Изобретение относится к области производства металлических бесшовных труб.
Известен способ прошивки отверстия в металлической заготовке [1] по которому прошивку осуществляют в калибре продольной прокатки, состоящем из двух или большего числа валков и близком к окружности. К металлической заготовке многоугольного сечения прикладываю нажимное усилие по оси заготовки и, вталкивая заготовку в калибр, прошивают отверстие с помощью размещенного между прокатными валками конусного дорна. При прошивке отверстия возвратно-поступательно перемещают дорн, при этом из сопла на его переднем конце эжектируют смазочный материал. По данному способу центральная часть заготовки обрабатывается дорном под большим удельным давлением, что обеспечивает повышение качества структуры внутренних слоев стенок гильзы.
Однако процесс отличается низкой производительностью из-за снижения скорости деформации при возвратно-поступательном движении дорна, большим расходом энергии из-за наличия двух приводов (сложность настройки) и ограниченность сортамента, так как калибр валков обеспечивает получение только одного наружного диаметра гильзы.
Наиболее близким к предлагаемому является способ продольной прошивки [2] по которому осуществляют принудительную подачу многогранной сплошной заготовки к валкам с круглым калибром и деформацию ее валками на оправке с конусным передним концом. В данном решении дорн неподвижен, для улучшения условий захвата и снижения разнотолщинности гильзы оправку устанавливают передним конусным концом на расстоянии, равном 0,4-0,15 диаметра калибра валков, от сечения контакта заготовки с валками и подвергают на этом участке заготовку безоправочной деформации.
По известному способу прошивка металла осуществляется на входной зоне валков, что ограничивает степень деформации и толщину стенок гильзы из-за возможности получения диаметра заготовки большего, чем диаметр калибра, поэтому металл может заполнить не только выпуски, но и зазоры между валками, что вызывает образование продольного бунта.
При прошивке длина очага деформации не превышает ширины, поэтому процесс прошивки сопровождается осевой деформацией и удлинением заготовки, однако из-за неравномерности деформации по сечению гильзы, получаемой в круглых калибрах, наблюдается также неравномерная деформация гильзы в осевом направлении, что определяет повышенную разнотолщинность стенки трубы. При больших удельных давлениях металла на дорн его стойкость снижается, а смазочный материал, подаваемый под небольшим давлением, недостаточно эффективен.
Недостатком известного способа также является ограниченность сортамента труб по длине. Прошивку нельзя осуществлять на длинных заготовках, так как при наличии осевого усилия нагретая заготовка потеряет устойчивость.
Цель изобретения повышение производительности, точности размеров и расширение сортамента труб по диаметру, толщине стенки и длине.
Для реализации указанной цели предлагается прошивку сплошной профильной заготовки осуществлять на высокоскоростных станах продольной прокатки с двухвалковым калибром с деформацией металла на профильном дорне с принудительной подачей жидкости через передний торец дорна в очаг деформации.
Указанная цель достигается тем, что внутреннее отверстие гильзы формируют дорном с постоянной горизонтальной и увеличивающейся вертикальной осями поперечного сечения во взаимодействии с рабочими поверхностями калибра валков за их осевой плоскостью до выравнивания толщины стенки гильзы по периметру и раздают равностенную гильзу частью дорна вне калибра до круглой с окончательными размерами трубы, при этом через передний торец дорна подают под высоким давлением жидкость.
В предлагаемом способе обеспечивается высокая скорость деформации, определяемая скоростью вращения валков, достигающей 10-15 м/с.
Учитывая, что очаг деформации на дорне по длине превышает ширину более чем в шесть раз, обжатие стенок осуществляется в условиях плоской деформации, т.е. по ширине дорна без осевой вытяжки заготовки, что обеспечивает получение толщины стенки трубы с высокой точностью.
При этом исходная заготовка захватывается валками и прошивается на дорне без приложения осевого усилия на заготовку. Осевая сила на заготовку создается за счет сил трения между рабочей поверхностью калибра и нагретого металла, поэтому длина исходной заготовки не ограничивается.
