Изобретение относится к электрохимической энергетике и может быть использовано в электрохимических генераторах (ЭХГ), батареях ЭХГ, в технологии изготовления высокотемпературных топливных элементов (ВТТЭ), в частности твердооксидных топливных элементов (ТОТЭ). Наиболее перспективно использование настоящего изобретения в ЭХГ с реагентами воздух + топливный (в частности природный, биологический) газ, поскольку позволяет преобразовывать химическую энергию реагентов в электрическую с КПД до 70% а с учетом использования высокопотенциальной тепловой энергии отработавших реагентов (преимущественно для ВТТЭ с рабочей температурой около 900оС) общий КПД превышает 70%
В настоящее время известны опытные ЭХГ с выходной мощностью 25 кВт [1]
Известен топливный элемент с твердым электролитом, который содержит выполненные из материалов с электронной проводимостью газопроницаемые "топливный" электрод (анод) и "кислородный" электрод (катод), которые выполнены из материала, обладающего электрохимической активностью. Катод выполнен из манганита лантана и предназначен для разложения и ионизации кислорода. Между электродами в контакте с ними размещен слой электролита из стабилизированного оксида циркония, который обладает проводимостью по иону кислорода и практически не обладет электронной проводимостью. Компонуется известный топливный элемент на базе пористой, газопроницаемой трубы (матрицы) длиной 250 мм, диаметром 10 мм и с толщиной стенки 1 мм. В конструкции топливного элемента предусмотрены средства для осуществления последовательной коммутации дискретных электрохимических ячеек (микроэлементов), образующих в совокупности топливный элемент [2]
Способ изготовления известного топливного элемента заключается в следующем. На внешнюю поверхность трубы, сформированной из пористого газопроницаемого материала, наносят кольцевые слои катода из манганита лантана (проницаемые для воздуха, обладающие электрохимической активностью для разложения и ионизации кислорода, обладающие электронной проводимостью). Вдоль трубки кольцевые слои катода разделяют изолятором. На один из концов кольцевых слоев цилиндрического катода напыляют короткое кольцо коммутации, на оставшуюся часть наносят электролит из стабилизированного оксида циркония, который обладает проводимостью по иону кислорода. На электролит и коммутацию с разрывом по длине наносят анод в виде слоя пористого никеля или композита, который является проницаемым для топливного газа и продуктов окисления, а также обладает электронной проводимостью. Кольца коммутации связывают дискретные электрохимические ячейки (микроэлементы) топливного элемента в общую электрическую цепь с последовательной коммутацией [3]
С точки зрения технологии изготовления известной (вышеописанной) конструкции топливного элемента, равно как и для самой конструкции, весьма сложной задачей является осуществление коммутации дискретных электрохимических ячеек в единый топливный элемент (иными словами, соединение микроэлементов в батарею). Номинальное напряжение одной электрохимической ячейки (микроэлемента) около 18, т.е. для интегрирования мощности с высоким КПД необходима последовательная коммутация множества электрохимических ячеек (микроэлементов). Коммутация осуществляется в известной конструкции посредством электропроводной керамики (LaCrO3), что создает следующие проблемы:
разница коэффициентов теплопроводности и коэффициентов термического расширения (КТР) материалов компонентов топливного элемента неизбежно (при макроразмерах) вызывает термомеханические нагрузки, в значительной степени влияющие на долговечность топливных элементов и их надежность в целом;
высокие требования к материалам компонентов топливного элемента по химической, диффузионной и коррозионной стойкости для обеспечения надежной работы требуют использования дорогостоящих материалов;
значительная толщина слоя электролита, во-первых, увеличивает габаритные параметры топливного элемента, а, во-вторых, еще в большей мере (из-за макроразмеров) усиливает влияние от различия по КТР, поскольку металлокерамический анод, включающий смесь металлов и оксидов, не только внутренне, но и с электролитом, и с матрицей не согласуется по КТР.
