Изобретение относится к контактной сварке, в частности к способу контактной точечной сварки элемента конструкции из свинца с элементом конструкции из стали.
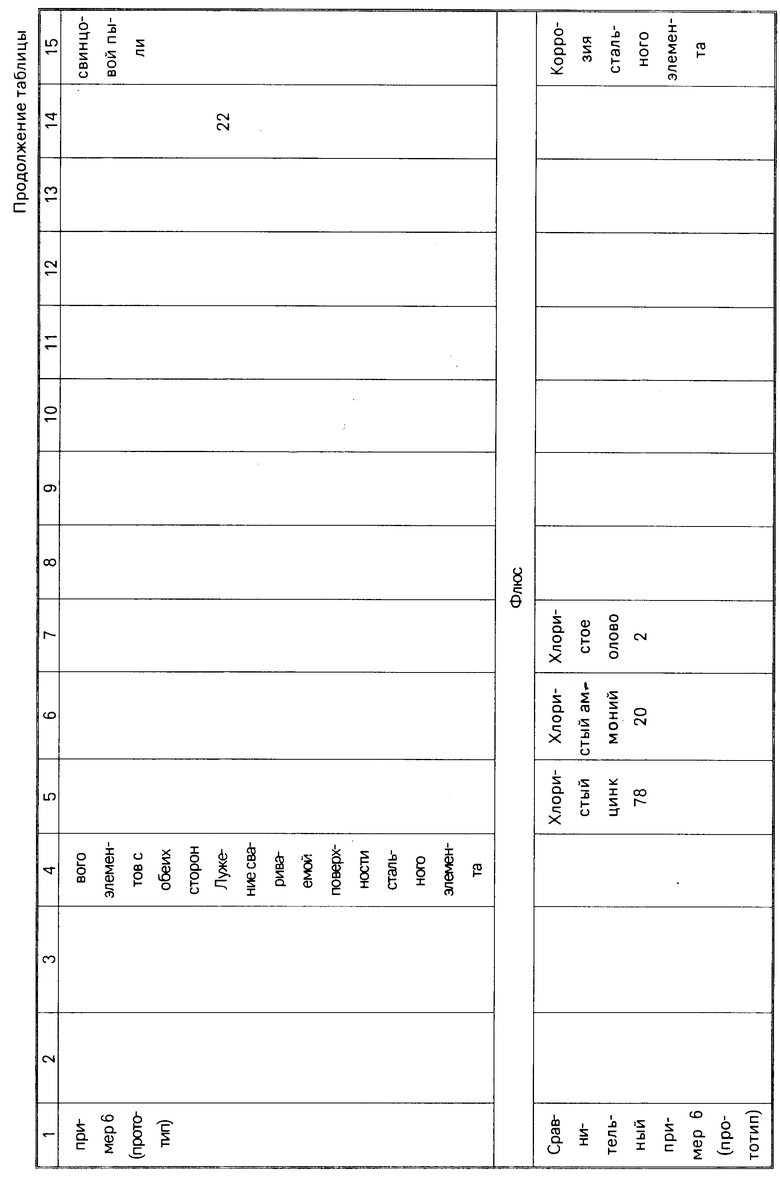
Известен способ автоматической сварки свинца со сталью [1] при котором стальную поверхность очищают от окислов и загрязнений дробеструйной обработкой. Затем поверхность травят 20-ным раствором соляной кислоты и промывают водой. Взамен лужения сталь обрабатывается порошкообразным флюсом, состоящим из хлористого цинка 78% хлористого олова 2% и 20% хлористого аммония. Флюсом посыпают стальную поверхность и тщательно его растирают для равномерного распределения. Наплавляют свинцовые полосы многосопловой ацетилено-кислородной горелкой. При остывании свинец, благодаря наличию флюса, прочно сцепляется со сталью. Но при точечной контактной сварке флюс такого состава вызывает коррозию стали, и конструкция выходит из строя. Кроме того, флюс не электропроводен.
