Изобретение относится к полупроводниковой технике и может быть использовано при алмазном и химико-механическом полировании полупроводниковых пластин на полировальниках из материалов с фильтрующими свойствами (бязь, лавсан и т.п.).
Известен полировальник, состоящий из доводочного диска с приводом вращения и закрепленного на его базовой поверхности полировального материала, в качестве которого используют замшу или поливел. На полировальник подают жидкий полирующий состав. В процессе полирования из-за действия центробежной силы происходит сбрасывание жидкой полирующей фракции, что значительно увеличивает расход полирующего состава. Кроме того, ворсовые полировальные материалы типа замши имеют клеевую основу и не обладают фильтрующими свойствами. При больших частотах вращения полировальника эффективность доставки полирующего состава в зону полирования снижается, а, следовательно, лимитируется производительность и качество обработки.
Известен полировальный инструмент, содержащий корпус с упругой прокладкой и алмазоносным слоем. Для повышения чистоты поверхности обрабатываемых деталей корпус выполнен из двух частей, между которыми расположены прокладки различной упругости.
Инструмент так же, как и известный полировальник, не обладает способностью накапливать в достаточном количестве абразивный состав, что приводит к необходимости дозировки состава в избыточном количестве.
Прототипом предлагаемого изобретения является полировальник, используемый при алмазном полировании. Полирующие составы в виде паст хорошо удерживаются на поверхности полировальника на протяжении всего процесса полирования. При использовании жидких полирующих составов вследствие центробежной силы происходит сбрасывание жидкой фракции с полировальника, что требует постоянной подачи избытка полирующего состава в зону обработки пластин. При этом расход полирующих составов не рационален, а непосредственно на требуемом участке полировальника количество полирующего состава недостаточно.
Целью изобретения является повышение эффективности процесса обработки за счет возможности регулирования дозировки жидкого полирующего состава.
Это достигается тем, что на полировальнике, состоящем из доводочного диска с приводом вращения и закрепленного на его базовой поверхности полировального материала с фильтрующими свойствами, на базовой поверхности доводочного диска выполнены радиальные пазы, в которых с внешней стороны доводочного диска установлены съемные планки, снабженные средством фиксации планки в пазу и средством для герметизации внешней части канала паза.
В процессе обработки полирующий состав, проходя через полировальник с фильтрующими свойствами, попадает в радиальные пазы, откуда под действием центробежных сил снова выталкивается на поверхность полировальника в местах установок планок. Размеры пазов могут изменяться посредством установки съемных планок разной длины, за счет этого можно регулировать подачу полирующего состава в требуемую зону полировальника, достигая ее оптимального значения в зависимости от необходимого режима полирования.
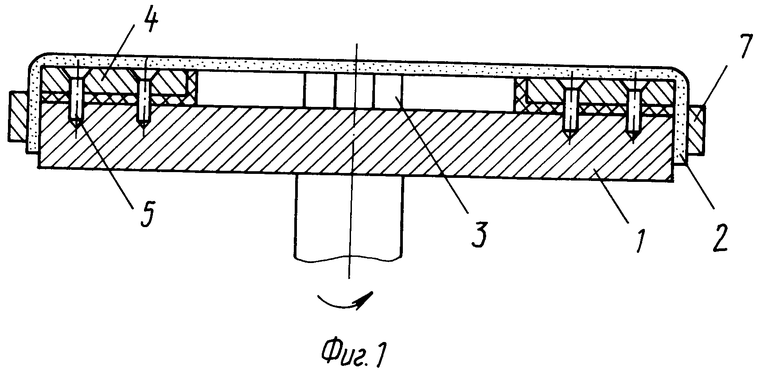
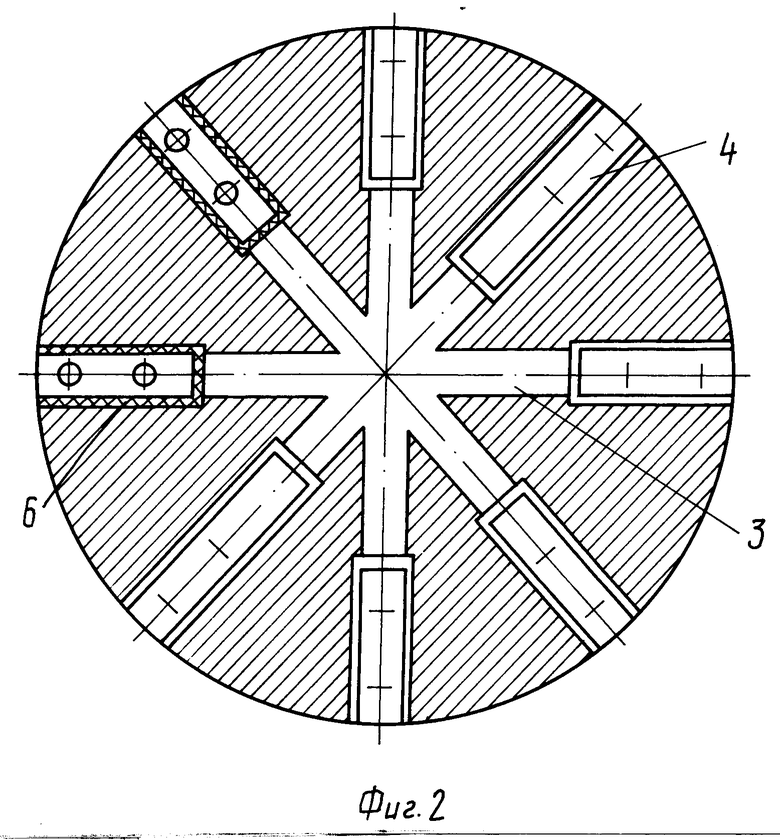
На фиг. 1 и 2 изображен предлагаемый полировальник.