В отношении технологии изготовления и эксплуатации известного топливного элемента также возникает ряд сложностей, а именно:
возникает необходимость в процессе изготовления согласовывать дискретные электрохимические ячейки (микроэлементы) по величине тока с учетом разной концентрации реагентов по длине, различия температуры в процессе эксплуатации;
высокие требования по допускам на изготовление в условиях сочетания коммутационных перемычек с керамикой в макроразмерах, т.е. в условиях влияния переходных режимов.
И то, и другое влечет за собой в технологическом процессе использование дорогостоящих контрольно-измерительных приборов, что увеличивает себестоимость продукции, но не гарантирует высокого ее качества, поскольку в известном вышеописанном способе изготовления контроль за рядом технологических параметров затруднен.
В основу изобретения была положена задача повышения надежности и технологичности при снижении себестоимости, за счет обеспечения выполнения металлокерамических переходов в микроразмерах и обеспечения коммутации дискретных электрохимических ячеек посредством матрицы.
Поставленная цель достигается тем, что:
В отношении объекта "устройство": в топливном элементе с твердым электролитом, содержащем матрицу, выполненные из электрохимически активных материалов с электронной проводимостью газопроницаемые анод и катод, слой твердого электролита из материала с ионной проводимостью, расположенный между упомянутыми электродами в контакте с обращенными к слою электролита поверхностями электродов с образованием дискретных электрохимических ячеек, а также средства коммутации дискретных электрохимических ячеек в единую электрическую цепь, согласно изобретению, матрица выполнена сетчатой конструкции из электронпроводящего материала, обладающего упругими и пластичными свойствами, слой твердого электролита состоит из дискретно расположенных гранул, установленных с натягом в ячейках матрицы, электроды установлены в контакте со слоем электролита в зонах открытых рабочих участков поверхностей гранул, а в качестве средства коммутации использована непосредственно матрица, электроизолированная по отношению к одному из электродов и электрически связанная с другим электродом.
Кроме того, допустимо матрицу выполнять из металла, при этом электроизоляция может быть выполнена в виде пленки оксида металла матрицы, расположенной между взаимообращенными поверхностями упомянутых элементов.
Электроизоляция может быть выполнена в виде слоя твердого электролита, расположенного между взаимообращенными поверхностями матрицы и одного из электродов.
Электроизоляция может быть расположена между матрицей и катодом, или между матрицей и анодом.
Коэффициент термического расширения материала матрицы преимущественно должен быть не меньше коэффициента термического расширения материала твердого электролита.
Гранулы могут быть выполнены сферической формы.
По меньшей мере один рабочий участок поверхности каждой гранулы может быть выполнен рельефного профиля.
Оптимально чтобы:
соотношение толщины матрицы и слоя твердого электролита удовлетворяло следующей зависимости: >
>  где hм, Ем соответственно толщина и модуль упругости материала матрицы;
где hм, Ем соответственно толщина и модуль упругости материала матрицы;
hэ, Еэ соответственно толщина и модуль упругости материала твердого электролита;
суммарная толщина матрицы и электродов топливного элемента находилась в пределах 0,1-1,0 мм;
размер гранул твердого электролита соответствовал размеру зерна материала электролита;
шаг ячеек матрицы составлял 1-5 от величины максимального размера гранул твердого электролита.
В отношении объекта "Способ": в способе изготовления топливного элемента с твердым электролитом, включающем формирование матрицы, газопроницаемых, обладающих электрохимической активностью, анода и катода из материала с электронной проводимостью, слоя твердого электролита с ионной проводимостью и их компоновку между собой с осуществлением плотного контакта твердого электролита с электродами и образования дискретных электрохимических ячеек, а также коммутацию последних между собой, согласно изобретению, слой электролита формируют путем дискретного расположения на плоскости гранул электролита, на поверхность которых предварительно наносят слой материала с электронной проводимостью, матрицу формируют из электронпроводящего, обладающего упругими и пластичными свойствами материала совместно со слоем электролита путем заполнения полостей между гранулами мелкой фракцией материала матрицы и прессования полученной композиции до высоты прессовки соизмеримой с размером гранул с последующим спеканием композиции до образования монолитного газоплотного матричного слоя, перед компоновкой противоположные участки поверхности гранул в матричном слое очищают от нанесенного на них материала с электронной проводимостью, компоновку осуществляют посредством размещения электродов с двух противоположных сторон матричного слоя в контакте с очищенными участками поверхности гранул, а коммутацию дискретных электрохимических ячеек производят путем осуществления электроизоляции участков одного из электродов от обращенных к ним участков матрицы и соединения с последней посредством электрической связи соответствующих участков другого электрода.
