Изобретение относится к промышленности строительных материалов и может быть использовано в производстве строительных изделий с упругим заполнителем, например цементно-стружечных пустотных плит или блоков.
Известно устройство для формования строительных изделий из материала с малопрочным упругим заполнителем, содержащее корпуc с загрузочным окном, мундштук, размещенный внутри корпуса, полый прессующий поршень, привод его возвратно-поступательного перемещения и средство для изменения плотности изделия по его сечению, установленное внутри полого поршня.
Такое устройство обеспечивает изготовление изделий с разной степенью уплотнения материала по сечению изделия: наибольшая на периферийных участках и наименьшая в середине сечения изделия, что придает изделию достаточные прочность и теплостойкость.
Однако данное устройство не обеспечивает изготовление высокопрочных изделий из материала с легким упругим заполнителем и с высокой плотностью его по всему сечению изделия, что необходимо, например, для легких несущих многопустотных ограждающих конструкций из цементно-древесно-стружечной смеси.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для непрерывного формования строительных изделий, содержащая установленные на опорной раме камеру прессования с мундштуком, формующую секцию и загрузочной бункер, размещенный внутри камеры прессующий элемент, связанный с приводом возвратно-поступательного движения, и пустотообразующие стержни.
На данном оборудовании изготавливаются многопустотные преднапряженные железобетонные плиты. При формовании используется реактивная сила экструдируемой бетонной смеси, что предотвращает производство бракованной продукции из-за нарушения необходимой плотности материала изделия.
Недостатком такого оборудования является то, что оно не может быть использовано для изготовления многопустотных изделий с упругим заполнителем.
Целью изобретения является получение изделий из материала с упругой основой.
Достигается это тем, что в установке для непрерывного формования строительных изделий, преимущественно цементно-стружечных многопустотных плит, содержащей установленные на опорной раме камеру прессования, формующую секцию и загрузочный бункер, размещенный внутри камеры прессующий элемент, связанный с приводом возвратно-поступательного движения, и пустотообразующие стержни, согласно изобретению формующая секция выполнена в виде закрепленных на опорной раме четырех барабанов с огибающими их попарно бесконечными гибкими лентами, контактирующими с рабочими поверхностями изделий, при этом на каждом барабане установлены регулируемые тормозные устройства, а между спаренными барабанами смонтированы опорные направляющие из антифрикционного материала, контактирующие с противоположной от изделия плоскостью каждой ленты. Кроме того, прессующий элемент выполнен в виде прямоугольного поршня, связанного с приводом при помощи каретки, установленной в горизонтальных направляющих, причем пустотообразующие стержни одним концом жестко закреплены на опорной раме, а свободным формообразующим концом подвижно установлены в корпусе поршня.
Выполнение формующей секции в виде смонтированных на опорной раме четырех барабанов с огибающими гибкими лентами позволяет осуществить перемещение отформованной массы под давлением формовочной массы, находящейся в камере прессования.
Установленные на каждом барабане регулируемые тормозные устройства позволяют получить заданную плотность отформованной массы.
Установленные между спаренными барабанами опорные направляющие, контактирующие с противоположной от изделия плоскостью каждой ленты, препятствуют образованию неровностей на рабочих поверхностях изделия, образующихся из-за разбухания отформованной массы (вследствие упругости заполнителя).
Выполнение опорных направляющих из антифрикционного материала позволяет уменьшить трение между лентой и опорной направляющей.
Таким образом, в предлагаемой установке обеспечивается получение изделий из материала с упругой основой заполнителем.
Выполнение прессующего элемента в виде прямоугольного поршня, установленного при помощи каретки в горизонтальных направляющих, позволяет прессующему элементу перемещаться прямолинейно без перекосов, что приводит к равномерному уплотнению формовочной массы. Жесткое закрепление одного конца пустотообразующих стержней на опорной раме и выполнение другого конца (формообразующего) подвижно установленным в корпусе поршня позволяет установить пустотообразующие стержни неподвижно, что приводит к равномерному распределению формовочной смеси вокруг каждого стержня. Таким образом, подача формовочной смеси в формующую секцию осуществляется равномерно.
