Изобретение относится к обработке металлов давлением, сварке и резке и может быть использовано в горной промышленности при изготовлении деталей металлической шахтной крепи.
Известны механические ножницы поперечной резки, применяемые в прокатных станах [1] . Они, как правило, установлены стационарно и не могут менять свои координаты резки заготовок в зависимости от их профиля или конфигурации.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является автоматическая линия для изготовления профиля шахтной крепи [2] , содержащая расположенные в технологической последовательности и связанные между собой транспортными средствами стеллаж для поштучной выдачи заготовок, машину стыковой сварки, смонтированные в корпусе гибочные ролики, устройство плазменной резки для разрезки сваренной заготовки на мерные длины и накопитель.
К недостаткам этой линии относится то, что оборудование для плазменной резки значительно сложнее, чем механические ножницы, а скорость резки не соответствует данному технологическому процессу, где длительность операции определяется в секундах. Кроме того оборудование плазменной резки не обеспечивает качественного среза, т. к. оно не учитывает радиус гиба изделия.
Цель изобретения - повышение производительности линии и обеспечение получения качественного среза при использовании механических ножниц для разрезки заготовки на мерные длины.
Поставленная цель достигается тем, что устройство для разрезки снабжено копирным роликом, жестко закрепленным на его корпусе в плоскости гибочных роликов, а корпус этого устройства, в свою очередь, шарнирно установлен на корпусе гибочных роликов.
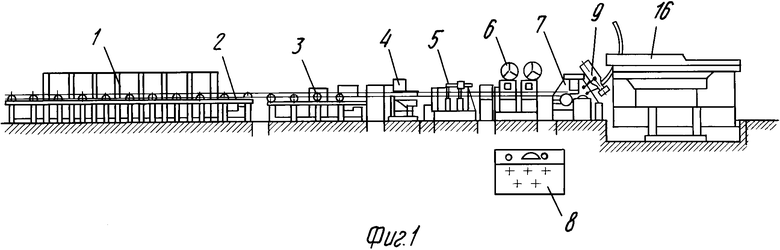
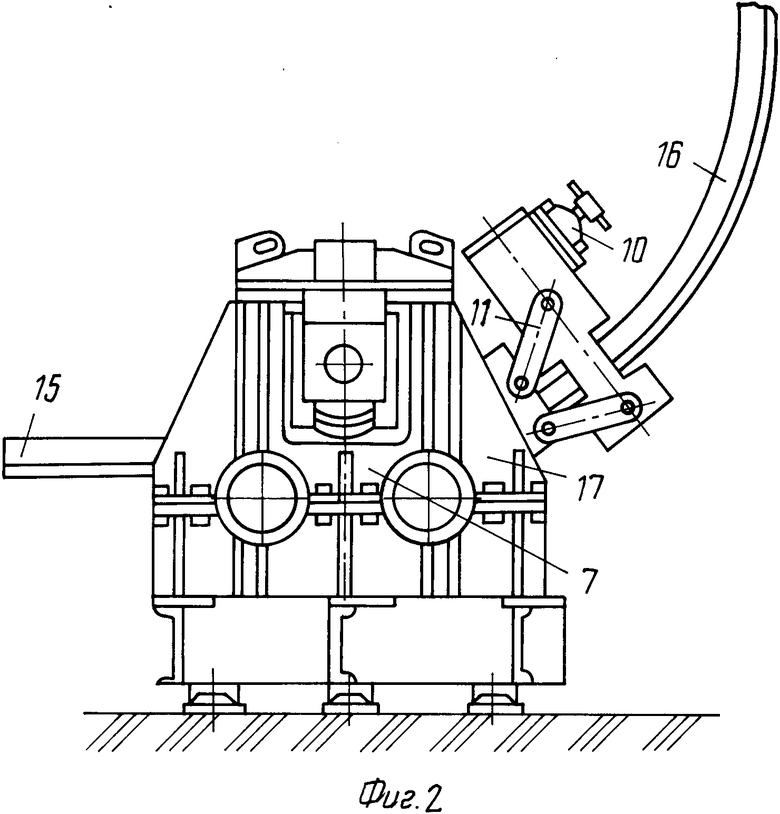
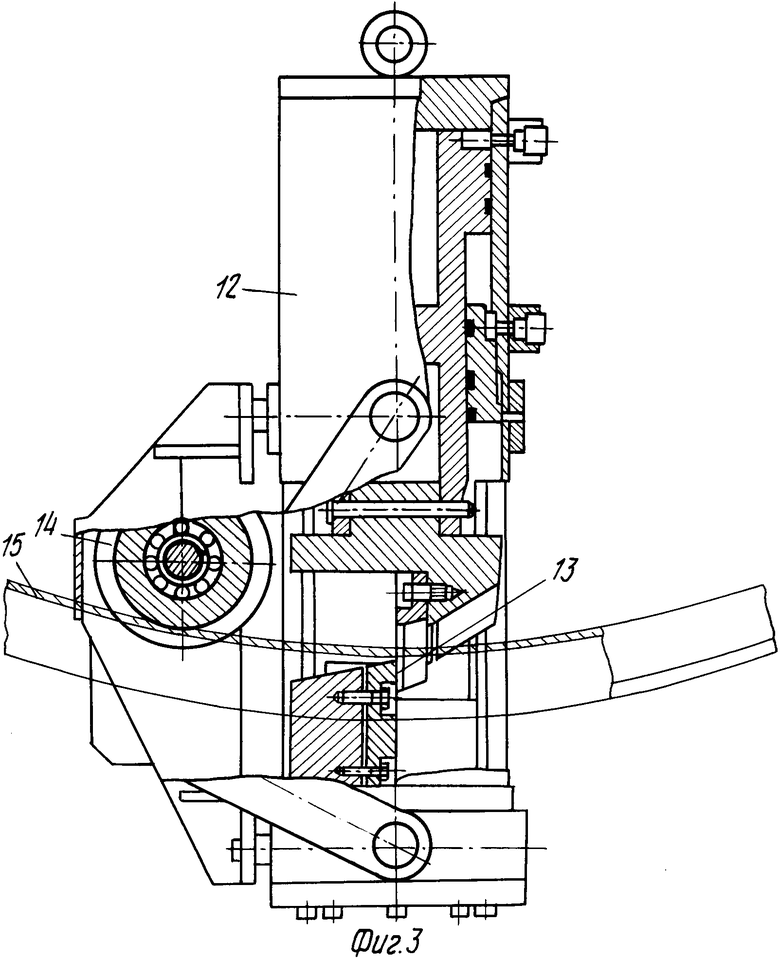
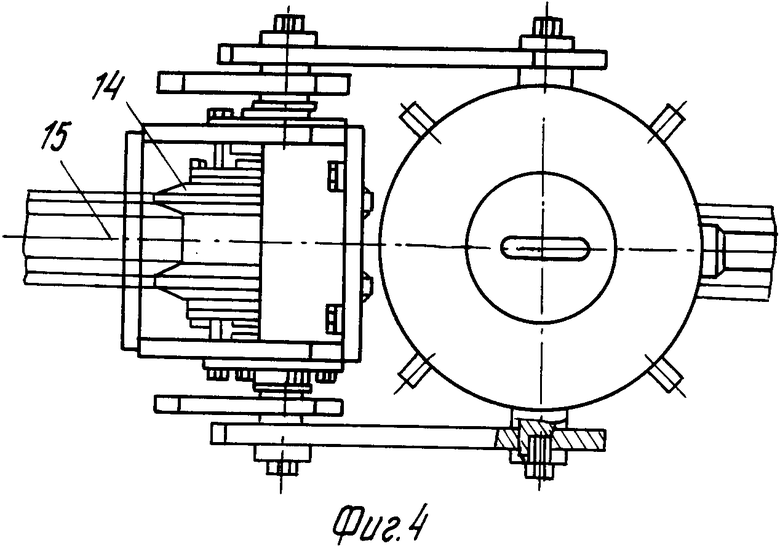
На фиг. 1 изображена автоматическая линия, общий вид; на фиг. 2 - роликовая гибочная машина, вид сбоку; на фиг. 3 - механизм рубки, вид сбоку; на фиг. 4 - механизм рубки, вид сверху.