В качестве материала с электронной проводимостью, наносимого на поверхность гранул твердого электролита, можно использовать непосредственно материал матрицы.
Электроизоляцию осуществляют между взаимообращенными участками матрицы и катода.
Электроизоляцию оcущеcтвляют между взаимообращенными учаcтками матрицы и анода.
Электроизоляцию участков одного из электродов от обращенных к ним участков матрицы осуществляют путем расположения между упомянутыми участками слоя твердого электролита.
Целесообразно электроизоляцию участков одного из электродов от обращенных к ним участков матрицы осуществлять путем микродугового оксидирования упомянутых участков матрицы.
Прессование и спекание полученной композиции матричного слоя целесообразно осуществлять при температуре, превышающей эксплуатационную температуру топливного элемента.
Сравнительный анализ показал, что предложенное техническое решение по сравнению с известными соответствует критериям патентоспособности, поскольку совокупность существенных признаков, отраженная в формуле изобретения, не была обнаружена в данной и смежной областях науки и техники для решения поставленной задачи.
Достигаемый результат, отраженный в цели изобретения, может быть реализован лишь всей совокупностью существенных признаков и не является результатом простого суммирования свойств отдельных известных признаков, поскольку не проявляется при использовании любого из них в отдельности в известных решениях.
На фиг. 1 показана общая конструктивная схема топливного элемента, изготовленного предлагаемым способом; на фиг.2 матричный cлой, полученный предлагаемым cпоcобом с очищенными открытыми рабочими участками поверхностей гранул; на фиг.3 вариант выполнения устройства с электроизоляционным слоем из материала твердого электролита, расположенного со стороны катода.
Топливный элемент содержит матрицу 1 из электронпроводящего материала, обладающего упругими и пластичными свойствами (например, из металла, сплава металлов, металлокерамического материала, композиционного электропроводного материала), электрохимически активные газопроницаемые анод 2 и катод 3, а также расположенный между электродами слой 4 твердого электролита. Матрица 1, анод 2 и катод 3 выполнены из материала с электронной проводимостью, причем катод 3 обладает электрохимической активностью для разложения и ионизации кислорода. Электролит выполнен из материала с ионной проводимостью (в частности по иону кислорода). Матрица 1 выполнена сетчатой конструкции, слой 4 твердого электролита состоит из дискретно расположенных гранул 5, установленных с натягом в ячейках матрицы 1. Открытые рабочие участки 6 и 7 поверхностей гранул 5 находятся в контакте с обращенными к ним участками анода 2 и катода 3, соответственно. Кроме того поверхность катода 3 контактирует с обращенными к ней участками поверхности матрицы 1. То есть, катод 3 и матрица 1 электрически связаны между собой, в то время, как анод 2 электроизолирован от матрицы 1 посредством изоляторов 8 (см. фиг.1). Описанная компоновка элементов и их взаимосвязь позволяет матрице 1 в данной конструкции одновременно выполнять функции несущего средства и средства коммутации дискретных электрохимических ячеек (микроэлементов) 9 (электрохимическая ячейка или микроэлемент на фиг.1 схематично ограничены пунктиром), а также средства для разогрева до рабочей температуры и дальнейшего терморегулирования электрохимических устройств на базе топливных элементов предложенной конструкции, например, посредством пропускания через матрицу электрического тока. Следует также отметить, что в предложенной конструкции обеспечивается параллельная коммутация микроэлементов 9.
