Изобретение относится к сварочной технике, а именно к источникам питания для электродуговой сварки.
Известно, что для ручной дуговой сварки покрытым электродом источник питания должен иметь внешнюю пологопадающую характеристику.
При этом отношение тока короткого замыкания к току рабочего режима (горения дуги) должно находиться в пределах 1,25-2. Данное отношение должно выдерживаться во всем диапазоне изменения уставки сварочного тока. [Справочник по сварке под ред. Соколова М.М. Машиностроение.- 1960, т. 1, с. 168] . Выходная статическая характеристика сварочного источника при разных токах уставки тока сварки может представлять собой прямые линии, нисходящие веером из одной вершины - максимального выходного напряжения (фиг. 1).
Известен источник питания инверторного типа, в котором регулирование мощности в дуге осуществляется с помощью изменения периода следования импульсов в инверторе [A. Colens. A highfrequency electric Welding system. "Electronic Engineering" 1977, p. 66]. Этот источник питания состоит из полупроводникового преобразователя, датчика напряжения, датчика тока и схемы управления, которая обеспечивает в рабочем диапазоне сварочного тока пологопадающую выходную характеристику источника питания. Для изменения периода следования импульсов используется информация по току и напряжению, измеренному за время много большее периода следования импульсов. Однако эта схема не обеспечивает оптимальную выходную статическую характеристику источника питания в области тока горения дуги при смене величины сварочного тока.
Известно устройство для управления сварочными токами источника питания инверторного типа [SU, а.с. 1119799, опубл. в БИ N 39, 23.10.84], состоящее из выпрямительного устройства, тиристорного инвертора и блока управления, в который входит преобразователь напряжения в длительность периода следования управляющих импульсов. Это устройство позволяет измерять среднее значение напряжения и тока каждого импульса на выходе источника, выделять наибольший из сигналов, пропорциональных измеренным значениям тока и напряжения, и использовать эти данные для регулирования периода следования импульсов в инверторе. Эта схема обеспечивает хорошие выходные динамические характеристики, но так же, как и предыдущая, не обеспечивает необходимую статическую характеристику, а значит, оптимальную регулировку величины сварного тока, т.е. качество сварного соединения ограничивается определенной толщиной свариваемых деталей.
Целью настоящего изобретения является улучшение качества сварного соединения за счет повышения точности управления выходными параметрами источника питания в широком диапазоне регулирования сварочного тока.
Поставленная цель достигается тем, что источник питания для дуговой сварки, состоящий из силового высокочастотного полупроводникового преобразователя (инвертора), соединенного по первому входу с источником энергии, а по выходу со сварочной цепью, включающей в себя два сварочных электрода, соединенных параллельно с датчиком выходного напряжения, и последовательно соединенный датчик сварочного тока, содержит блок управления, в который входит преобразователь напряжения в длительность периода управляющих импульсов, а также сумматор, источник фиксированного напряжения, перемножитель, потенциометр уставки сварочного тока и усилитель рассогласования. При этом первый вход сумматора соединен с выходом датчика выходного напряжения, второй вход - с выходом источника фиксированного напряжения, а выход сумматора соединен с первым входом перемножителя, второй вход которого соединен с потенциометром уставки сварочного тока. Выход перемножителя соединен с первым входом усилителя рассогласования, второй вход которой соединен с выходом датчика сварочного тока. Выход усилителя рассогласования соединен со входом преобразователя напряжения в длительность периода управляющих импульсов, выход которого соединен со вторым входом инвертора.
Этот источник питания для дуговой сварки позволяет сформировать оптимальную выходную характеристику следующим образом. Измеренное среднее значение тока на выходе источника питания сравнивается с напряжением задания, полученным в результате перемножения напряжения уставки тока и управляющего сигнала, причем в качестве управляющего сигнала используется результат вычитания выходного напряжения и заданного фиксированного напряжения. Результат сравнения выходного тока с напряжением задания преобразуется в длительность периода управляющих импульсов, которые в качестве обратной связи управляют инвертором. В процессе обработки информационные сигналы, пропорциональные выходному напряжению источника и току сварки, формируют управляющее воздействие на величину уставки входного тока со стороны сигнала, пропорционального выходному напряжению. Таким образом осуществляется привязка выходного тока к конкретной величине выходного напряжения, что позволяет изменять крутизну выходной характеристики при изменении величины уставки выходного тока и поддерживать неизменным отношение тока короткого замыкания к рабочему току во всем диапазоне изменений уставки сварочного тока. Такая выходная характеристика имеет веерообразный вид и обеспечивает оптимальный сварочный ток в широком диапазоне значений, а значит, позволяет сваривать детали в широком диапазоне толщины.
На фиг. 1 представлены статические характеристики источника питания для дуговой сварки, где
Id - выходной ток;
Ud - выходное напряжение;
Umax - максимальное выходное напряжение при нулевом выходном токе.
На фиг. 2 представлена функциональная схема источника питания для дуговой сварки.