Известен способ сварки давлением [2] при котором точечная сварка стальных панелей облегчается покрытием их электропроводным защитным составом, состоящим из металлических составляющих, например, цинка, как основы, который содержит полимер по крайней мере одного мономера, например, нитрил, стеарин или изобутилен. Однако, состав такого покрытия не пригоден для сварки свинца со сталью.
Известен способ дуговой сварки свинца с удалением окиси из зоны сварки, где удаление окиси свинца производят путем внесения смеси раствора уксусного аммония и 10-40% раствора уксусной кислоты, а сварку производят импульсной дугой на пониженной мощности сварочного импульса [3] Этот способ характеризуется длительностью взаимодействия флюса с окислами свинца.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ контактной точечной сварки [4] при котором поверхности свариваемых элементов конструкции из свинца с элементом конструкции из стали толщиной до 6 мм каждый, преимущественно химического аппарата, подготавливают. Свариваемые поверхности листа из свинца очищают сухой металлической щеткой, а свариваемого листа из стали очищают шлифовкой и покрывают слоем олова толщиной 0,01 мм горячим погружением. Очищенный лист из свинца и покрытый лист из стали размещают между электродами сварочной машины модели МТ-3201. Размещенные листы сваривают. Режимы сварки: давление сварки выбирают в пределах 0,15-0,20 МПа; после подачи импульса тока сварки снижают давление сварки до давления выдержки, равного 0,05-0,10 МПа, и выдерживают в течение 0,24-0,80 с.
Однако, лужение трудоемкий процесс, а олово является дорогим и дефицитным металлом. При контактной точечной сварке через флюс, указанный в прототипе, содержащий хлористые соединения, поверхность стали быстро корродирует, и конструкция полностью выходит из строя. Перед сваркой, согласно прототипу, свинцовую пластину необходимо тщательно зачистить металлической щеткой, а свинцовая пыль очень вредна для здоровья.
Цель изобретения уменьшение стоимости сварного соединения, повышение производительности сварки, улучшение санитарно-гигиенических условий труда.
Поставленная цель достигается тем, что свариваемую поверхность элемента из стали покрывают флюсом, состоящим из уксуснокислого натрия, 10-30%-ного раствора уксусной кислоты и порошка припоя ПОС-30 или порошка никеля, или порошка меди, или порошка алюминия, или порошка цинка при следующем соотношении компонентов, мас. Уксуснокислый натрий 40-60 10-30%-ный раствор уксусной кислоты 30-40
Металлический порошок,
выбранный из группы:
припой ПОС-30,
никель, медь, алю- миний, цинк 10-20
Смесь можно наносить как перед сваркой, так и в процессе сварки любым из известных способов. Указанная смесь не токсична и может быть приготовлена в условиях ремонтных мастерских.
При взаимодействии уксусной кислоты с окислами свинца образуется уксуснокислая соль свинца, имеющая температуру плавления 280оС.
Превращение окиси свинца РbO в уксуснокислую соль происходит по следующей реакции:
PbO+2CH3COOH=Pb(CH3COO)2+H2O
Интенсивность реакции увеличивается с повышением температуры, поэтому вновь образующиеся на поверхности окислы свинца дополнительно связываются в инертную соль Pb(CH3COO)2.
Раствор уксуснокислого натрия вводится с целью преобразования других солей свинца, например сернокислых
PbSO4+2CH3COONa=Pb(CH3COO)2+ Na2SO4
Данная реакция приводит к образованию солей уксуснокислого свинца.
Таким образом, при нанесении раствора 10-30%-ной уксусной кислоты и уксуснокислого натрия нейтрализуется окисная пленка свинца, отпадает необходимость в тщательной зачистке свинцового элемента перед сваркой и расплавлении окисной пленки свинца в процессе сварки, повышается производительность труда, улучшаются санитарно-гигиенические условия труда, так как не образуется опасная для здоровья свинцовая пыль.
П р и м е р 1. Контактную точечную сварку листов из свинца марки С1 (ГОСТ 3778-77Е) и стали марки Ст.3 (ГОСТ 380-71) толщиной 3 мм выполняют следующим образом.