Предлагаемая конструкция топливного элемента предусматривает различные конструктивные варианты, не показанные на фиг.1-3. Так, в частности, изоляторы могут быть выполнены в виде оксидной пленки, гранулы могут быть выполнены сферической формы с рельефной наружной поверхностью и т.п. (см. пп.6, 7, 8, 9, 10 формулы, которые не требуют дополнительных разъяснений, так как указанные параметры получены эмпирическим путем исходя из оптимизации технологии изготовления и конструктивных параметров топливного элемента в целом).
Выполнение гранул размерами, соизмеримыми с размерами зерен материала твердого электролита в значительной степени повышает надежность за счет исключения появления трещин в слое электролита при термомеханических нагрузках, а также снижает электрическое сопротивление слоя твердого электролита в целом.
Целесообразно также остановиться на аналитической зависимости, отражающей, что толщина матрицы и слоя твердого электролита должны удовлетворять следующему условию: >
>  где hм, Ем соответственно толщина и модуль упругости материала матрицы;
где hм, Ем соответственно толщина и модуль упругости материала матрицы;
hэ, Еэ соответственно толщина и модуль упругости материала твердого электролита.
Данное соотношение при использовании его в предложенной конструкции придает матрице дополнительное функциональное назначение, так как в некоторой степени позволяет обеспечить разгрузку электролита от изгибных механических напряжений в области упругих деформаций топливного элемента. При изгибе напряжения пропорциональны приращению кривизны, модулю упругости и толщине изгибаемого материала.
В предположении, что при малых величинах упругого изгиба матрица и электролит претерпевают одинаковое приращение кривизны, при выполнении указанного соотношения внешние нагрузки будут передаваться матрице за счет увеличения ее, по отношению к электролиту, толщины.
Предлагаемая конструкция топливного элемента может быть выполнена как плоской, так и цилиндрической формы при параллельной коммутации дискретных электрохимических ячеек (микроэлементов) 9.
Отдельные топливные элементы легко могут быть соединены в батарею последовательно посредством разъемной коммутации.
При хорошем согласовании КТР матрицы и электролита размеры топливного элемента могут быть увеличены. При уменьшении размеров топливного элемента требования к катоду по электропроводности пропорционально снижаются, что позволяет соответственно уменьшить толщину и увеличить газопроницаемость. Например, в прототипе путь тока по катоду 10 мм, в предлагаемой конструкции (при оптимизации ее конструктивно-технологических параметров) 0,1 мм, т.е. толщину катода можно уменьшить в 100 раз, следовательно при тончайших катодах можно выполнять их из платины наиболее эффективного материала для катода.
Предлагаемый способ изготовления топливного элемента с твердым электролитом (согласно которому может быть изготовлен и топливный элемент предложенной конструкции) заключается в следующем:
Первоначально на поверхность гранул 5 электролита наносят слой материала с электронной проводимостью. Затем, предварительно обработанные гранулы 5 располагают в один слой в пресс-форме, куда также добавляют мелкую фракцию материала матрицы 1, обладающего электронной проводимостью. После чего, осуществляют прессование полученной композиции до высоты прессовки, соизмеримой с размером гранул 5, с последующим спеканием композиции до образования монолитного газоплотного матричного слоя. Прессование и спекание композиции осуществляют, преимущественно, при температуре, превышающей эксплуатационную температуру топливного элемента. Предварительная обработка поверхности гранул 5 путем нанесения на их поверхность материала с электронной проводимостью (преимущественно материала матрицы) позволяет полностью исключить контакт смежных гранул 5 по материалу электролита в сформированном вышеописанным образом матричном слое. После совместного формирования матрицы 1 и слоя 4 электролита (матричного слоя) противоположные участки поверхности гранул 5 очищают от нанесенного на них слоя материала с электронной проводимостью, формируя, таким образом, рабочие участки 6 и 7 поверхности гранул 5 электролита, предназначенные для контакта с анодом 2 и катодом 3. Очистка упомянутых участков поверхности гранул осуществляется механическим, электрохимическим или другим известным путем.
На фиг.2 схематично показан матричный слой с очищенными рабочими поверхностями гранул. Пунктиром показана граница 10 слияния (в процессе формирования матричного слоя) материала матрицы и материала слоя, наносимого на гранулы перед формированием матричного слоя.
