Изобретение относится к машиностроению и может быть использовано в установках, автоматических линиях, требующих фиксированную остановку механизмов.
Известен привод исполнительного механизма, содержащий главный двигатель, связанный через редуктор с исполнительным механизмом, и микропривод, включающий электродвигатель.
Недостатком известного привода является его низкая надежность при использовании его в автоматической линии изготовления деталей металлической шахтной крепи.
Техническим результатом изобретения является повышение надежности при использовании в автоматической линии изготовления деталей металлической шахтной крепи.
Указанный технический результат достигается тем, что в приводе исполнительного механизма, содержащем главный двигатель, связанный через редуктор с исполнительным механизмом, и микропривод, включающий электродвигатель, микропривод снабжен планетарным редуктором с электромагнитным тормозом и соединен с валом редуктора посредством муфты, а главный двигатель соединен с валом редуктора через электромагнитную муфту скольжения. Муфта, соединяющая микропривод с валом редуктора, выполнена обгонной.
На фиг. 1 изображена автоматическая линия для изготовления деталей металлической шахтной крепи; на фиг. 2 структурная схема привода линии.
Привод используется на автоматической линии, содержащей стеллаж 1 с поштучной выдачей балок специального профиля, рольганг 2, машину 3 контактной стыковой сварки, бесконтактный датчик (пилот) 4 и путевой датчик 5. На рамке роликовой гибочной машины 6 установлены механизм отрезки 7 и устройство 8 для приемки и складирования отрезанных изделий. Привод роликовой гибочной машины 6 содержит главный двигатель 9, кинематически связанный через электромагнитную муфту скольжения 10 с основным редуктором 11, который через распределительный редуктор 12 связан с ведущими роликами 13 гибочной машины 6. Микропривод 14 включает электродвигатель 15, планетарный редуктор 16 с регулируемым электромагнитным тормозом 17. Микропривод 14 кинематически связан с основным редуктором 11 посредством обгонной муфты 18. Машина 3 контактной стыковой сварки снабжена гидрозажимами подвижной губки 19 и неподвижной губки 20, которые фиксируют концы балок 21. Вся линия управляется автоматически.
Средства управления, автоматики и контроля не изображены.
Привод автоматической линии для изготовления деталей металлической шахтной крепи работает следующим образом.
При включении автоматической линии со стеллажа 1 длинномерные балки 21 поштучно попадают на рольганг 2 и далее через машину 3 контактной стыковой сварки в роликовую гибочную машину 6, которая изгибает методом прокатки балку по заданному радиусу. Длина изделия определяется путевым датчиком 5, который выдает соответствующую команду на остановку гибочной машины 6. После полной остановки последовательно в работу вступают механизм отрезки 7 и устройство 8 для приемки и складирования готовых изделий. По окончании этих операций цикл повторяется до тех пор, пока конец балки не пройдет отметку, контролируемую бесконтактным датчиком 4. По команде датчика 4 средства автоматики и управления отключат при помощи электромагнитной муфты 10 главный двигатель 9 от основного редуктора 11 и подключат к нему через обгонную муфту микропривод 14. На пониженной, т.е. ползучей скорости в 20-25 раз меньше номинальной, микропривод 14 дотягивает балку до контрольной отметки, расположенной между подвижной губкой 19 и неподвижной губкой 20, и отключается от основного редуктора 11 при помощи регулируемого электромагнитного тормоза 17 и планетарного редуктора 16. Регулировку скорости микропривода 14 производят при помощи регулируемого электромагнитного тормоза 17 путем изменения его возбуждения, при этом тормозной момент и скорость находятся в прямой зависимости, т. е. чем больше тормозной момент, тем выше скорость, и наоборот, чем меньше тормозной момент, тем ниже скорость.