Свариваемую поверхность листа из свинца очищают от окисной пленки реактивом, состоящим из уксуснокислого натрия и 10-30%-ного раствора уксусной кислоты.
Поверхность стального элемента с обеих сторон зачищают шлифовкой. Свариваемую поверхность стального элемента покрывают флюсом.
Флюс изготавливают следующим образом:
смешивают порошки припоя ПОС-30 и уксуснокислого натрия в соотношении 1: 5, непосредственно перед сваркой смесь разбавляют 10-30%-ным раствором уксусной кислоты в соотношении 1:3. Флюс наносят кистью на свариваемую поверхность стального элемента.
Очищенный лист из свинца и покрытый лист из стали размещают между электродами сварочной машины модели МТ-3201. Размещенные листы сваривают.
Режим контактной точечной сварки: давление сварки 0,17 МПа, давление выдержки 0,05 МПа, сварочный ток 29 кА, длительность импульса тока 0,28 с, длительность выдержки соединения под давлением 0,28 с, диаметр электрода 16 мм.
Сварные соединения испытывают на отрыв. Испытания проводят на разрывной машине Р10. Результаты испытания положительны.
П р и м е р ы 1а-5г. Контактную точечную сварку свинца и стали проводят в условиях примера 1 при тех же режимах сварки.
В примерах варьируется соотношение компонентов флюса, изготовленного с порошком: Примеры 1а-1э припой ПОС-30
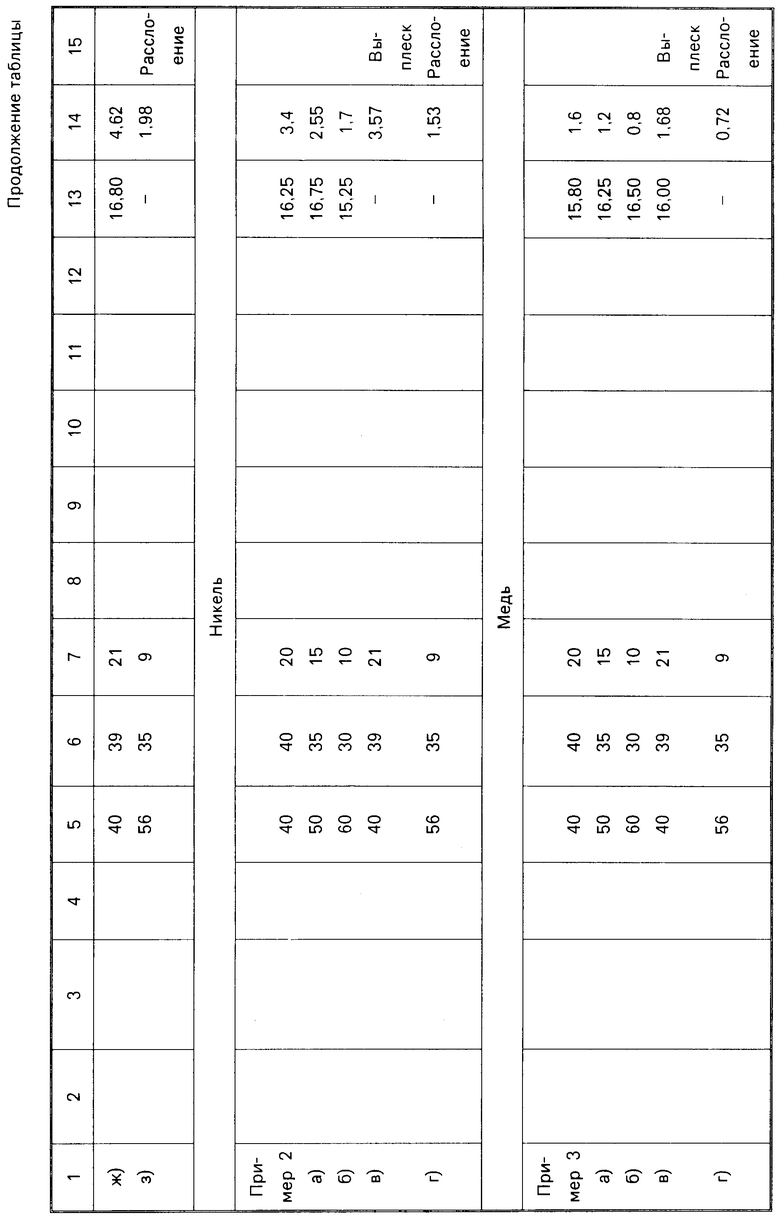
2-2г никель
2-3г медь
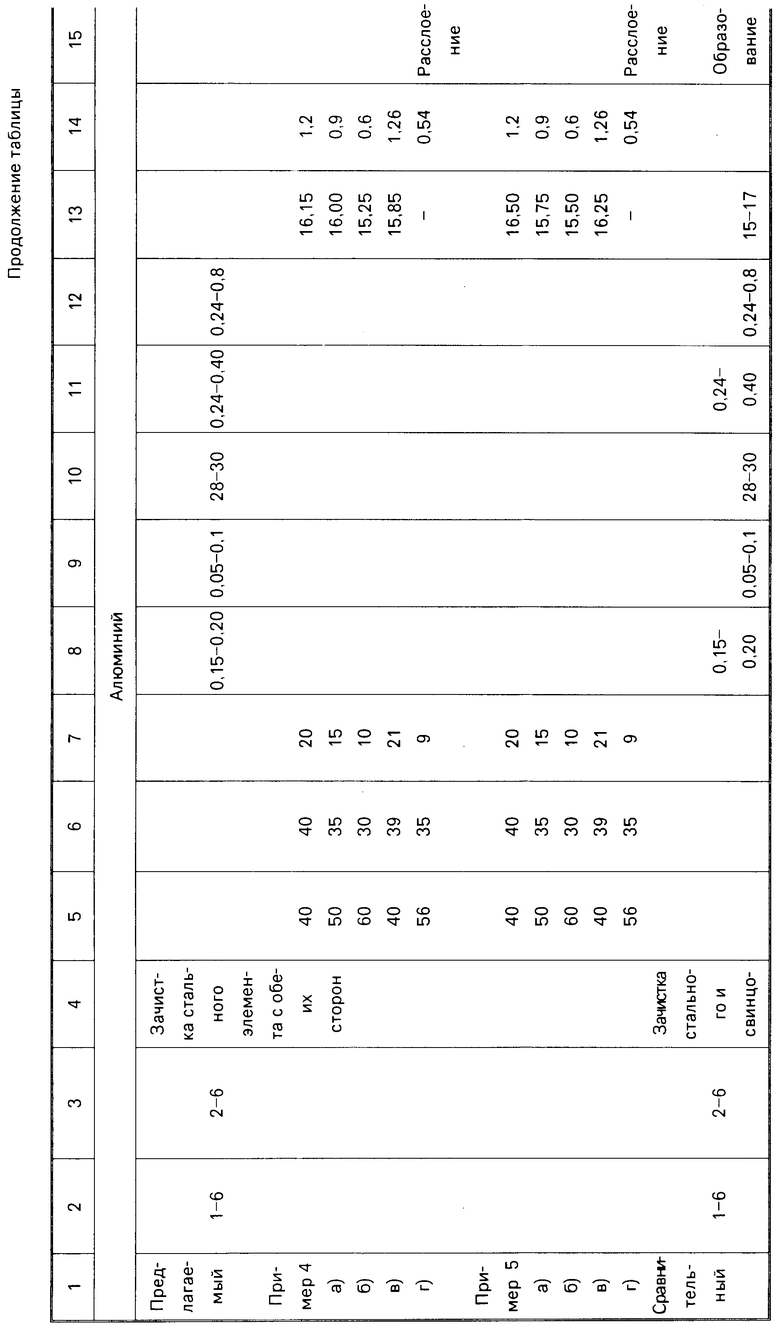
4-4г алюминий
5-5г цинк
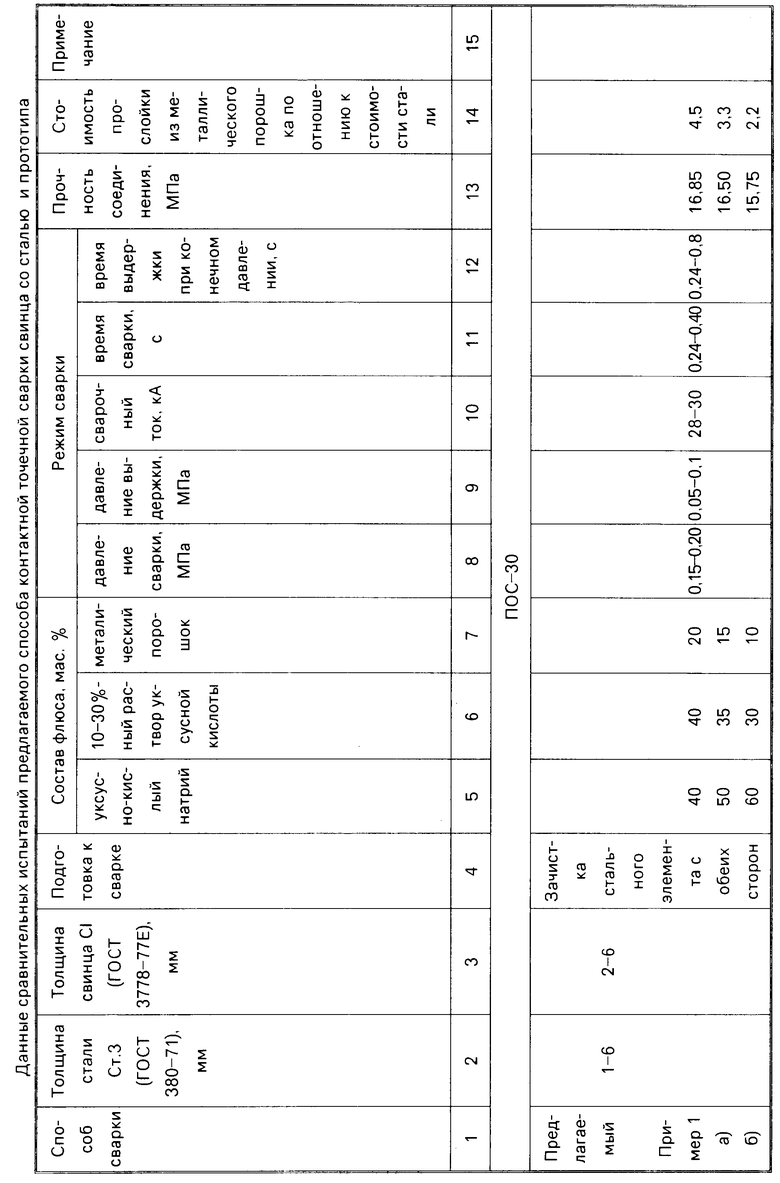
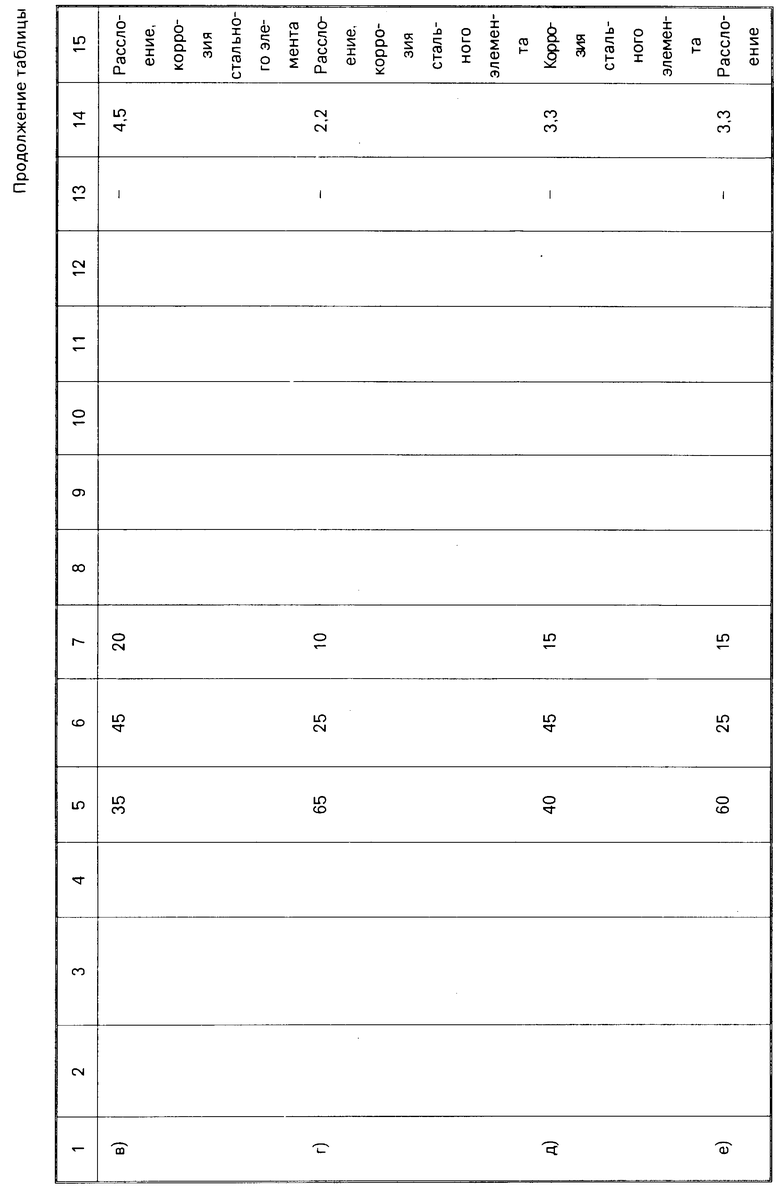
Результаты отражены в таблице.
П р и м е р 6 (сравнительный). Для сравнения приводим данные по контактной точечной сварке свинца и стали по способу, отраженному в прототипе.
Поверхность свинца очищают сухими металлическими щетками. Поверхность стали очищают шлифовкой. Внутреннюю поверхность стали покрывают оловом горячим погружением. При этом толщина слоя олова