Изобретение относится к оборудованию для отделки полосового проката и может быть использовано при профилировании гофрированных листов.
Известно устройство для непрерывной правки стальных полос изгибом с растяжением, содержащее установленные на основании два натяжных ролика большого диаметра и стойки, несущие два рабочих ролика малого диаметра, расположенных между натяжными роликами.
Техническая задача изобретения снижение затрат при правке изгибом с растяжением полосовой заготовки для профилирования.
Для решения этой задачи устройство, содержащее установленные на основании два натяжных ролика большого диаметра и стойки, несущие два рабочих ролика малого диаметра, расположенных между натяжными роликами, снабжено платформой, смонтированной с возможностью регулировочного перемещения перпендикулярно оси подачи полосы, с одним дополнительным роликом большого диаметра и двумя дополнительными рабочими роликами малого диаметра, при этом дополнительный натяжной ролик размещен между основным рабочим и натяжным роликами и дополнительные рабочие ролики размещены между дополнительным и основным натяжными роликами, оси среднего натяжного ролика и опоры наиболее удаленных рабочих роликов жестко связаны с платформой, а каждый рабочий ролик выполнен в виде нескольких соосно расположенных в опорах секций, причем секции рабочих соседних роликов размещены в шахматном порядке, а параметры рабочих роликов выбраны из следующих соотношений: lб(1,6.1,8)d; t=(1,25.1,50)lб а(2,3. 2,5)d; b= (0,85.1,50)d, где lб, d и t соответственно длина и диаметр бочки рабочих роликов и их осевой шаг; а и b расстояния соответственно по горизонтали и вертикали между осями рабочих роликов смежных секций.
Сущность предлагаемого технического решения состоит в том, что правка растяжение движущейся полосы происходит за счет огибания ею с большим углом охвата (до 100о) рабочих роликов малого диаметра, объединенных в четыре секции, а натяжение создается тремя роликами большого диаметра, средний из которых жестко связан с двумя наиболее удаленными (крайними) секциями рабочих роликов. Перемещение среднего натяжного ролика по вертикали создает требуемый изгиб движущейся полосы без ее остановки и регулирование углов наклона полосы между роликами, т.е. углов охвата полосой рабочих роликов, что изменяет степень вытяжки и правки металла.
Секционное исполнение роликов позволяет править полосы шириной до 1,5 м, а найденное опытным путем соотношение между осевым шагом t и длиной бочки lб роликов в сочетании с шахматным расположением роликов смежных секций в направлении движения полосы обеспечивает необходимую степень вытяжки и правки металла.
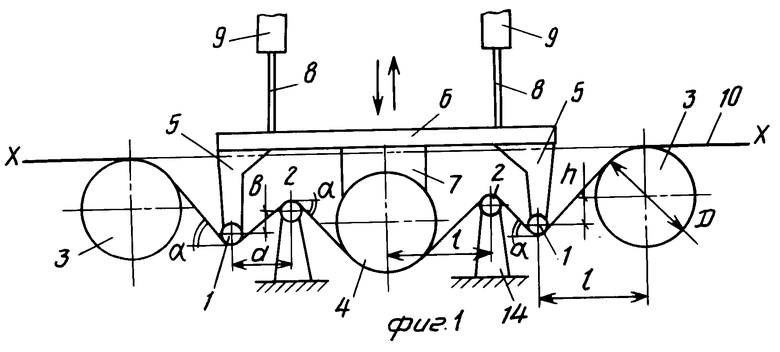
На фиг. 1 и 2 дано предлагаемое устройство.