Одновременно средства автоматики и управления подают команду на фиксацию балки 21 гидрозажимом неподвижной губки 20 и на подачу со стеллажа 1 очередной балки 21 в машину 3 контактной стыковой сварки. При поступлении конца очередной балки 21 в гидрозажим подвижной губки 19, последний фиксирует балку, а машина 3 сваривает концы двух балок, и процесс изготовления деталей металлической шахтной крепи продолжается в указанном выше порядке.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ШАХТНОЙ КРЕПИ | 1990 |
|
RU2009824C1 |
| Автоматическая линия для изготовления деталей металлической шахтной крепи | 1988 |
|
SU1593732A1 |
| Автоматическая линия для изготовления профильных штанг металлической шахтной крепи | 1989 |
|
SU1699683A1 |
| СПОСОБ ВЫЕМКИ ПОЛЕЗНОГО ИСКОПАЕМОГО И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033522C1 |
| МЕХАНИЗИРОВАННЫЙ УЗЕЛ СОПРЯЖЕНИЯ ЛАВЫ СО ШТРЕКОМ | 1992 |
|
RU2024760C1 |
| ПЛАТФОРМА ДЛЯ СБОРКИ И ЗАКРЕПЛЕНИЯ УЗЛОВ УГОЛЬНОГО КОМБАЙНА | 1990 |
|
RU2012798C1 |
| ШТРЕКОВЫЙ ПЕРЕГРУЗОЧНЫЙ ПУНКТ | 1992 |
|
RU2044890C1 |
| Механизм подачи горной машины | 1990 |
|
SU1789018A3 |
| СПОСОБ ПОДДЕРЖАНИЯ СОПРЯЖЕНИЯ ЛАВЫ СО ШТРЕКОМ | 1992 |
|
RU2067176C1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ЦЕПИ СКРЕБКОВОГО КОНВЕЙЕРА | 1992 |
|
RU2053179C1 |
Использование: в установках, автоматических линиях, требующих плавную и фиксируемую остановку механизмов. Сущность изобретения: привод содержит главный двигатель 9, кинематически связанный через электромагнитную муфту скольжения 10 с основным редуктором 11 и микроприводом 14, содержащим планетарный редуктор 16 с регулируемым электромагнитным тормозом 17. Микропривод 14 соединен с основным редуктором через обгонную муфту 18, которая при отключении главного двигателя 9 подключен к основному редуктору микропривод 14. 1 з.п. ф-лы, 2 ил.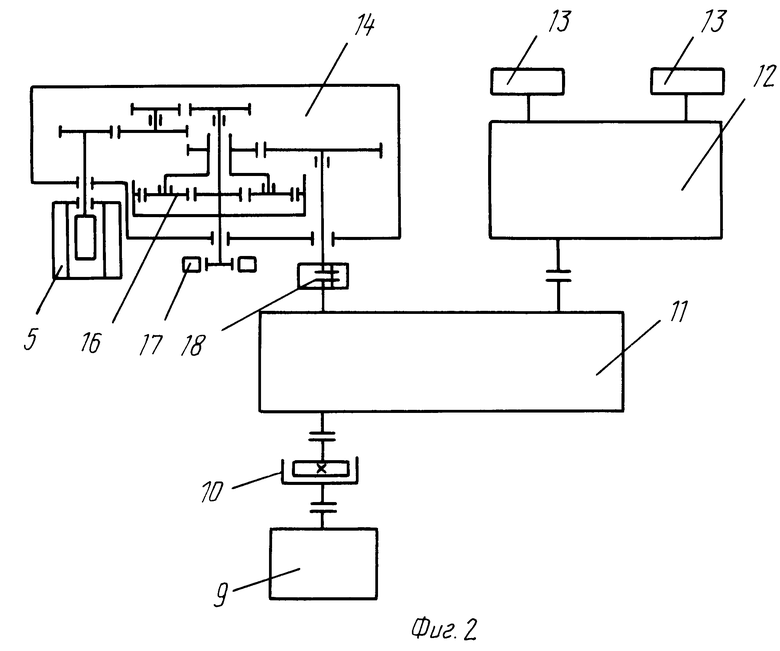
| ПРИВОД ШАХТНЫХ ПОДЪЕМНЫХ МАШИН И ЛЕБЕДОК | 0 |
|
SU313766A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
