Иэобретенпе относится к области изготовления теплоизоляционных изделий, преик шественно)скорлуп, сегментов.
Известно устройство для изготовления изделий, содержащее прессующую камеру,
соединенную с мундштуком, бункер и пор., шень с дорнок и привод Ц .
Наиболее близким техническим решением к изобретению является устройство для из готоБления тепло(золяционных изделий, вклк чающее прессующую камеру с мундштуком и загрузочным отверстием, бункер, поршень с noTOiiM дорном и привод И. Однако в известных устройствах формовочная масса, поступающая из бункера в прессующую камеру, распределяется по ее сечению неравномерно, в связи с чем получается неоднородная структура у формуемого изделия.
Целью изобретения является обеспечение однородности структуры формуемого изделия.
Для этого .в устройстве для изгото&ления теплоизоаяпионнык изделий, включающем прессующую камеру с мундштуком и разгрузочным отверстием, бункер, поришнь с полым дорном и привод, рабочая поверхчость поршня скошена под углом естественного откоса формовочной массы, причем образу квда я верхней поверхности поршни меньше образующей-его нижней.поверхности, а полый дорн снабжен ножами продольной резки и нагревателем.
Кроме того, устройство может быть снабжено цилиндром, выполненным с диаметром, большим диаметра мундштука.
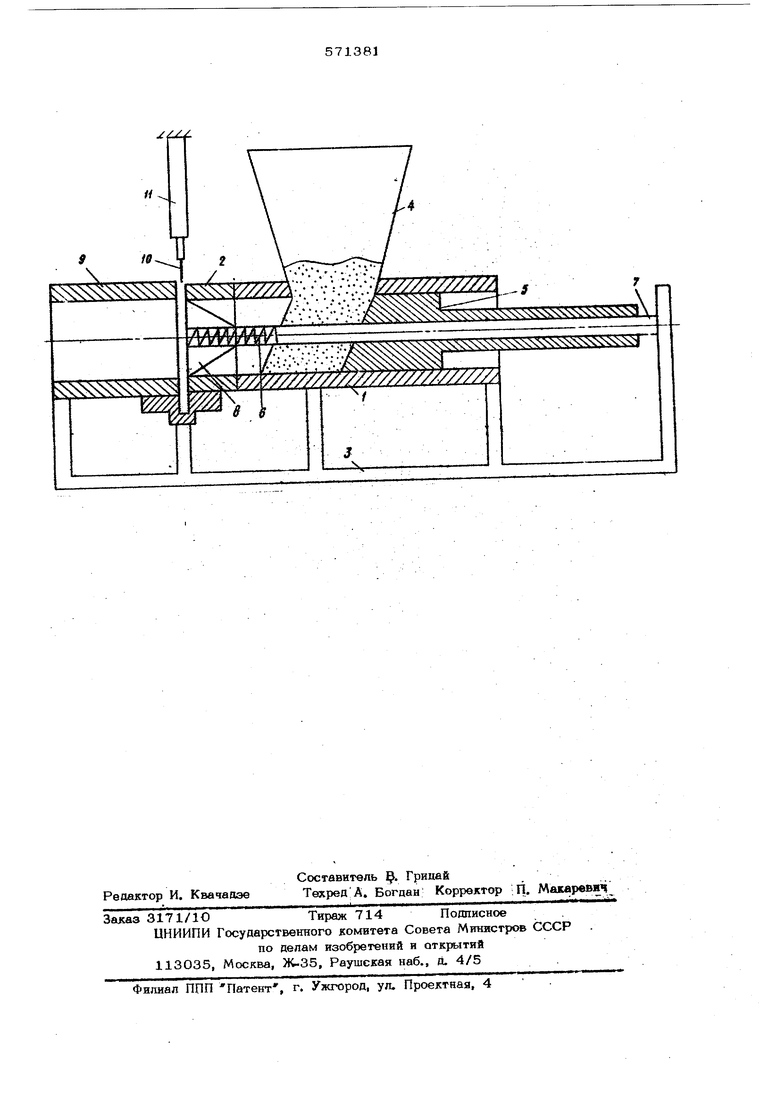
На чертеже изображено предложенное устройство.
