Изобретение относится к области обработки изделий и может быть использовано в технологии изготовления диэлектрических подложек в электронной технике, в частности из оптического кварцевого стекла и пьезокварца 2-среза
Известен способ обработки поверхностей изделий из стекла шлифовальной абразивной суспензией, непрерывно циркулирующей между обрабатываемым стеклом и шлифовальным инструментом, при котором обработку производят одной порцией абразивного материала
Указанный способ образует значительный дефектный слой глубиной более 20 мкм, что снижает механическую прочность изде- пий и служит одной из причин отказов изде- лий-злектронной техники в процессе эксплуатации
Для того, чтобы уменьшить глубину нарушенного слоя при обработке поверхностей, используют различные химические
реактивы в виде добавок в суспензию и стараются исключить абразивный компонент
Известен способ обработки стекла полированием, в котором вместо абразивного наполнителя используют полирит и в качестве химически активных добавок полиро вальнэя суспензия Содержит смесь полиэтиленгликолиевых эфироа высших жирных спиртов.
Известный способ обработки стекла эф фективен, но после обработки полиритом остается нарушенный дефектный слой, ко торый составляет 3-5 мкм, а миниатюрные изделия электронной техник(толщиной до 0,1 мм), практически не должны с одержать микродефектов
Целью изобретения является повышение механической прочности и обгч печение бездефектной поверхности обрабатываемых изделий.
Поставленная цель достигается тем, что обработку проводят посредством относиXJ
СЛ
и
О
тельного вращения притира и оправки с изделиями в присутствии водной полировальной суспензии на основе полирита или окиси железа и после основной обработки проводят дополнительную обработку изделий в объеме химически активных веществ, содержащем, мас.%;
Гидроокись калия15-30
Перекись водорода 15-30
Глицерин5-10
Деионизованная водаОстальное
в который через, 35-40 мин после начала обработки вводят аэросил в количестве 1- 3% от массы Активной суспензии.
При использовании предлагаемого способа обработки изделия дополнительно обрабатывают в объеме химически активных веществ с последующим введением аэросила в рабочий объем.
Нарушенный поверхностный слой после обработки полиритом разрыхляется при помощи химически активных веществ и стирается аэросилом, не вносящим новых де- ф,ектов на поверхность изделия. После основной механической обработки полиритом изделия помещают в объем химически активных веществ, содержащий перекись водорода, глицерин, воду, и обрабатывают в течение 35-40 мин.
Химический состав в предлагаемом способе существенно влияет на качество обработки. Активный компонент- вода образует гидролизованный поверхностный слой, менее прочный по сравнению с глубинным. Перекись водорода, гидроокись калия и глицерин в составе суспензии способствуют более эффективному разрыхлению нарушенного после основной обработки полиритом поверхностного слоя изделия, а также частично очищают поверхность изделия от органических и неорганических загрязнений. Оптимальное время ослабления на поверхности слоя определяли по быстроте стирания нарушенного слоя аэросилом.
Аэросил хорошо распределяется в водном щелочном растворе. После введения его в рабочую зону происходит стирание ослабленного поверхностного слоя. Концентрация аэросила в суспензии составляет 1-3% от массы активной суспензии, что обеспечивает необходимый съем поверхностного слоя (3-5 мкм). Повышенное содержание аэросила приводит к выпадению осадка, что отрицательно сказывается на качестве обработки.
Предлагаемый способ эффективен при введении аэросила в- рабочий объем через 35-40 мин после начала дополнительной обработки. При одновременном введении
аэросила в объем химически активных веществ нарушенный поверхностный слой не убирается.
Пример. Оправку с подложками устанавливают на полировальник, обтянутый замшей. Полировальная суспензия, %: пол- ирит 25, глицерин 0,5%; смесь полиэтилен- гликолиевых эфиров высших жирных спиртов 0,25; вода - остальное, подается в
0 центр поливальника из капельницы. Включают полировальный станок, подложки и притир приходят во взаимное вращение. В процессе обработки делают замеры толщины подложек. Когда съем толщины достиг5 нет 15-20 мкм и поверхность становится полированной без видимых дефектов, основную обработку прекращают и приступают к дополнительной обработке.
Оправки с подложками устанавливают в
0 резервуар на полировальник, обтянутый замшей, и заливают приготовленной суспензией состава; 75 мл 30%-ного раствора перекиси водорода, 75 мл глицерина, 775 мл деионизированной воды, 75 мл 30%-ного
5 раствора гидроокиси калия. Включают установку: подложки и притир приходят во взаимное вращение. Через 35-40 мин в рабочий объем добавляют 20 г аэросила. Кислотность суспензии измеряют при
0 помощи индикаторной бумаги, она должна быть 9-10.