После очистки рабочих поверхностей гранул осуществляют окончательную компоновку топливного элемента. В процессе ее по одному из вариантов на одну поверхность матричного слоя осуществляют нанесение катода 3 из материала с электронной проводимостью таким образом, чтобы обеспечивался контакт катода 3 с рабочими участками 7 поверхности гранул 5, а также обеспечивалась электрическая связь катода 3 с матрицей 1. На противоположную поверхность матрицы 1 микродуговым оксидированием наносят слой окисла, после чего закрепляют электрод 2 с обеспечением контакта участков его поверхности с оппозитно расположенными рабочими участками 6 поверхностей гранул 5 твердого электролита.
Нанесение электродов на матричный слой может осуществляться любым известным способом.
При конкретной реализации топливного элемента предложенным способом материал матрицы, электролит, материал анода выбирались из условия согласования их физико-механических свойств. Катод выполнялся оксидным (LaMnO3) или из платины. Диаметр гранул электролита из стабилизированного ZrO2 (ZrO2 Y2O3) составлял 200 мкм, шаг расположения гранул электролита в матричном слое 240 мкм, толщина матрицы 150 мкм, толщина анода из керамического материала (Ni стабилизированный ZrO2) 100 мкм, толщина катода из платины 0,5 мкм. Проверка работоспособности устройства подтвердила повышение его надежности по отношению к базовому объекту, принятому за прототип.
Следует отметить, что предлагаемая конструкция топливного элемента допускает "статистический" подход к технологии изготовления, т.е. шагом расположения гранул, их размерами можно варьировать в широком диапазоне без ухудшения эксплуатационных качеств реализуемой конструкции топливного элемента.
Топливный элемент работает следующим образом.
Его разогревают (например от внешнего источника тепла или путем пропускания через матрицу 1 электрического тока) до температуры 900оС. Со стороны катода 3 подают поток воздуха, со стороны анода 2 подают топливный газ. Проникая через газопроницаемый катод 3 кислород воздуха на границе электролита и электрохимически активного катода 3 разлагается на атомы и ионизируется, повышая, тем самым, концентрацию ионов кислорода с одной стороны слоя электролита. Электролит со стороны анода 2 взаимодействует с топливным газом-восстановителем, проникающим в граничную зону через газопроницаемый анод 2, т.е. ионы кислорода с этой стороны электролита отсутствуют. Ионы кислорода вследствие разницы их концентрации на границах электролита от катода 3 через электролит пойдут к аноду 2, если снизить напряженность электрического поля между катодом 3 и анодом 2. Это достигается соединением анода 2 и катода 3 электропроводом через внешнюю нагрузку. Ион кислорода переносит электроны на анод 2, отдает электроны в цепь внешней нагрузки и окисляет топливо. Продукты реакции уносятся потоком газа.