не превышает 0,01 мм. Или на внутреннюю поверхность стали наносят слой флюса марки ХН-1С. Свинец марки С1 по ГОСТ 3778-77, сталь марки Ст3 по ГОСТ 380-71. Сварку проводят на машине МТ-3201.
Режим контактной сварки: начальное давление 0,18 МПа; конечное давление 0,08 МПа; плотность тока 1360 А/мм2; длительность импульса тока 0,20 с; длительность выдержки соединения под давлением 0,58 с. Толщина стали 4 мм, толщина свинца 4 мм.
Режимы сварки и результаты сравнительных испытаний известного способа приведены в таблице.
Из таблицы следует, что при содержании во флюсе 10-30%-ного раствора уксусной кислоты менее 30% окисная пленка на свинцовом элементе растворяется не полностью. При содержании во флюсе уксусной кислоты более 40% резко увеличивается коррозия стального элемента.
При содержании во флюсе уксуснокислого натрия более 60% резко увеличивается коppозия стального элемента на свободной от сварки поверхности.
Для образования соединения свинца со сталью необходим промежуточный слой, увеличивающий смачиваемость или растворимость свинца в стали, а также увеличивающий электропроводность флюса, что очень важно при контактной сварке, кроме того, необходимо подобрать материал для промежуточного слоя более дешевый или менее дефицитный по сравнению с оловом. Для этого в состав флюса вводят порошки припоя ПОС-30 или никеля, или меди, или алюминия, или цинка в количестве 10-20% Именно при таком содержании указанных компонентов во флюсе образуется прочное соединение свинца со сталью. При содержании указанных компонентов менее 10% сварное соединение расслаивается. При содержании этих компонентов во флюсе более 20% повышается стоимость флюса, а прочность соединения остается на том же уровне. Кроме того, содержание во флюсе никеля более 20% из-за относительно высокой температуры плавления никеля при контактной сварке приводит к выплескам.
