(54) СПОСОБ ПРОДОЛЬНОЙ ПРОШИВКИ
1
Изобретение относится к трубопрохсатному производству и касается способа получения бесшовных горячекатаных труб продольной прокаткой.
Известен способ продольной про- 5 шивки, включающий принудительную подачу многогранной сплошной заготовки к валкам с круглым калибром и деформацию ее валками на оправке с конусным передним концом 1 . 16
Для известного способа прессвалковой прошивки характерна одновременность контакта заготовки с валками и с конусным передним концом оправки. Это приводит к тому, что в на- J5 чальный момент прошивки втягиваквдие силы трения на поверхности контакта металла с валками недостаточны, а сопротивление оправки значительно, и не обеспечивается надежный захват 20 металла с валками. Увеличение вталкивающего усилия приводит к продольному изгибу заготовки или оправочного стержня, следствием чего является повышенная разностенность гильз. 25
Целью изобретения является улуЧшение условий захвата и снижение разностенности гильз.
Поставленная цель достигается созданием способа продольной прошивки, , о
включающего принудительную, подачу м ногогранной сплошной заготовки к валкам с круглым калибром и деформацию ее валками на оправке с конусным передним концом, в котором устанавливают оправку передним конусным концом на расстоянии, равном 0,4 - 0,15 диаметра калибра валков, от сечения контакта заготовки с валками и подвергают на эгом участке заготовку безоправочной деформации.
Благодаря тому, что контакт металла с оправкой происходит значительно позже, чем с калибром валков, улучшаются условия захвата и снижается разностенность гильз.
На фиг. 1 изобргикен очаг деформации; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на
4- сечение В-В на
фиг. 1; на фиг.
5- сечение Г-Г на фиг. 1; на фиг. фиг. 1; на фиг. 6 - график, показывающий улучшение разностенностй гильз, полученных предложенным способом на фиг. 7 - клеть, вид сбоку, в разрезе на фиг. 8 - ручей валков, вид спереди.
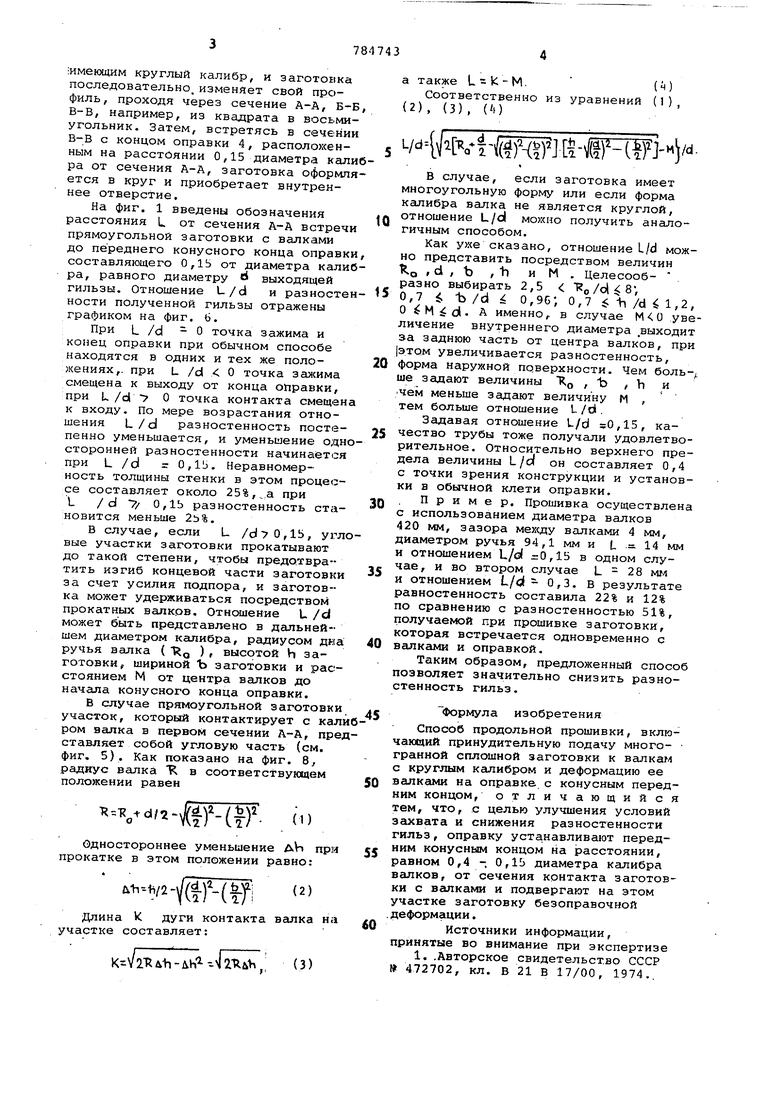
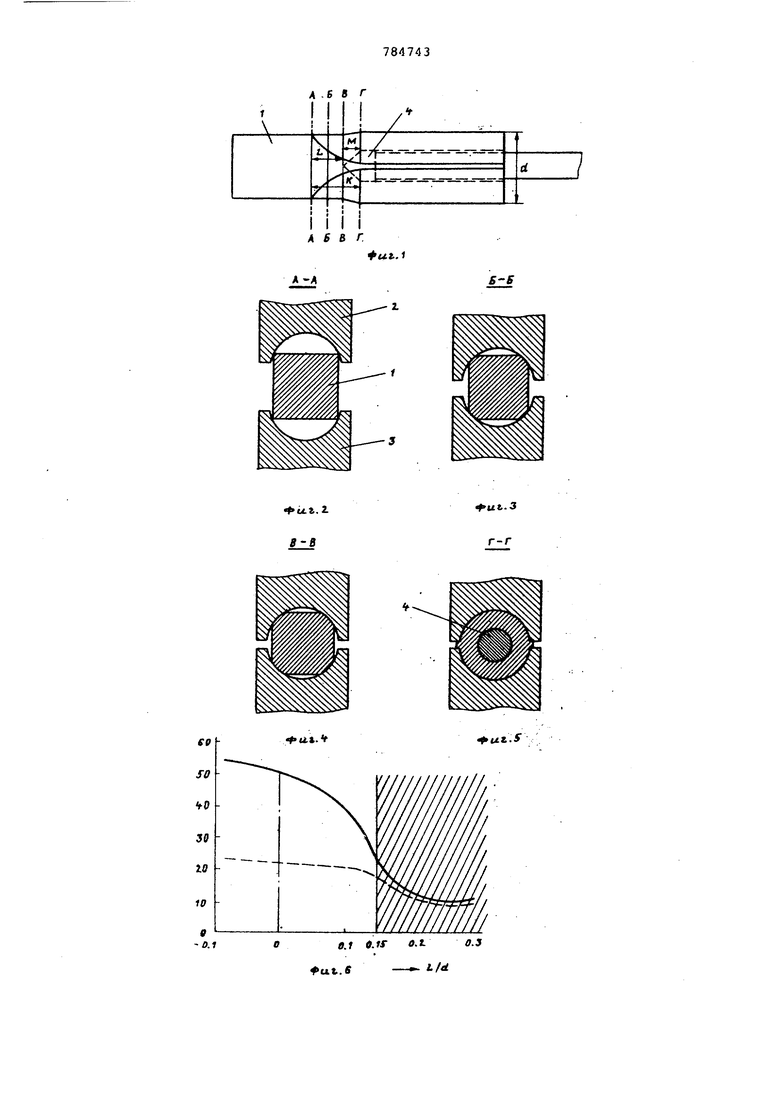