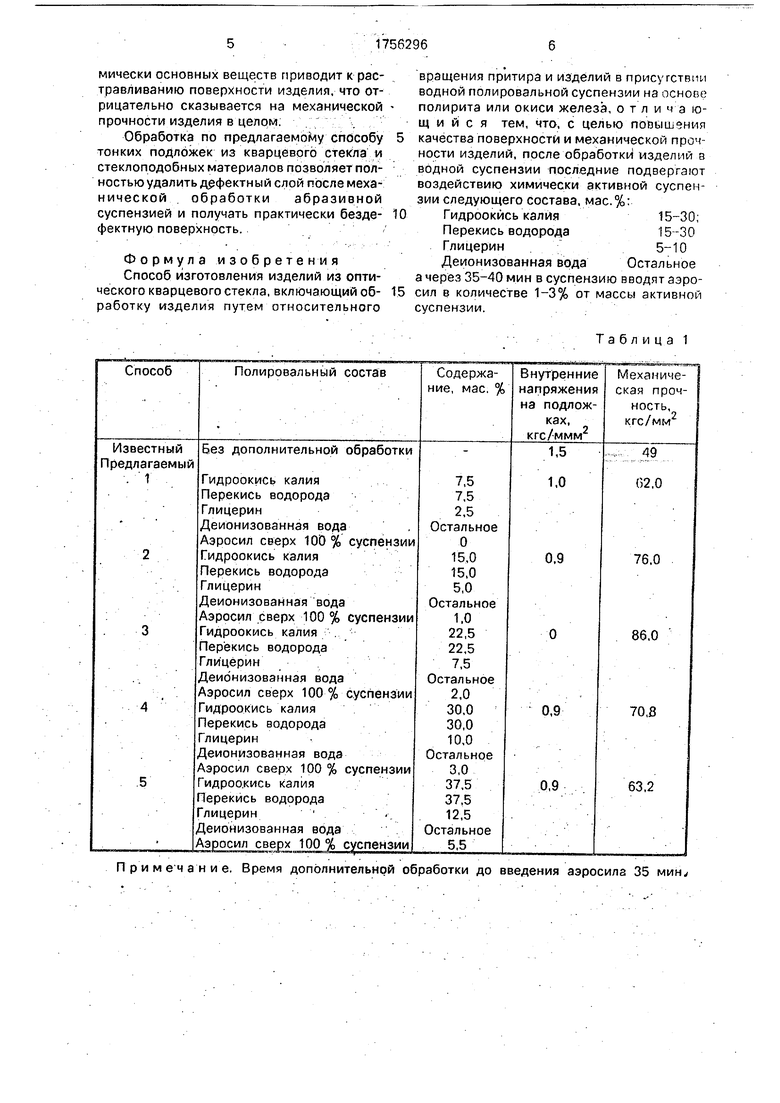
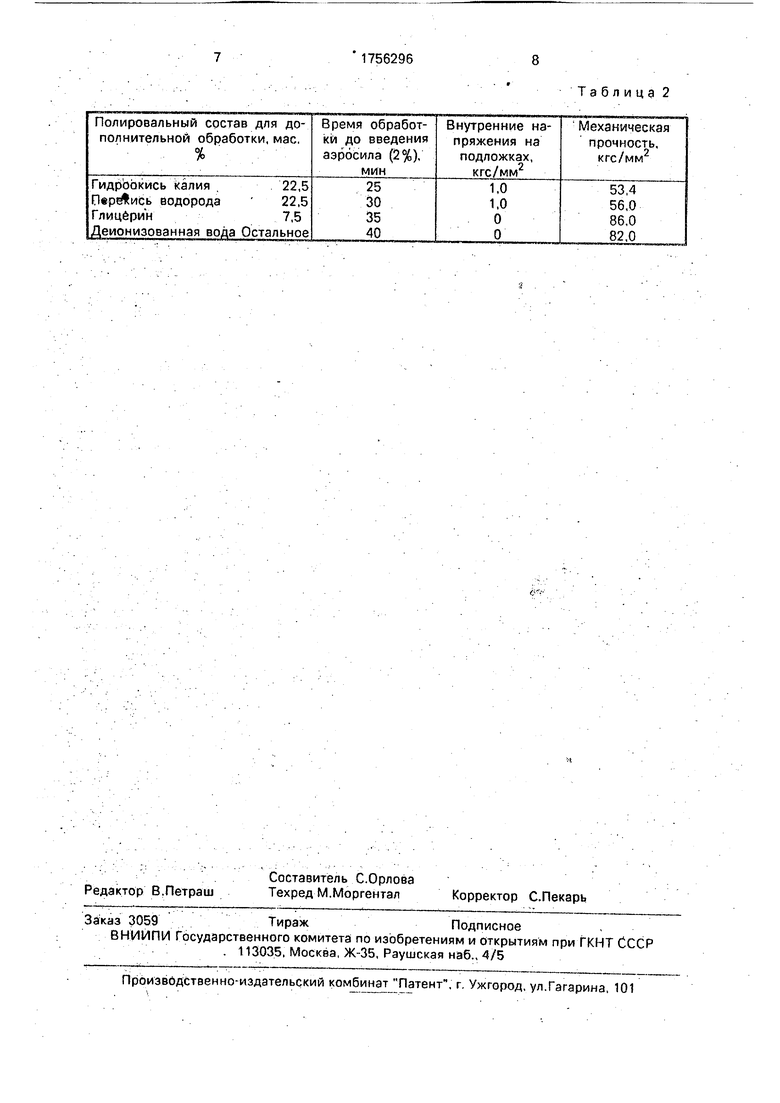
Примеры с различным процентным содержанием химически активных веществ и временем дополнительной обработки пред5 ставлены в табл. 1 и 2,
к Реализация способа проводилась в условиях, близких к производственным, при обработке подложек микросхем толщиной 0,15 мм из оптического кварцево0 го стекла марки KB размером 12x15x0,15 мм на доводочно-полировальном станке В1МЗЮ5-000. Испытания на механическую прочность проводились на микромашине М-44 (Амслер Швейца5 рия), Внутренние напряжения определяли поляризационно-оптическим методом на микроскопе УИМ-21 с применением специальной приставки.
Как видно из табл. 1 и 2 предлагаемый
0 способ обработки позволяет повысить более чем в 1,5 раза механическую прочность подложек, которые практически не содержат поверхностных дефектов и внутренних напряжений.
5 Дальнейшее расширение пределов процентного содержания компонентов и времени дополнительной обработки нецелесообразно ввиду того, что разбавленная суспензия характеризуется низкой полири- зующей способностью, а передозировка химически основных веществ приводит к растравливанию поверхности изделия, что отрицательно сказывается на механической прочности изделия в целом
Обработка по предлагаемому способу тонких подложек из кварцевого стекла и стеклоподобных материалов позволяет полностью удалить дефектный слой после механической обработки абразивной суспензией и получать практически бездефектную поверхность.
Формула изобретения Способ изготовления изделий из оптического кварцевого стекла, включающий обработку изделия путем относительного
0
вращения притира и изделий в npncv гствим водной полировальной суспензии на основе полирита или окиси железа, отличающийся тем, что, с целью повышения качества поверхности и механической проч ности изделий, после обработки изделий в водной суспензии последние подвергают воздействию химически активной суспензии следующего состава, мас.%Гидроокись калия15-30,
