Изобретение относится к алмазной обработке деталей и может быть использовано при доводке пластин из материалов, взаимодействующих с водой, например, из нитрида алюминия.
Известен способ доводки поверхности деталей с помощью алмазного микропорошка. Сущность доводки заключается в том, что детали обрабатывают водным полирующим составом на основе алмазного микропорошка при воздействии полировальника. Способ позволяет получать образцы с зеркальной поверхностью (присутствует алмазный фон), если материал образцов стоек к воздействию водной среды. При доводке же деталей из материалов, взаимодействующих с водой, не удается достичь высокого качества поверхности (поверхность матовая, алмазный фон отсутствует).
Прототипом способа является способ доводки деталей, включающий воздействие полировальника и полирующего состава в виде алмазной пасты и масла, нанесенных на поверхность полировальника. Механизм процесса доводки представляет собой исключительно механизм абразивного воздействия зерен алмаза. Поэтому при обработке пластин из материалов, взаимодействующих с водой, процесс крайне непроизводителен и сопряжен со значительным расходом алмазных порошков с органическими добавками.
Целью изобретения является повышение производительности доводки.
Это достигается тем, что в способе доводки деталей из материалов, взаимодействующих с водой, при котором на детали воздействуют полировальником и алмазным порошком с органическими добавками, перед упомянутым воздействием дополнительно осуществляют доводку поверхности полировальником и водным полирующим составом на основе алмазного порошка той же зернистости, при этом глубину удаляемого слоя материала при воздействии алмазного порошка с органическими добавками выбирают в пределах 0,5-3,0 мкм.
Доводка поверхности выполняется таким образом в два этапа, причем на заключительном втором этапе необходимо использовать алмазный микропорошок с равной или меньшей зернистостью по сравнению с микропорошком, применяемым на первом этапе. В случае, когда микропорошок имеет размер зерен больше чем на 1 этапе доводки, увеличивается глубина нарушенного слоя, что недопустимо по требованиям качества обработки.
Практически установлена оптимальная величина съема материала на IIэтапе доводки (0,5-3,0 мкм). При величине съема менее 0,5 мкм на деталях наблюдаются локальные участки матовой поверхности. При съеме более 3,0 мкм не установлено заметного улучшения качества поверхности, но возрастает вероятность дефектообразования и возрастает необоснованно трудоемкость процесса доводки.
П р и м е р 1. Проводят алмазную доводку пластин из нитрида алюминия, предварительно отшлифованных алмазным кругом с зернистостью АСМ 60/53 мкм. Для этого пластины наклеивают на планшайбу. Доводку выполняют в два этапа: первый - на станке СПШ-1, второй - на станке мод. В1МЗ.
На первом этапе для доводки используют полирующий состав, содержащий смесь из 600 мл глицерина и 100 мл смачивателя СВ-104"П" (водный раствор) и алмазного порошка АСМ 3/2 с концентрацией 5 г на один литр указанной смеси. В качестве инструмента-полировальника применяют медный диск диаметром 90 мл со спиральной канавкой на его рабочей поверхности.
На втором этапе для доводки используют алмазный микропорошок АСМ 3/2, который равномерно наносят и втирают в бязевый полировальник.
При доводке пластин на станке СПШ-1 (1 этап) в зону полирования дозируют каплями воду. Инструмент нагружают грузом, обеспечивая давления в 120-150 Н и приводят во вращение с частотой 1200-1600 об/мин. Планшайбу с пластинами закрепляют на столе станка, имеющем в процессе обработки частоту вращения 600-650 об/мин. Обработку ведут в течение 15 мин, при этом скорость съема, определяемая контрольными измерениями толщины пластин микронным индикатором, составляет 2,0-2,2 мкм/мин. После обработки на станке СПШ-1 пластины промывают проточной водой и сушат фильтровальной бумагой.
II этап доводки пластин AlN ведут на станке В1М3 при частоте вращения полировальника 20-60 об/мин и давлении на пластины 30-50 г/см2. Пластины обрабатывают в течение 1,5-2,0 мин. При этих условиях "сухой полировки" величина съема составляет ≈ 0,5-0,6 мкм (по оценкам взвешивания образцов до и после обработки).
Поверхность зеркальная, матовых участков от I этапа доводки не обнаружено. Грубые видимые риски, выколы и сколы отсутствуют. Наблюдается тонкий алмазный фон.
Качество поверхности пластин, отмытых в органических растворителях, удовлетворяет условиям напыления металлов при изготовлении держателей для кристаллов.