Сущность способа заключается в |Том, что многогранную заготовку 1 принудительно подгиот к валкам 2 и 3, :имеющим круглый калибр, и заготовка последовательно, изменяет свой профиль, проходя через сечение А-А, БВ-В, например, из квадрата в восьми угольник. Затем, встретясь в сечени В-В с концом оправки 4, расположенным на расстоянии 0,15 диаметра кал ра от сечения А-А, заготовка оформл ется в круг и приобретает внутреннее отверстие. На фиг. 1 введены обозначения расстояния L от сечения А-А встреч прямоугольной заготовки с валками до переднего конусного конца оправк составляющего 0,15 от диаметра кали ра, равного диаметру Ь выходящей гильзы. Отношение U/d и разносте ности полученной гильзы отражены графиком на фиг. ь. При L /d О точка зажима и конец оправки при обычном способе находятся в одних и тех же положениях,, при L /d О точка зажима смещена к выходу от конца оправки, при U/d 7 О точка контакта смещен к входу. По мере возрастания отношения L/d разностенность постепенно уменьшается, и уменьшение одн сторонней разностенности начина ется при L /d 0,1Ь. Неравномерность толщины стенки в этом процессе составляет около 25%,а при L / d / 0,1Ь разностенность становится меньше 2Ь%. В случае, если L /d70,15, угл вые участки заготовки прокатывают до такой степени, чтобы предотвратить изгиб концевой части заготовки за счет усилия подпора, и заготовка может удерживаться посредством прокатных валков. Отношение U/d может быть представлено в дальнейшем диаметром калибра, радиусом дн ручья валка ( ), высотой h заготовки, шириной Ъ заготовки и рас стоянием М от центра валков до начала конусного конца оправки. В случае прямоугольной заготовк участок, который контактирует с кал ром валка в первом сечении А-А, пр ставляет собой угловую часть (см. фиг. 5). Как показано на фиг. 8,, радиус валка R в соответствующем положении равен . ) Одностороннее уменьшение ДЬ пр прокатке в этом положении равно: Длина К дуги контакта валка н участке составляет: к тд-и-лн - 12Лл,, (3) также .() Соответственно из уравнений (1), (2), (3), (М i-/ i vr§M JK-fRF ydв случае, если заготовка имеет многоугольную форму или если форма калибра валка не является круглой, отношение L/d можно получить аналогичным способом. Как уже сказано, отношение L/d можно представить посредством величин KO d , Ъ , t) и М . Целесообразно выбирать 2,5 , 0,7 Ъ /d 0,96; 0,7 ti /d 1,2, О А именно, в случае увеличение внутреннего диаметра .