Перекись водорода15-30
Глицерин5-10
Деионизованная водаОстальное
а через 35-40 мин в суспензию вводят аэро- сил в количестве 1-3% от массы активной суспензии
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный состав | 1979 |
|
SU836066A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457574C1 |
| Композиция для химико-механического полирования поверхности полупроводниковых материалов | 2021 |
|
RU2782566C1 |
| Способ двустороннего полирования пластин | 1976 |
|
SU623725A1 |
| КОМПОЗИЦИЯ ДЛЯ СУПЕРФИНИШНОЙ ДОВОДКИ ПОВЕРХНОСТИ МАТЕРИАЛА | 1993 |
|
RU2034889C1 |
| КОМПОЗИЦИЯ ДЛЯ СВЯЗАННОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2013 |
|
RU2526982C1 |
| ПОЛИРОВАЛЬНЫЙ СОСТАВ ДЛЯ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ | 1993 |
|
RU2082738C1 |
| ПОЛИРОВАЛЬНАЯ СУСПЕНЗИЯ | 2017 |
|
RU2655902C1 |
| Алмазная абразивная суспензия | 1991 |
|
SU1781271A1 |
| ПОЛИРОВАЛЬНАЯ КОМПОЗИЦИЯ | 2013 |
|
RU2540302C2 |
Использование обработка поверхности изделий из оптического кварцевого стекла. Сущность способа, изделия обрабатывают при относительном бращении их и прмтирэ в водной полировальной суспензии на осно ве полирита или окиси железа, после чего изделия подвергают воздействию химиче ски активной суспензии состава, мае % гидроокись калия 15-30,перекись водорода 15-30, глицерин 5-10, вода деионмзованная остальное, а через 35-40 мин в суспензию вводят аэросил в количестве 1 -3 мае % от массы активной суспензии 2 габл
Примечание. Время дополнительной обработки до введения аэросила 35 мин
Таблица 2
| Ходаков Г С , Кудрявцева Н Л Физико- химические процессы полирования оптического стёкла, М , 1985, с 164 |