Устройство содержит четыре соосные секции рабочих роликов диаметром d две крайних 1 и две средних 2, а также два крайних натяжных ролика 3 и один средний 4 диаметрами D>d. Крайние секции 1 через кронштейны 5 и платформу 6 жестко связаны с подушками 7, в которых размещены цапфы среднего натяжного ролика 4. Платформа 6 посредством штоков 8 гидроцилиндров 9 перемещается по вертикали вместе с секциями роликов 2 и роликом 4; при этом в крайнем верхнем положении всего узла ролик 4 располагается выше уровня хх движения полосы, что обеспечивает свободное (без изгиба) прохождение ее переднего конца перед началом работы устройства. Требуемая величина перемещения узла среднего натяжного ролика: H=2h+Smax+D-b. Величина d<<D и определяется минимальной толщиной S полосового металла и его σт из эмпирического соотношения: d= 2000S/σт (мм). Расстояние по горизонтали между осями рабочих роликов секции 1 и 2: а=(2,3.2,5)d, по вертикали b=(0,85.1,5)d. Оси роликов 1 установлены ниже осей роликов 3, а оси роликов 2 выше оси ролика 4 так, чтобы в крайнем нижнем положении ролика 4 углы α наклона ветвей изгибаемой полосы 10 были везде одинаковы, что достигается при следующих условиях:
h  l- R sin α
l- R sin α  tgα R cosα;
tgα R cosα;
α arcsin  +β; β arctg
+β; β arctg  где h и l расстояния между осями роликов 3(4) и 1 соответственно по вертикали и горизонтали; R=0,5D и r=0,5d.
где h и l расстояния между осями роликов 3(4) и 1 соответственно по вертикали и горизонтали; R=0,5D и r=0,5d.
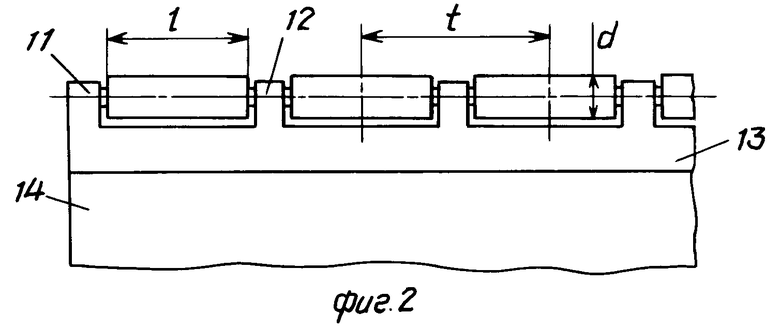
В этом случае угол охвата ϕ=2α рабочих роликов полосой 90.100о. Рабочие ролики с длиной бочки lб(1,6.1,8)d смонтированы на осях 11 между стойками 12 секций с шагом t=(1,25.1,50)l б, Основание 13 стоек крепится к кронштейну 14 (для роликов 1) или 5 (для роликов 2).
При подходе переднего конца полосы узел среднего натяжного ролика поднимается: полоса, поддерживаемая роликами 3 и опускающимися роликами рольганга (не показаны), заходит в стан, после чего узел ролика 4 опускается на требуемую величину и начинается правка металла, степень которой регулируется перемещением по вертикали роликов 1 и 4 в пределах величины b=(0,85.1,5)d.
Опытную проверку устройства производили на профилегибочном агрегате 0,5-2,5х300-1500 АО "ММК" для полос толщиной 0,8.2,5 мм и шириной 0,6.1,5 м из стали с
σв≅ 47 
Указанные параметры устройства и использование роликов с d=50 мм и D=300 мм из Ст. 9Х обеспечивали требуемую для профилирования плоскостность полос при величине их удлинения в пределах 0,7.1,5% и простоях агрегата, не превышающих 1,5% машинного времени. За счет улучшения геометрии заготовки часовая производительность агрегата возросла на 2.4%
При отсутствии шахматного (в проекции на горизонтальную плоскость) расположения рабочих роликов в секциях на полосе отмечены продольные царапины, совпадавшие с краями бочек роликов. Пропускание передних концов полос между роликами без поднятия платформы 6 (т.е. при их установке в рабочем положении, показанном на фиг. 1) увеличило простои агрегата до 7.12% с одновременным смятием переднего конца на длине 3-4 м.
П р и м е р 1. Устройство для непрерывной правки стальных полос (толщиной S= 0,8.2,5 мм) изгибом с растяжением выполнено согласно схемы на фиг. 1.
Параметры роликов: d=50 мм; D=300 мм, lб1,6 d=80 мм; t=1,25, lб= 100 мм, материал ст.9Х.