выходит за заднюю часть от центра валков, при этом увеличивается разностенность, форма наруухной поверхности. Чем боль-, ше задают величины Яд , Ъ / b и чем меньше задают величину М , тем больше отношение L /d . Задавая отношение U/d 0,15, качество трубы тоже получали удовлетворительное. Относительно верхнего предела величины L/d он составляет 0,4 с точки зрения конструкции и установки в обычной клети оправки, , Пример. Прошивка осуществлена с использованием диаметра валков 420 мм, зазора между валками 4 мм, диаметром ручья 94,1 мм и L 14 мм и отношением L/d 0,15 в одном случае, и во втором случае L - 28 мгл и отношением L/d- 0,3. В результате равностенность составила 22% и 12% по сравнению с разностенностью 51%, получаемой при прошивке заготовки, которая встречается одновременно с валками и оправкой. Таким образом, предложенный способ позволяет значительно снизить разностенность гильз. Формула изобретения Способ продольной прошивки, включающий принудительную подачу много- граниой сплошной заготовки к валкам с круглым калибром и деформацию ее валками на оправке с конусным передним концом, отличающийся тем, что, с целью улучшения условий захвата и снижения разностенности гильз, оправку устанавливают передним конусным концом на расстоянии, равном 0,4 -. 0,15 диаметра калибра валков, от сечения контакта заготовки с валками и подвергают на этом участке заготовку безоправочной . деформации. Источники информации, принятые во внимание при экспертизе 1. .Авторское свидетельство СССР 472702, кл. В 21 В 17/00, 1974..
А .6 в Г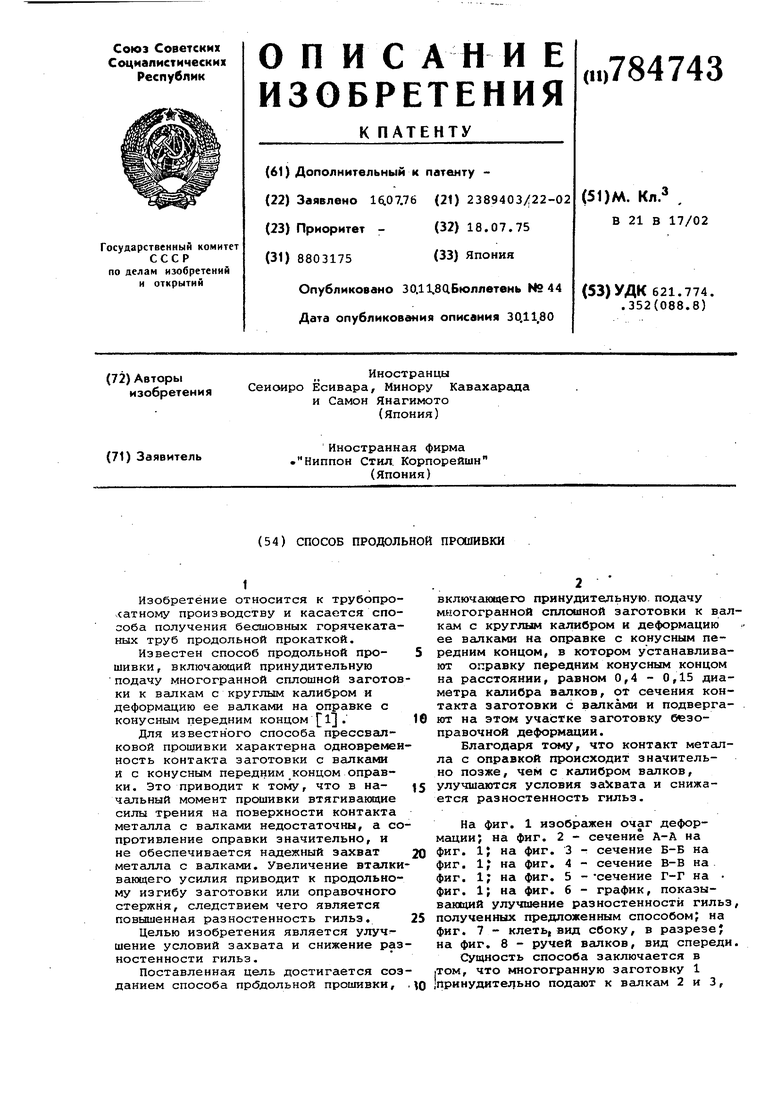
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гильз | 1976 |
|
SU1022652A3 |
| Способ поперечно-винтового элонгирования | 1981 |
|
SU997867A1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| ПРОШИВНАЯ УСТАНОВКА, ОПРАВКА, ИСПОЛЬЗУЮЩАЯСЯ ДЛЯ ПРОШИВНОЙ УСТАНОВКИ, И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2590459C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2007 |
|
RU2361689C1 |
| Способ прессвалковой прошивки | 1980 |
|
SU1005962A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
I i I
А 5 в г