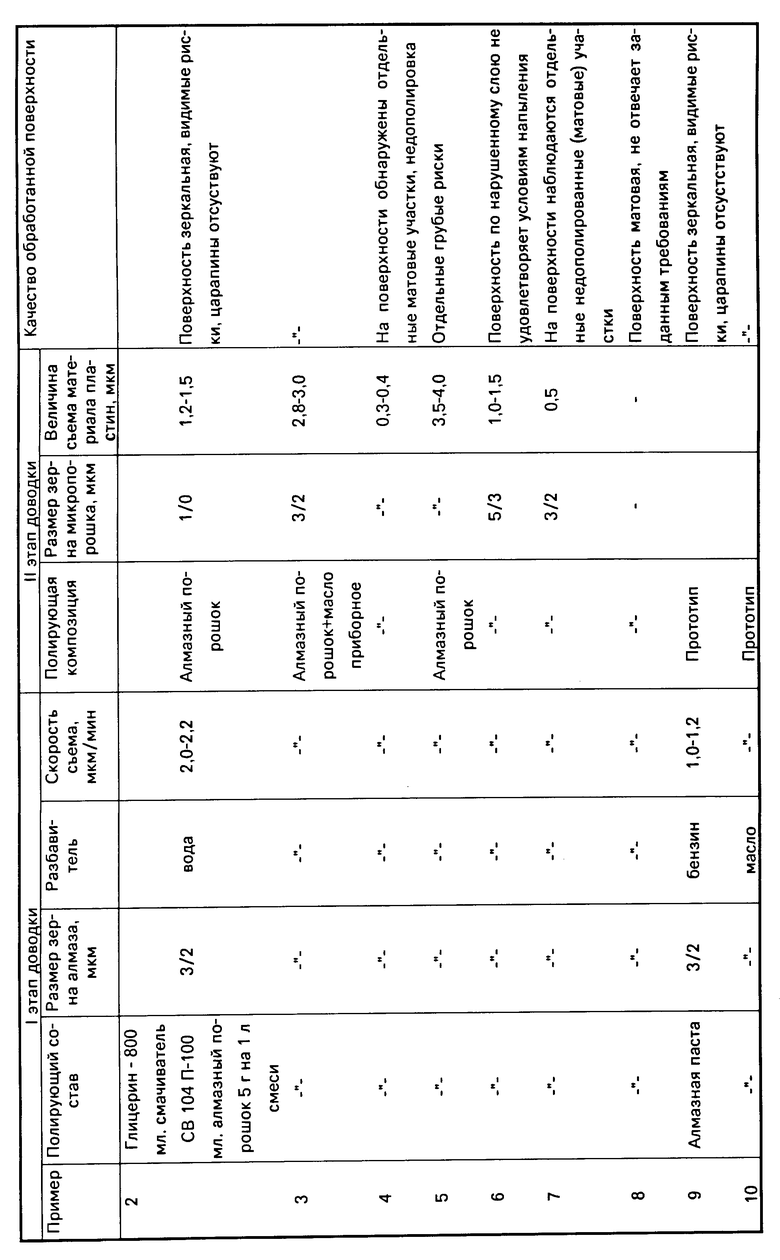
В таблице приведены примеры 2-10, поясняющие эффективность доводки пластин из нитрида алюминия.
Во всех примерах 2-9 обработку пластин проводили на станке СПШ-1 при тех же режимах, что и в примере 1. На втором этапе в примерах 3-4, а также в примере 10 на бязевый полировальник наносили алмазный порошок АСМ-3/2 с приборным маслом. При этом режимы обработки были следующими: частота вращения полировальника 20-50 об/мин, давление на пластины 30-50 г/см2. В примере 2 на II этапе доводки в качестве полировальника использован батист, в примере 7 - нетканый материал (искусственная замша).
Из приведенных данных примеры 1-3 отвечают заявленным признакам, изложенным в формуле изобретения. Примеры 2-7 показывают, что режимы доводки, выходящие за рамки заявленных диапазонов, не обеспечивают требуемого качества поверхности. Пример 8 характеризует способ-аналог, а примеры 9-10, малоэффективные с точки зрения производительности процесса, соответствуют прототипу.
Эффективность изобретения заключается в повышении производительности процесса доводки деталей из материалов, взаимодействующих с водой, в снижении норм расхода алмазных порошков при обработке деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1998 |
|
RU2166423C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1991 |
|
SU1829770A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ полирования деталей | 1986 |
|
SU1397251A1 |
| Масса для изготовления алмазного инструмента | 1980 |
|
SU931444A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН АРСЕНИДА ГАЛЛИЯ | 1990 |
|
RU1715133C |
| СПОСОБ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2003 |
|
RU2249881C1 |
Использование: при алмазной обработке деталей при доводке пластин из материалов, взаимодействующих с водой, например из нитрида алюминия. Сущность: способ доводки деталей из материалов, взаимодействующих с водой, заключается в воздействии на детали полировальником и алмазным порошком с органическими добавками. Перед упомянутым воздействием дополнительно осуществляют доводку поверхности полировальником и водным полирующим составом на основе алмазного порошка той же зернистости. Глубину удаляемого слоя материала при воздействии алмазного порошка с органическими добавками выбирают в пределах 0,5 - 3,0 мкм. 1 табл.
СПОСОБ ДОВОДКИ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ, ВЗАИМОДЕЙСТВУЮЩИХ С ВОДОЙ, при котором на детали воздействуют полировальником и алмазным порошком с органическими добавками, отличающийся тем, что, с целью повышения производительности доводки, перед упомянутым воздействием дополнительно осуществляют доводку поверхности полировальником и водным полирующим составом на основе алмазного порошка той же зернистости, при этом глубину удаляемого слоя материала при воздействии алмазного порошка с органическими добавками выбирают в пределах 0,5 - 3,0 мкм.
| Бочкин О.И | |||
| и др | |||
| Механическая обработка полупроводниковых пластин | |||
| М.: Высшая школа, 1983, с.46-48. |