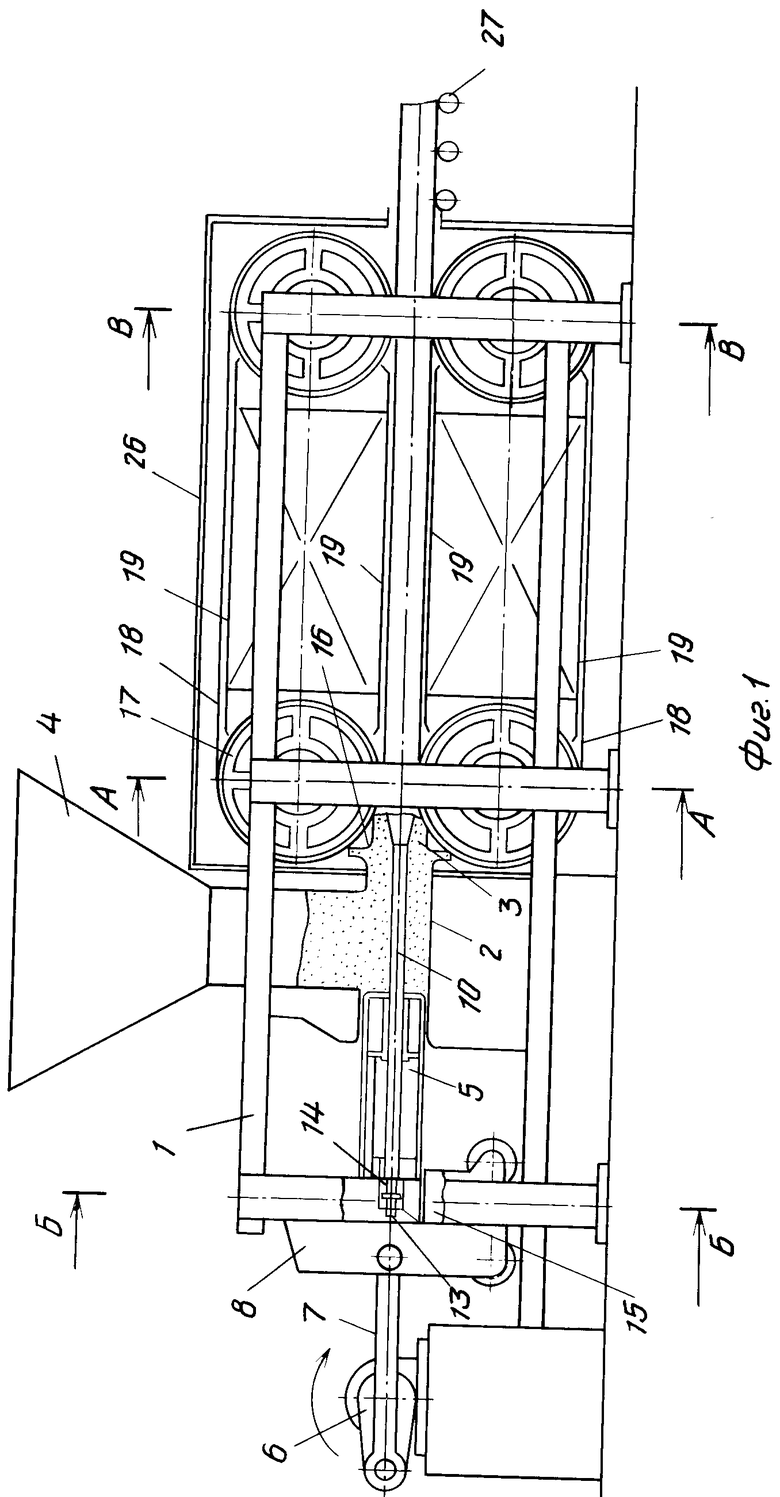
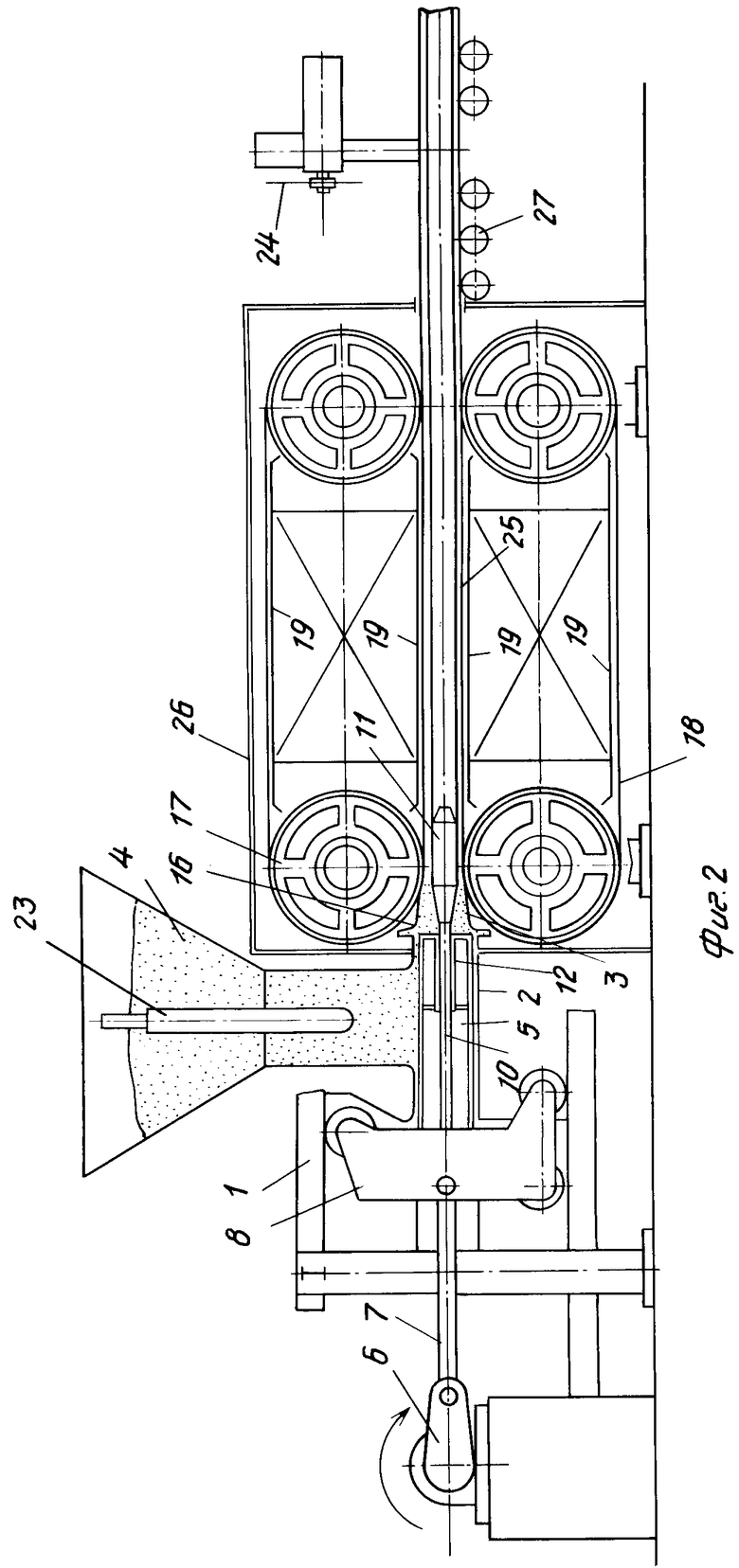
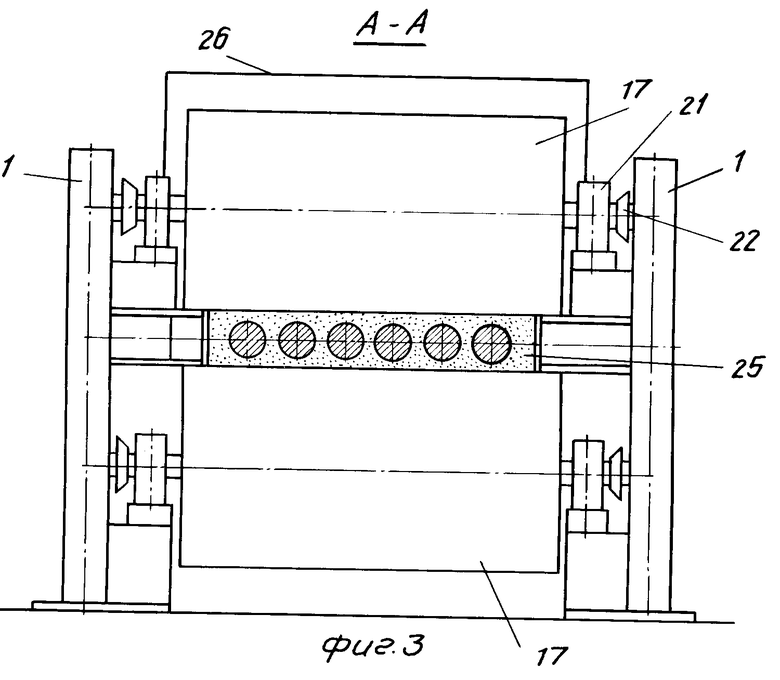
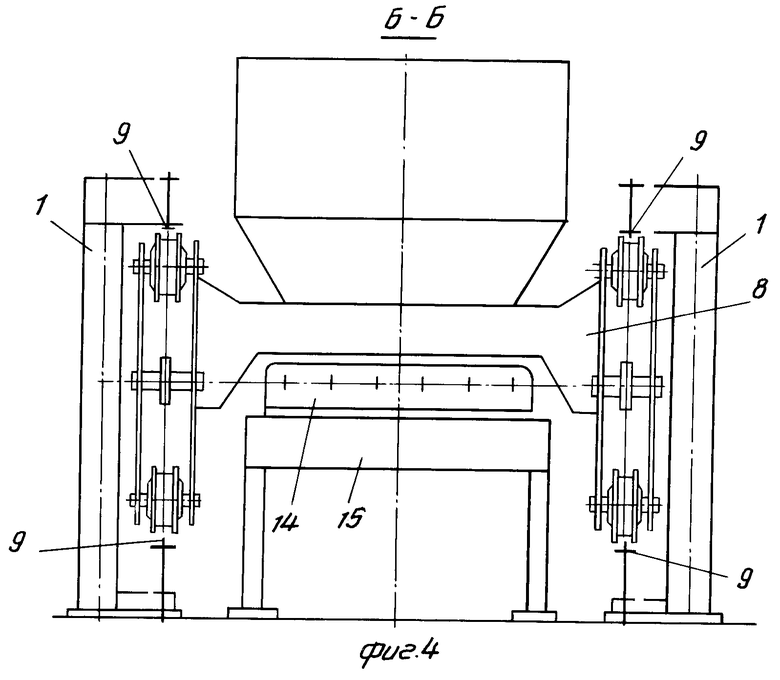
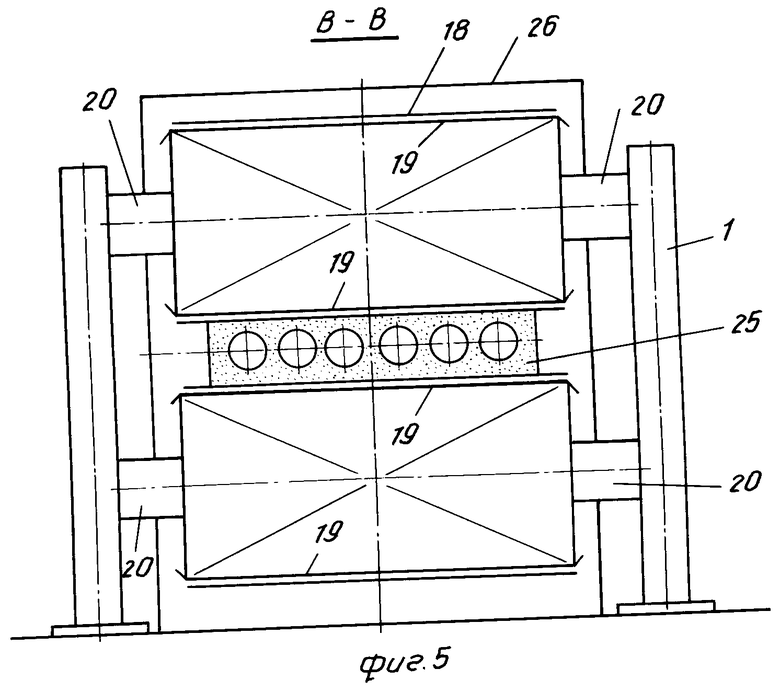
На фиг. 1 изображена установка для непрерывного формования строительных изделий, общий вид (прессующий элемент в исходном положении); на фиг.2 то же, в продольном разрезе; на фиг.3 разрез А-А на фиг.1; на фиг.4 разрез Б-Б на фиг.1 (узел крепления приводной каретки и пустотообразующих стержней); на фиг.5 разрез В-В на фиг.1 (узел крепления направляющих с опорной рамой).
Установка для непрерывного формования строительных изделий состоит из опорной рамы 1 со смонтированной на ней камерой прессования 2, формующей секцией 3 и загрузочным бункером 4. Внутри камеры прессования 2 размещен прессующий элемент 5, связанный с приводом 6 посредством шатунов 7 и каретки 8, установленной в четырех горизонтальных направляющих 9. Пустотообразующие стержни 10 подвижно установлены свободными формообразующими концами 11 в направляющих втулках 12, а обратными концами 13 жестко закреплены в кронштейне 14, установленном на стойке 15.
