами и клиньями, предназначенными для фиксации ножей, отличающиеся тем, что грань паза со стороны ножей расположена на расстоянии (0,7 1,4)S от вертикальной осевой плоскости барабанов, проходящей через указанный паз, при этом на барабане большего диаметра выполнен дополнительный сквозной паз с прямым углом в поперечном сечении, образующий с основным пазом вертикальную перегородку с выполненными в ней отверстиями, в которых установлены введенные болты, предназначенные для взаимодействия с ножами для регулировки их положения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 3057239, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Королев | |||
| А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| - М.: Металлургия, 1985, с | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