Автоматическая линия для изготовления профилей шахтной крепи содержит стеллаж 1 для поштучной выдачи заготовок, приводной рольганг 2, профилеправильную машину 3, машину 4 для зачистки концов штанг перед машиной 5 стыковой сварки. За ней расположена машина 6 для удаления грата и гибочная машина 7. С пульта 8 осуществляется управление всем энергосиловым оборудованием 9. Устройство для резки 10 установлено на гибочной машине шарнирно при помощи рычажного механизма 11 и выполнено в виде механических ножниц 12 с ножами 13. На корпусе установлен копирный ролик 14, который при работе линии взаимодействует с поверхностью штанги 15. Готовые детали 16 складируют в накопителе. Механические ножницы 12 установлены в плоскости гиба на корпусе 18 гибочных роликов.
Линия работает следующим образом.
Со стеллажа 1 поштучно в ориентированном виде заготовки по приводному рольгангу 2 поступают в профилеправильную машину 3 и машину 4 для зачистки концов. Заготовка с зачищенным концом поступает в машину 5 стыковой сварки, где она сваривается с концом предыдущей штанги 15, причем на время сварки концов все технологическое оборудование отключается. После сварки штанга 15 проходит через машину 6 для удаления грата и подвергается гибке по заданному радиусу в гибочной машине 7. После изгиба штанги на заданную длину изделия гибочная машина 7 останавливается и вступает в работу устройство для резки 10. Механические ножницы 12 за счет копирного ролика 14 всегда находятся в исходном положении, при котором ножи 13 во время работы гибочной машины не соприкасаются с поверхностью штанг 15. При помощи шарнирно-рычажного механизма 11 механические ножницы 12 сами, в зависимости радиуса гиба штанги, устанавливаются для резки спецпрофиля по линии наименьшего сопротивления без его деформации. (56) Целиков А. И. и др. Прокатные станы. М. : Металлургиздат, 1958, с. 266-267.
Авторское свидетельство СССР N 1699683, кл. B 23 K 37/04, 1990.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ИСПОЛНИТЕЛЬНОГО МЕХАНИЗМА | 1990 |
|
RU2036750C1 |
| Автоматическая линия для изготовления профильных штанг металлической шахтной крепи | 1989 |
|
SU1699683A1 |
| Автоматическая линия для изготовления деталей металлической шахтной крепи | 1988 |
|
SU1593732A1 |
| Устройство для накопления и поштучной выдачи длинномерных профильных заготовок | 1989 |
|
SU1669621A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Способ изготовления деталей | 1980 |
|
SU994083A1 |
| МЕХАНИЗИРОВАННЫЙ УЗЕЛ СОПРЯЖЕНИЯ ЛАВЫ СО ШТРЕКОМ | 1992 |
|
RU2024760C1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
Использование: для изготовления профилей типа шахтная крепь для горнодобывающей отрасли. Сущность изобретения: линия состоит из установленных в технической последовательности и соединенных транспортными средствами, стеллаж заготовок с поштучной выдачей, машину стыковой сварки, гибочные ролики, установленные в общем корпусе, механические ножницы поперечной резки для разделения спрофилированной гибочными роликами штанги на мерные длины. Ножи ножниц расположены в корпусе, который шарнирно закреплен на корпусе гибочных роликов, а ножницы снабжены копирным роликом, жестко связанным с их корпусом. 4 ил.
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ШАХТНОЙ КРЕПИ , содеpжащая pасположенные в технологической последовательности и связанные между собой тpанспоpтными сpедствами стеллажи для поштучной выдачи заготовок, машину стыковой сваpки, смонтиpованные в коpпусе гибочные pолики, устpойство для pазpезки сваpенной заготовки на меpные длины, коpпус котоpого установлен на коpпусе гибочных pоликов, и накопитель, отличающаяся тем, что, с целью повышения пpоизводительности линии и обеспечения получения качественного pеза пpи использовании механических ножниц для pазpезки заготовки на меpные длины, устpойство для pазpезки снабжено копиpным pоликом, жестко закpепленным на его коpпусе в плоскости гибочных pоликов, а коpпус этого устpойства, в свою очеpедь, шаpниpно установлен на коpпусе гибочных pоликов.