Формующая секция 3 состоит из мундштука 16, соединенного с камерой прессования 2, четырех барабанов 17, огибающих их попарно бесконечных гибких лент 18, опорных направляющих 19, прикрепленных кронштейнами 20 к опорной раме 1. Опорные направляющие 19 выполнены из антифрикционного материала, например из фторопласта 4. Барабаны 17 установлены на опорах 21 и связаны с регулируемыми тормозными устройствами 22.
Для предотвращения сводообразования в загрузочном бункере 4 установлен вибратор 23.
Для резки готовой полосы на изделия установлена циркульная пила 24.
Для производства термообработки массива изделия 25 предусмотрена термокамера 26, на выходе из которой установлен рольганг 27.
Установка для непрерывного формования строительных изделий работает следующим образом.
Из загрузочного бункера 4 под действием вибратора 23 формовочная смесь поступает в камеру прессования 2, при этом прессующий элемент 5 находится в крайнем левом положении в процессе его возвратно-поступательного движения. Жестко связанная с прессующим элементом 5 каретка 8 под действием шатуна 7 и привода 6, перемещаясь по направляющим 9, жестко закрепленным на опорной раме 1, возвращает прессующий элемент 5 в сторону формующей секции 3, тем самым продвигая формовочную массу в формующую секцию. При этом пустотообразующие стержни 10 удерживаются от перемещения жестко закрепленными в кронштейне 14 концами 13, а прессующий элемент скользит втулками 12 по пустотообразующим стержням, продвигая массу в формующую секцию. Формовочная масса обтекает формообразующие концы 11 пустотообразователей и, уплотняясь, образует пустоты, причем начальное направление формовочной массы обеспечивает мундштук 16, а далее уплотненный массив перемещается под действием повторных возвратно-поступательных движений прессующего элемента между гибкими бесконечными лентами 18, огибающими попарно оппозитно расположенные в вертикальной плоскости барабаны 17, вращающиеся на опорах 21. Для предотвращения прогиба лент во время перемещения по ним уплотненного массива служат опорные направляющие 19, расположенные с внутренней стороны лент, прикрепленные кронштейнами 20 к опорной раме и выполненные из антифрикционного материала для снижения трения между направляющей и лентой.
Для регулирования плотности формуемого изделия 25 служат тормозные регулируемые устройства 22, установленные соосно с каждым барабаном и обеспечивающие различные окружные усилия на барабанах, необходимые для получения выбранной заранее плотности изделия. В процессе перемещения массива изделия 25 производится его термообработка теплоносителем, например нагретым воздухом, в термокамере 25. Выходящий из термокамеры массив изделия поступает на рольганг 27, где производится его распиловка пилой 24 на заданные программой типоразмеры.
По сравнению с прототипом предлагаемая установка позволяет получить изделия из материала с упругой основой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| МАНИПУЛЯТОР-УКЛАДЧИК ФОРМ | 1992 |
|
RU2037410C1 |
| КАНТОВАТЕЛЬ-ПАКЕТИРОВЩИК | 1992 |
|
RU2057699C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2045397C1 |
| СЕЙСМОИЗОЛИРУЮЩАЯ ОПОРА | 1992 |
|
RU2012718C1 |
| СПОСОБ УСИЛЕНИЯ СТЕН ЗДАНИЙ И СООРУЖЕНИЙ | 1991 |
|
RU2005865C1 |
| БЕТОНОУКЛАДЧИК | 1992 |
|
RU2037412C1 |
| ИСКУССТВЕННЫЙ ЛЕДЯНОЙ КАТОК | 1987 |
|
RU1510484C |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОТЕХНИЧЕСКИХ ИСПЫТАНИЙ ОГРАЖДАЮЩИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1993 |
|
RU2086970C1 |
Использование: производство строительных изделий с упругим заполнителем. Сущность изобретения: мундштук плунжерного экструдера сообщается с двумя бесконечно замкнутыми лентами. Каждая лента огибает пару барабанов с регулируемыми тормозами приспособлениями. Внутри лент расположены опорные направляющие. 1 з.п. ф-лы, 5 ил.
| Устройство для изготовления теплоизоляционных изделий | 1975 |
|
SU571381A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