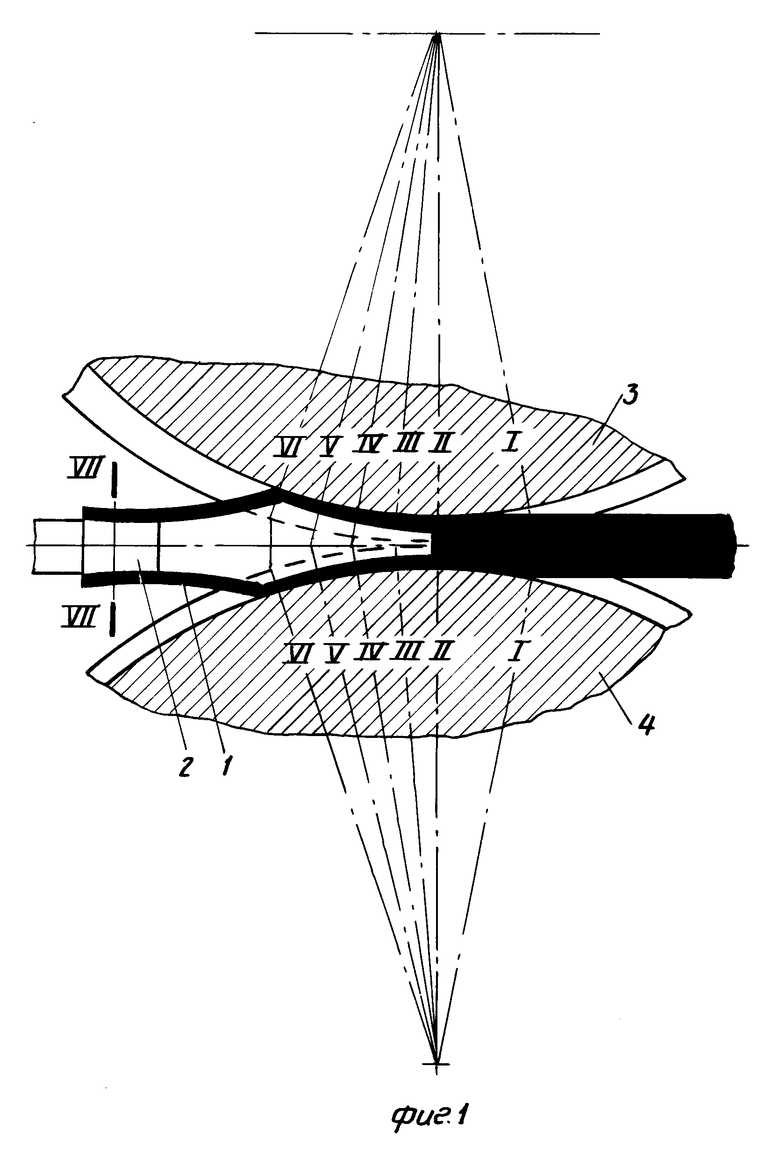
На фиг.1 иллюстрируется процесс осуществления предлагаемого способа; на фиг.2-8 сечения вдоль очага деформации между валками и дорном.
Заготовка 1 обжимается на дорне 2 верхним валком 3 и нижним валком 4. Возможно образование небольшого бунта 5 в выходной зоне в результате попадания металла в зазор между валками в зоне выпуска и получения утолщения стенки гильзы. Однако это утолщение может быть устранено при необходимости дополнительной операцией калибровки. Утолщение устраняется также за счет уменьшения зазора между валками и уменьшения размеров закругления по контуру калибра.
Оптимальной формой сплошной профильной заготовки является овал или прямоугольник, обжимаемый на входной зоне калибра по наибольшей стороне. Форма заготовки и площадь исходного сечения устанавливаются расчетным путем из условия получения круглого сечения в выходной зоне круглого калибра.
Круглое сечение обеспечивается за счет уширения заготовки и раздачи металла носовой частью дорна.
Степень деформации во входной зоне зависит от условия создания достаточного осевого усилия на заготовку для обеспечения прошивки заготовки носовой частью дорна. Степень деформации определяет протяженность очага деформации во входной зоне. Процесс деформации заготовки в этой зоне идентичен процессу прокатки сплошной заготовки в сортовых станах. Однако в связи с расположением дорна носовой частью на выходном сечении и повышенным сопротивлением осевому течению металла деформация сопровождается преимущественно отставанием металла, в результате скорость вращения валков выше скорости осевого перемещения заготовки, а длина заготовки увеличивается. При обжатии заготовки на дорне осевая деформация отсутствует, поэтому в этой зоне длина заготовки не изменяется, а скорость вращения валков равна осевой скорости получаемой гильзы, при этом площадь поперечного сечения гильзы при формообразовании постоянна.