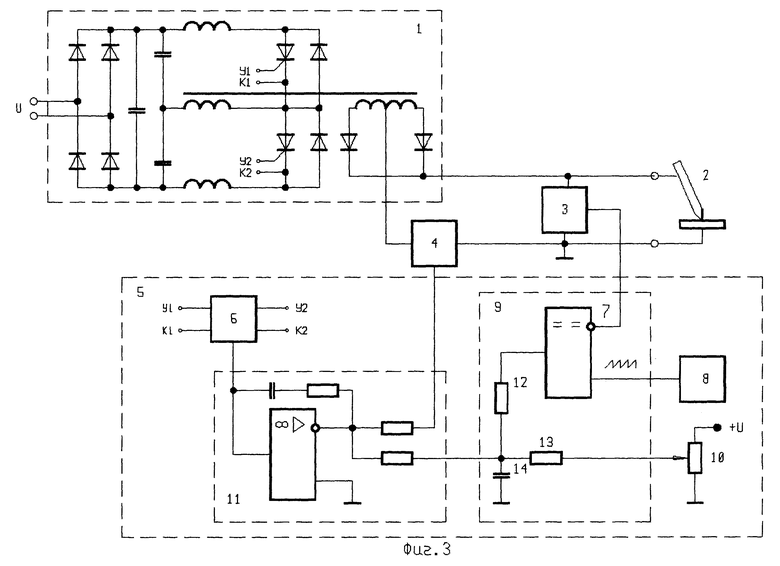
На фиг. 3 представлен вариант конкретного исполнения источника питания для дуговой сварки.
Источник питания для дуговой сварки состоит:
1 - инвертор,
2 - два сварочных электрода,
3 - датчик выходного напряжения,
4 - датчик сварочного тока,
5 - блок управления,
6 - преобразователь напряжения в длительность периода управляющих импульсов,
7 - сумматор,
8 - источник фиксированного напряжения,
9 - перемножитель,
10 - потенциометр уставки сварочного тока,
11 - усилитель рассогласования.
Первый вход инвертора 1 подключен к внешнему источнику энергии, а его два выхода - к двум сварочным электродам 2, параллельно которым подсоединен датчик выходного напряжения 3. Между одним из электродов и одним из выходов инвертора 1 подключен датчик сварочного тока 4. Выход датчика выходного напряжения 3 соединен с первым входом сумматора 7, второй вход которого соединен с выходом источника фиксированного напряжения 8, а выход - с первым входом перемножителя 9. Потенциометр уставки сварочного тока 10 соединен со вторым входом перемножителя 9, выход которого соединен с первым входом усилителя рассогласования 11, второй вход которого соединен с выходом датчика сварочного тока 4, а выход - со входом преобразователя напряжения в длительность периода управляющих импульсов 6, выход которой соединен со вторым входом инвертора 1.
Устройство работает следующим образом.
От внешнего источника энергии на первый вход инвертора 1 подается напряжение, которое преобразуется в высокочастотные импульсы на выходе, которые после выпрямления подаются на сварочные электроды 2. Информация о выходном напряжении Ud поступает в сумматор 7 с датчика выходного напряжения 3 с коэффициентом передачи K1. В этот же сумматор с источника фиксированного напряжения 8 подается напряжение с амплитудой K2 • Umax, где Umax - максимальное напряжение на выходе инвертора 1 при сварочном токе равном нулю. В сумматоре измеренное напряжение вычитается из фиксированного, полученный сигнал поступает на перемножитель 9 и оказывает управляющее воздействие на напряжение потенциометра уставки (Uуст), полученное после перемножения напряжения задания Uзад поступает на первый вход усилителя рассогласования 11. На второй вход усилителя рассогласования 11 поступает сигнал о фактической величине сварочного тока с датчика сварочного тока 4.
Величину напряжения задания Uзад можно выразить следующим образом:
Uзад = Uуст(K2 • Umax-K1Ud)
При K1 ≈ K2 = K Uзад = UустK(Umax-Ud)
Приняв для тока сварки выражение:
Id = K1Uзад
мы имеем
Id = UустK1K(Umax-Ud).
При варьировании величины Uзад мы получим семейство выходных характеристик, веерообразно расходящихся из величины Umax, аналогично представленным на фиг. 1.
При изменении напряжения Uуст одновременно изменяется как величина рабочего тока сварки, так и наклон выходной характеристики, поддерживая неизменным отношение тока короткого замыкания к рабочему току.
Конкретный вариант источника питания для дуговой сварки представлен на фиг. 3. Здесь 1 - высокочастотный резонансный инвертор, 2 - сварочные электроды, 3 - датчик выходного напряжения, 4 - датчик тока сварки, 5 - блок управления, 6 - преобразователь напряжения в длительность периода управляющих импульсов, 7 - компаратор, 8 - источник пилообразного напряжения фиксированной амплитуды, 9 - блок суммирования и умножения, 10 - потенциометр уставки сварочного тока, 11 - усилитель рассогласования.