Таким образом, конструкция предлагаемого топливного элемента с твердым электролитом, которая, в частности, может быть реализована предлагаемым способом изготовления, обладает следующими преимуществами:
поскольку на катод не возлагается задача токопровода вдоль его слоя, толщина катода может составлять микроны, а это дает возможность применять в качестве материала катода платину, как один из наиболее эффективных материалов для него;
малые размеры топливного элемента по толщине, при оптимизации возможно получение топливных элементов толщиной в сотые доли миллиметра;
возможно применение монокристаллических гранул в слое электролита, что в значительной степени повышает надежность за счет исключения появления трещин в слое электролита при термомеханических нагрузках, а также снижает электрическое сопротивление слоя твердого электролита в целом;
приемлемы низкие температуры при изготовлении, что снижает технологические энергозатраты и, как следствие, себестоимость;
при малой толщине катода допустимы отдельные замыкания в топливном элементе;
допустимы течи по отдельным гранулам, поскольку они не развиваются на топливный элемент в целом;
конструкция и технология изготовления матрицы обеспечивает пластичность топливного элемента, а также обеспечивается возможность использования матрицы для разогрева топливного элемента и его терморегулирования в процессе эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИОННЫЙ УЗЕЛ БАТАРЕИ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037238C1 |
| ЭЛЕКТРОХИМИЧЕСКОЕ УСТРОЙСТВО С ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 1993 |
|
RU2045796C1 |
| СПЛАВ НА ОСНОВЕ КОБАЛЬТА | 1993 |
|
RU2051196C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ОСНОВЕ ВЫСОКОЧАСТОТНОГО ИНВЕРТОРА | 1999 |
|
RU2147979C1 |
| ЯЧЕЙКА ВЫСОКОТЕМПЕРАТУРНОГО ЭЛЕМЕНТА ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА | 1998 |
|
RU2178561C2 |
| РУЧНАЯ МОБИЛЬНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ | 2001 |
|
RU2203986C2 |
| СПОСОБ ЭЛЕКТРОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2002 |
|
RU2218449C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2197039C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ ЭЛЕМЕНТ С ТВЕРДЫМ ЭЛЕКТРОЛИТОМ | 1993 |
|
RU2037918C1 |
| БИОТЕЛЕМЕТРИЧЕСКАЯ СИСТЕМА | 1996 |
|
RU2102920C1 |
Использование: в технологии изготовления высокотемпературных топливных элементов. Сущность изобретения: топливный элемент содержит матрицу (М) 1, газопроницаемые электрохимически активные анод (А) 2, катод (К) 3 и расположенный между электродами в контакте с ними слой твердого электролита, состоящий из дискретно расположенных гранул (Г) 5. Особенностью топливного элемента является то, что М 1 выполнена сетчатой конструкции, а Г 5 расположены в ячейках М 1 с натягом и имеют рабочие участки для контакта с А 2 и К 3. Один из электродов электроизолирован от М 1 посредством изоляторов 8, а другой электрически связан с М 1. Особенностью способа изготовления топливного элемента вышеописанной конструкции является то,что М 1 и состоящий из Г 5 слой твердого электролита формируются одновременно в едином технологическом цикле путем прессования композиции, состоящей из Г 5 и мелкой фракции материала М 1 и последующего спекания полученной прессовки в монолитный газоплотный матричный слой. При этом до формирования матричного слоя на поверхность Г 5 наносится слой материала М 1, что гарантированно исключает непосредственный контакт смежных Г 5 по материалу электролита в сформированном матричном слое. Данное конструктивное выполнение топливного элемента, реализуемое описанным способом, позволяет решить задачу повышения надежности устройства в целом при снижении его себестоимости за счет выполнения металлокерамических переходов в микроразмерах и обеспечения коммутации дискретных электрохимических ячеек 9 топливного элемента посредством М 1. 2 с. и 17 з. п. ф-лы, 3 ил.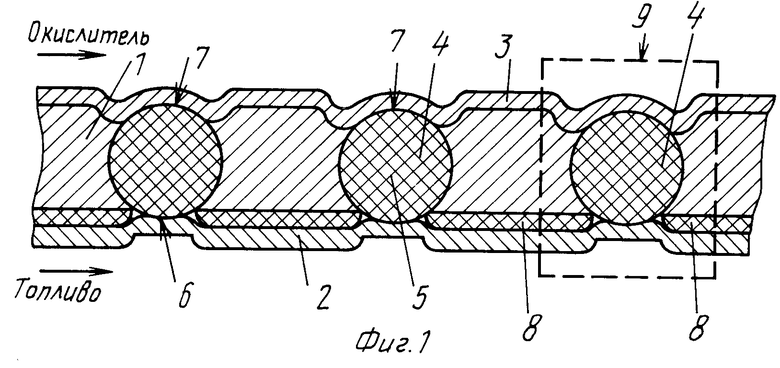
hм/hэ > Eэ/Eм,
где hм, Eм соответственно толщина и модуль упругости материала матрицы;
hэ, Eэ соответственно толщина и модуль упругости материала твердого электролита.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Коровин Н.В., Электрохимическая энергетика, Энергоиздат, 1991, с.90-91. | |||