Устройство включает прессукяцую камеру 1, выпопненную в виде полого цилинпра, с yндштyкoм 2, установленную на раме 3, бункер 4, встроенный в боковую поверхность прессующей камеры 1, полый поршень 5, имеющий скошенную под углом естественного откоса прессуеьюй теплоизоляционной массы лобовую поверхность, через который еоосно проходит имеющий встроенный нагреватель 6 на участке формования изделия съек- нь й дорн 7, прикрепленный одним концом к раме 3, а другим концом прикрепленный и одновременно цeнтpиpye ый в мундштуке 2 с помощью ножей 8 продольной
резки, режушая кромка которых расположена иод углом 15-45 к оси до; эмный цилиндр 9, аиутренний диаметрч ;которого на 10-30 мм больше внутреннего Ha eTpa мундштукаt2. i ильотнный нож 1О расположен в плоскости зазора между мундш :уком 2 и njfflf/iHbiM цилиндром 9 и приводится в действие с помощью двух пневмоцилиндров
IV
Поршень 5 соединен с приводом, обвгп&веющим его возврат -э-йоогупательное дввжение.
Устройство работает спевукядим образом. Через бункер 4 формовоч 17Ю массу подают в прессующую камеру 1, где благодаря скошенной лобовой поверхности поршня 5 она равномерно распределяется по сечению, вкпю чают привод, приводящий в движение пор шень 5, который проталкивает формовочную массу вдоль прессующей камеры, где она спрессовывается и благодаря дорну 7 приоб«ретает цилиндрическую форму. Нагрев дорна 7 не формования изделия с пок.сщью встроонног нагревателя 6 обеспечивает получение гладкой внутренней поверхности изделия.
При дальне ыем продвижении формовочной массы благодаря проталкиванию ее ноиых пор.ивй порп нем она поступает в мундштук 2, где разрезаьгсг в продольном иаправле- НИИ с помсадью ножей 8 продольной резки, причем расположение режушей кромки ножей под УГЛОМ к оси дорна обеспечивает ш: ила&иое врезание в массу, чем исключается на- рушение и целостности изделия, Затем масса поступает в п жемный шшиндр 9, препятствующий искривлению массы при выходе ее из Мундштука 2, где накапливается до достижения необходимой длины скорлувы.
После этого приводят в действие пневмо- цилиндры 11 и соответственно гильотинный нож 10, который выполняет поперечное разрезание массы как в одном, так и в обраг ном направлении, благодаря сокраща- вт(-я время на поперечную резку. Готовые скорлупы или сегменты выталкиваются последуклцимн порцг ми формовочной массы.
Ф
мула изобретения
1,Устроаство для изгоговлення теплоизоляционных изделий, преимущественно, сколуп п сегментов, включающее прессующую камеру с мундштукем и загрузочным, отверстием, бункер, поршень с полым дорном
и привод, отличающееся тем, что, с целью обеспечения однородности структуры формуемого изде/шя, рабочая поверхность поршня скошена пой углом естествен- ного откоса формовочной массы, причем об, разукшая верхней поверхности поршня меньше образующей его нижней поверхности, а полый дорн снабжен ножами продольной резки U нагревателем,
2,Устройство по п. 1, отличак.
щ е е с я тем , что оно снабжено приемным цилиндром, выполненным с диаметром, большим диаметра мундштука.
.Источ гкки информации, принятые во внимание при экспертизе}
1,Авторское свидетельство СССР MB 339408 кя, В 28В i 3/26, 1970.
2.Авторское свидетельство СССР №06047 кп, В 28 , 1861.
«
9
2
/ .
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ ПОЛУЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1991 |
|
RU2014222C1 |
| ПРЕСС ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018442C1 |
| Устройство для нанесения монолитной теплоизоляции на наружную поверхность труб | 1990 |
|
SU1796834A1 |
| Способ формования строительных изделий и устройство для его осуществления | 1987 |
|
SU1475793A1 |
| Ленточный пресс | 1988 |
|
SU1608048A1 |
| Устройство для нанесения изоляции на наружную поверхность труб | 1980 |
|
SU974029A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |
| Устройство для изготовления теплоизоля-циОННыХ пОлыХ цилиНдРОВ | 1979 |
|
SU850404A1 |
| Устройство для нанесения изоляции на наружную поверхность труб | 1982 |
|
SU1060874A1 |
| Агрегат для формования керамических изделий | 1991 |
|
SU1794025A3 |