Устройство работает следующим образом. Информация о выходном напряжении с датчика 3 поступает в блок суммирования и умножения 9, собранного по схеме "импульсного перемножителя" (А.Дж. Пейтон, В. Волж "Аналоговая электроника на операционных усилителях". - М.: БИНОМ, 1994, с. 225), на инвертирующий вход компаратора 7, на неинвертирующий вход компаратора подано пилообразное напряжение фиксированной амплитуды от источника 8. На выходе компаратора будут присутствовать импульсы со скважностью, изменяющейся пропорционально разности амплитудного значения пилообразного напряжения и выходного напряжения инвертора. Через резисторы 12 и 13 импульсы с переменной скважностью складываются с напряжением, снятым с потенциометра уставки выходного тока 10. Результирующее напряжение отфильтровывается на конденсаторе 14 и используется в качестве напряжения задания для усилителя рассогласования 11. С датчика 4 на усилитель рассогласования 11 подается напряжение, пропорциональное току сварки. Выход усилителя рассогласования 11 подключен ко входу преобразователя напряжения в длительность периода управляющих импульсов 6, который используется для управления инвертором 1.
Таким образом, благодаря оптимальным соотношениям напряжения дуги, тока короткого замыкания и тока сварки при различных заданиях тока сварки обеспечивается высокое качество сварных соединений, уменьшение разбрызгивания металла и улучшается перенос его капель в ванну.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2011 |
|
RU2463137C1 |
| КОНСТРУКЦИОННЫЙ УЗЕЛ БАТАРЕИ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037238C1 |
| УСТРОЙСТВО МЕЖПРИБОРНОЙ СВЯЗИ | 1995 |
|
RU2087075C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ С ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037239C1 |
| СИСТЕМА ИДЕНТИФИКАЦИИ | 1995 |
|
RU2099904C1 |
| ПРОТИВОУГОННАЯ СИСТЕМА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2076815C1 |
| Источник питания для механизированной дуговой сварки | 1986 |
|
SU1393563A1 |
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| ПРОТИВОУГОННОЕ УСТРОЙСТВО ДЛЯ АВТОМОБИЛЯ | 1996 |
|
RU2090395C1 |
| ПРОТИВОУГОННАЯ СИСТЕМА ДЛЯ АВТОМОБИЛЯ | 1996 |
|
RU2093385C1 |

Источник питания для дуговой сварки на основе высокочастотного инвертора предназначен для качественных сварных соединений при различных токах сварки ручным электродом. Технический результат -повышение точности управления выходными параметрами источника питания. Источник питания состоит из силового высокочастотного полупроводникового преобразователя (инвертора), соединенного по первому входу с источником энергии, а по выходу - со сварочной цепью, включающей в себя два сварочных электрода, соединенных параллельно с датчиком выходного напряжения, и последовательно соединенный датчик сварочного тока, содержит блок управления, в который входит преобразователь напряжения в длительность периода управляющих импульсов, а также сумматор, источник фиксированного напряжения, перемножитель, потенциометр уставки сварочного тока и усилитель рассогласования. Измеренное среднее значение тока на выходе источника питания сравнивается с напряжением задания, установленным потенциометром уставки сварочного тока, причем в качестве управляющего сигнала для уставки сварочного тока используется результат вычитания выходного напряжения и заданного фиксированного напряжения. Результат сравнения выходного тока с напряжением задания в виде определенного напряжения преобразуется в длительность периода управляющих импульсов, которые в качестве обратной связи управляют инвертором. Благодаря оптимальным соотношениям напряжения дуги, тока короткого замыкания и тока сварки при различных заданиях тока сварки обеспечивается высокое качество сварных соединений, уменьшение разбрызгивания металла и улучшается перенос его капель в ванну. 3 ил.
Источник питания для дуговой сварки на основе высокочастотного инвертора, состоящий из силового высокочастотного полупроводникового преобразователя, соединенного по первому входу с источником энергии, а по выходу - со сварочной цепью, включающей в себя два сварочных электрода, параллельно которым подсоединен датчик выходного напряжения, а последовательно - датчик сварочного тока, и блока управления, в который входит преобразователь напряжения в длительность периода управляющих импульсов, отличающийся тем, что блок управления содержит сумматор, источник фиксированного напряжения, перемножитель, потенциометр уставки сварочного тока и усилитель рассогласования, причем первый вход сумматора соединен с выходом датчика выходного напряжения, второй вход - с выходом источника фиксированного напряжения, а выход - с первым входом перемножителя, второй вход которого соединен с потенциометром уставки сварочного тока, а выход - с первым входом усилителя рассогласования, второй вход которого соединен с выходом датчика сварочного тока, а выход - со входом преобразователя напряжения в длительности периода управляющих импульсов, выход которого соединен со вторым входом силового высокочастотного полупроводникового преобразователя.
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| Способ получения полиорганосилоксанов | 1971 |
|
SU435673A1 |
| РАЗГРУЗОЧНАЯ КАНАВКА ДЛЯ ВОДЫ, ДЛЯ ПРЕДОТВРАЩЕНИЯ КАВИТАЦИИ ПРОТИВОПОЛОЖНОГО РАЗМАЛЫВАЮЩЕГО ДИСКА РАФИНЕРА | 2018 |
|
RU2715091C1 |
| US 4996409, A, 26.02.1991 | |||
| US 5192850, A, 09.03.1993. | |||