Полировальник включает доводочный диск 1 с закрепленным на нем полировальным полотном 2. На базовой поверхности доводочного диска выполнены радиальные пазы 3, в которых с внешней стороны доводочного диска установлены съемные планки 4. Крепление планок на диске осуществляется винтами 5. Для обеспечения герметизации внешней части в канале пазов установлены резиновые прокладки 6. Полировальное полотно с натяжением закрепляют на доводочном диске с помощью обруча 7.
Особенностью конструкции полировальника является то, что съемные планки могут быть закреплены на различном расстоянии от его оси или иметь различную длину. Благодаря этому часть полирующего состава, проникая через фильтрующее полотно, перетекает по каналам и выдавливается на поверхность полировальника в необходимом месте.
Полировальник работает следующим образом.
Для полирования пластин арсенида индия используют доводочный диск 1 из нержавеющей стали диаметром 300 мм, оснащенный приводом вращения. На поверхности доводочного диска выполняют восемь радиальных пазов 3 шириной 5 мм и глубиной 5 мм. В пазах устанавливают планки 4: две из них длиной 80 мм, две 30 мм и четыре 55 мм. Планки совместно с резиновыми прокладками 6 закрепляют в пазах винтами 5. На поверхности диска закрепляют бязевый полировальник 2, фиксируя его обручем 7.
Пластины арсенида индия на оправке устанавливают на поверхности полировальника и нагружают грузами, создавая давление 40-60 кПа. В центр полировальника дозируют полирующий состав, содержащий индид калия, йод, этанол и воду. Полировальник приводят во вращение с частотой 50-70 об/мин.
После обработки поверхность пластин соответствует установленным требованиям. Экспериментально установлено, что за одно и то же время обработки пластин по сравнению с использованием полировальника согласно прототипу удается сократить на 20-25% расход полирующего состава, увеличить скорость съема на 8-10%
При необходимости по окончании процесса обработки планки 4 снимаются с полировальника и производится очистка радиальных пазов 3 от накопившегося шлама, остатков полирующего состава.
Технико-экономическая эффективность заявленного устройства по сравнению с прототипом заключается в том, что сокращается расход полирующего состава и повышается производительность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИНИШНОГО ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН InAs | 2014 |
|
RU2582904C1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1991 |
|
SU1829770A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1991 |
|
RU2007784C1 |
| СПОСОБ ДОВОДКИ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ, ВЗАИМОДЕЙСТВУЮЩИХ С ВОДОЙ | 1990 |
|
SU1792555A3 |
| Способ изготовления изделий из оптического кварцевого стекла | 1990 |
|
SU1756296A1 |
| СПОСОБ ПОЛИРОВАНИЯ | 1988 |
|
RU1517244C |
| СПОСОБ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН АРСЕНИДА ГАЛЛИЯ | 1990 |
|
RU1715133C |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
| Устройство для полирования торцов оптических наконечников | 1988 |
|
SU1549731A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА | 1992 |
|
RU2022767C1 |
Использование: в области алмазного и химико-механического полирования полупроводниковых пластин. Сущность изобретения: в полировальнике, состоящем из доводочного диска с приводом вращения и закрепленного на его базовой поверхности полировального материала с фильтрующими свойствами, на базовой поверхности доводочного диска выполнены радиальные пазы, в которых с внешней стороны доводочного диска установлены съемные планки, снабженные средством фиксации планки в пазу и средством для герметизации внешней части канала паза. 2 ил.
ПОЛИРОВАЛЬНИК, выполненный в виде диска с приводом вращения и закрепленного на его базовой поверхности полировального материала с фильтрующими свойствами, отличающийся тем, что, с целью повышения эффективности процесса обработки путем обеспечения возможности регулирования дозировки жидкого полирующего состава, на базовой поверхности диска выполнены радиальные пазы, равномерно расположенные в окружном направлении, а полировальник снабжен установленными в указанных пазах съемными планками со средствами фиксации и герметизирующими боковыми прокладками.
| Бочкин О.И | |||
| и др | |||
| Механическая обработка полупроводниковых материалов | |||
| М.: Высшая школа, 1977., с.46-47. |