На фиг.2 показано начало захвата профилированной сплошной заготовки.
На фиг.3 показано круглое сечение заготовки, которая прошивается носовой частью дорна, имеющей форму прямоугольника и располагаемой в средней части калибра так, что ось дорна совпадает с центром калибра. После прошивки носовой частью дорна в выходной зоне получаются переменное сечение гильзы, прямоугольное отверстие в круглом сечении с обеспечением требуемой толщины по горизонтальной оси калибра.
На фиг. 4-7 показано как производится обжатие и выравнивание толщины стенки гильзы по периметру с получением гильзы овальной формы. Причем у дорна постоянна горизонтальная ось и увеличивается вертикальная ось поперечного сечения.
Затем (фиг. 8) раздают равностенную гильзу частью дорна вне калибра до круглой, получая окончательные размеры трубы.
Для обеспечения жидкостного трения металла между дорном через передний торец носовой части последнего подают высокое (превышающее удельное давление металла на дорн) давление жидкости. В результате повышается износостойкость дорна.
Ввиду отсутствия осевой вытяжки на дорне обеспечиваются равномерные скорость и деформация металла в направлении поперек дорна, что обеспечивается точность и равнотолщинность по периметру гильзы.
Таким образом, предлагаемый способ деформации труб на дорне существенно отличается от известных.
Предлагаемый способ можно осуществлять также на трех- и четырех валковых станах продольной прокатки, при этом сущность процесса не изменяется, а изменяются форма заготовки и форма дорна.
В результате использования одного привода стана, обеспечивая скорость деформации гильзы, равную скорости вращения валков (10 м/с и более), способ позволяет повысить производительность при изготовлении труб, при этом можно получать окончательные размеры труб с высокой точностью, минуя другие формообразующие операции.
При одном диаметре калибра можно получать в определенном интервале различные размеры труб, меняя дорн, а отсутствие осевой вытяжки обеспечивает высокую точность стенок трубы.
Отсутствие осевого подпора на заготовку позволяет не ограничивать длину исходной заготовки.
Пример реализации способа.
Овальную заготовку из стали 45 с сечением овала 48х80 и длиной 11 м нагревают и деформируют на двухвалковом стане продольной прокатки, где на выходном сечении обжимают круг диаметром 54 мм и одновременно носовой частью дорна прошивают прямоугольное отверстие размером 44х15 мм, в результате получают переменную толщину стенки, где в зоне выпуска получают толщину стенки трубы, равную 5 мм, а после обжатия и выравнивания толщины стенок получается трубчатая овальная гильза с размерами 54х132х5, которую после раздачи на дорне вне калибра превращают в трубу диаметром 110х5 и длиной более 12 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 150Х2Х1200 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛИ МАРКИ 12Х12М1ФБРУ-Ш (ЭП 450У-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542142C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ прошивки в стане винтовой прокатки | 2016 |
|
RU2635685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 170×3×370 мм ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш (ЭП823-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545944C2 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |







Использование: производство бесшовных металлических труб на стане продольной прошивки. Сущность изобретения: заготовку прошивают в двухвалковом калибре на профильном дорне с постоянной горизонтальной и увеличивающейся вертикальной осями поперечного сечения во взаимодействии с рабочими поверхностями калибра валков за их осевой плоскостью до выравнивания толщины стенки гильзы по периметру. Равностенную гильзу раздают частью дорна вне калибра до круглой с окончательными размерами трубы. Через передний торец дорна подают под высоким давлением жидкость. 8 ил.
СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ, включающий деформацию металла в двухвалковом калибре на профилированном дорне, отличающийся тем, что внутреннее отверстие гильзы формируют дорном с постоянной горизонтальной и увеличивающейся вертикальной осями поперечного сечения во взаимодействии с рабочими поверхностями калибра валков за их осевой плоскостью до выравнивания толщины стенки гильзы по периметру и раздают равностенную гильзу частью дорна вне калибра до круглой с окончательными размерами трубы, при этом через передний торец дорна подают под высоким давлением жидкость.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ продольной прошивки | 1976 |
|
SU784743A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