Проведена разработка состава флюса, отработка режимов контактной точечной сварки через слой флюса, испытания соединения сталь-свинец, полученного предлагаемым способом. В идентичных условиях проведены сравнительные испытания соединения, полученного предлагаемым способом и по способу, отраженному в прототипе.
В качестве материала основы использовали стальные пластины толщиной от 1 до 6 мм марки Ст. 3 (ГОСТ 380-71). В качестве плакировки использовали свинец марки С1 (ГОСТ 3378-77Е), толщиной от 2 до 6 мм. В качестве промежуточной прослойки применяли флюс следующего состава, мас. Уксуснокислый натрий 40-60
10-30%-ный раствор уксусной кислоты 30-40
Металлический порошок,
выбранный из группы,
припой ПОС-30,
никель, медь, алю- миний, цинк 10-20
Сварку проводили на контактной машине МТ-3201.
Сварное соединение испытывали на прочность на отрыв слоев. Испытания проводили на разрывной машине Р10. Качественную оценку соединения проводили визуально. Результаты приведены в таблице.
Проводили также металлографические исследования полученного соединения. В зоне соединения наблюдается металлургическая связь стали со свинцом.
Анализ известного и предлагаемого объектов позволил установить, что предлагаемый способ контактной точечной сварки свинца со сталью обеспечивает следующие преимущества: уменьшает стоимость сварного соединения, повышает производительность, улучшаются санитарно-гигиенические условия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2004 |
|
RU2270081C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2071894C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2100162C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ КОАКСИАЛЬНЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2071893C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИЭТИЛИДЕНДИФОСФОНОВОЙ КИСЛОТЫ | 1994 |
|
RU2067098C1 |
| Способ контактной точечной сварки | 1989 |
|
SU1668076A1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2082576C1 |
| СПОСОБ КОНДИЦИОНИРОВАНИЯ СВИНЕЦСОДЕРЖАЩЕГО МАТЕРИАЛА ПЕРЕД ПЛАВКОЙ | 1998 |
|
RU2131473C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДНОГО РАСТВОРА ПРОИЗВОДНЫХ N-АЦИЛ-N-ГИДРОКСИАЛКИЛГЛИЦИНАТА НАТРИЯ | 1994 |
|
RU2071465C1 |
| СОСТАВ ЭМАЛЕВОГО ПОКРЫТИЯ, ПРЕИМУЩЕСТВЕННО ДЛЯ ЗАЩИТЫ НАДГЛАЗУРНОГО РИСУНКА | 1995 |
|
RU2096357C1 |
Использование: контактная точечная сварка элементов конструкции из свинца с элементами конструкции из стали, преимущественно, для химических аппаратов. Сущность изобретения: свариваемые поверхности механически очищают. Поверхность элемента из стали покрывают флюсом. Элементы сжимают давлением. Пропускают импульс тока сварки и выдерживают под давлением после снятия импульса. Используют флюс следующего состава, мас.%: уксуснокислый натрий 40 - 60; 10 - 30%-ный раствор уксусной кислоты 30 - 40; металлический порошок, выбранный из группы: припой ПОС-30, никель, медь, алюминий, цинк 10 - 20. 1 табл.
СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ элементов конструкции из свинца с элементами конструкции из стали, при котором свариваемые поверхности механически очищают, поверхность стального элемента покрывают флюсом, элементы сжимают давлением, пропускают импульс тока сварки и выдерживают под давлением после снятия импульса, отличающийся тем, что используют флюс следующего состава, мас.
Уксуснокислый натрий 40 60
10 30%-ный Раствор уксусной кислоты 30 40
Металлический порошок, выбранный из группы припой ПОС-30, никель, медь, алюминий, цинк 10 20
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ контактной точечной сварки | 1989 |
|
SU1668076A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