Величины а=2,3d=115 мм, b=0,85 d  43 мм, т.е.
43 мм, т.е.
d 43 мм,
43 мм,
β arctg  20,5°, α arcsin
20,5°, α arcsin  + β
+ β  45°
45°
При l=300 мм:
h  l-R sinα
l-R sinα  tgα R cosα ≈ 53 мм
tgα R cosα ≈ 53 мм
Величина перемещения узла среднего натяжного ролика:
H=2h+D+Smax-b=366 мм (Smax=2,5 мм). Угол охвата ϕ2 α90о.
П р и м е р 2. То же устройство, но lб1,8d=90 мм; t=1,5lб135 мм, а=2,5d= 125 мм; b=1,5d=75 мм; β31o; α51о; l=300 мм,h=92 мм, ϕ102о, Н=412 мм.
П р и м е р 3. То же устройство, но lб1,7 d= 85 мм; t=1,38l=117 мм, а= 2,4d=120 мм, b=1,18d=59 мм, β26о, α48о, l=300 мм, h=72 мм, ϕ96о, Н=388 мм.
Технико-экономическое преимущество предлагаемого устройства заключается в снижении затрат на профилирование не менее чем на 1,5%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ С РАСТЯЖЕНИЕМ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ | 1993 |
|
RU2036036C1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ДВИЖУЩЕЙСЯ ПОЛОСЫ | 2007 |
|
RU2354473C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСЫ | 1992 |
|
RU2015768C1 |
| УСТРОЙСТВО ДЛЯ СМОТКИ В РУЛОНЫ ПОЛОСОВОЙ СТАЛИ | 1994 |
|
RU2082518C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2188729C2 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
Сущность изобретения: устройство выполнено с рабочими роликами (Р) малого d и натяжными Р большого диаметров. Оно содержит три натяжных Р и четыре секции рабочих Р с длиной бочки l (1,6 1,8)d. Каждый рабочий Р установлен между двумя опорными стойками с величиной осевого шага t (1,25 1,50)l в шахматном порядке по отношению к рабочим Р смежной секции, а секции расположены попарно и симметрично относительно среднего натяжного Р, жестко связанного с двумя максимально удаленными от него секциями, установленного ниже их Р и выполнгенного с возможностью перемещения в вертикальной плоскости. Попарные Р каждой секции расположены друг относительно друга по вертикали на расстоянии (0,85 1,50)d и по горизонтали (2,3 2,5)d а крайние натяжные Р установлены выше крайних рабочих Р. Такая конструкция обеспечивает снижение затрат на профилирование полосы. 2 ил.
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ СТАЛЬНЫХ ПОЛОС ИЗГИБОМ С РАСТЯЖЕНИЕМ, содержащее установленные на основании два натяжных ролика большого диаметра и стойки, несущие два рабочих ролика малого диаметра, расположенных между натяжными роликами, отличающееся тем, что что оно снабжено платформой, смонтированной с возможностью регулировочного перемещения перпендикулярно оси подачи полосы, с одним дополнительным натяжным роликом большого диаметра и двумя дополнительными рабочими роликами малого диаметра, при этом дополнительный натяжной ролик размещен между основными рабочим и натяжным роликами и дополнительные рабочие ролики размещены между дополнительным и основным натяжными роликами, оси среднего натяжного ролика и опоры наиболее удаленных рабочих роликов жестко связаны с платформой, а каждый рабочий ролик выполнен в виде нескольких соосно расположенных в опорах секций, причем секции соседних рабочих роликов размещены в шахматном порядке, а параметры рабочих роликов выбраны из следующих соотношений: l (1,6.1,8) d, t (1,25.1,50) l, a (2,3.2,5) d, b (0,85.1,50) d, где l длина рабочего ролика, d - диаметр рабочего ролика, t осевой шаг рабочих роликов, a расстояние по горизонтали между осями рабочих роликов смежных секций, b расстояние по вертикали между осями рабочих роликов смежных секций.
| Заявка Японии N 6117575, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
