Изобретение относится к строительной индустрии, а именно, к оборудованию для изготовления преднапряженных железобетонных изделий типа плит перекрытий, покрытий и т.д.
Известна форма для изготовления предварительно напряженных изделий из бетонных смесей, содержащая поддон с упорами для напрягаемой арматуры, шарнирно закрепленные на поддоне продольные и поперечные с гребенками борта и двуплечие приводные рычаги, которые при помощи промежуточного звена связаны с дополнительными двуплечими рычагами, одно из плеч которых соединено с поперечными бортами, а другое с промежуточным звеном.
В данной конструкции предусмотрены гребенки и упоры для преднапрягаемой арматуры, при распалубке формы гребенки вместе с бортами убирают и производят обрезку арматуры.
Недостатком данной конструкции является то, что изделие в ней формуют в горизонтальном положении, что обеспечивает только одну гладкую рабочую поверхность, а для заглаживания другой требуются дополнительные трудозатраты и оборудование. Кроме того, выходящие за пределы изделия концы преднапрягаемой арматуры приводят к образованию технологических отходов, а при их обрезке требуется дополнительное оборудование.
Наиболее близким к изобретению техническим решением является установка для формования преимущественно преднапряженных железобетонных изделий, включающая поддоны с упорами для напрягаемой арматуры, бортовую оснастку, приводную рычажную систему, подвижную платформу с установленными на ней приводными поворотами в вертикальной плоскости захватами, стационарный портал с шарнирно закрепленными на нем поворотными виброщитами, бункерным устройством и виброплощадкой, рельсовыми направляющими, расположенными под порталом и подвижной платформой, и привод перемещения подвижной платформы к порталу и обратно.
Преимуществом данной конструкции является то, что формование изделий осуществляют в вертикальном положении, что обеспечивает гладкие поверхности обеих рабочих плоскостей изделий.
Недостатком этой установки является то, что арматуру укладывают с выпусками за пределы изделий, а затем ее срезают, что приводит к образованию технологических отходов и требует дополнительного оборудования.
Задачей изобретения является снижение расхода материалов, используемых в качестве преднапрягаемой арматуры.
Техническим эффектом при этом является исключение технологических отходов (арматурной стали).
Указанный технический результат достигается тем, что в установке для формования преднапряженных железобетонных изделий, включающей основание, разделитель, поворотную бортовую оснастку с упорами для напрягаемой арматуры, приводную рычажную системы и вибраторы, упоры для напрягаемой арматуры размещены в пределах изделия в зоне выхода арматурных стержней и установлены в направляющих втулках, жестко закрепленных на бортоснастке, при этом установка снабжена устройствами для выдвижения и извлечения упоров, выполненных в виде закрепленных на бортоснастке каждого изделия опорных рам с направляющими, в которых размещены приводные каретки, причем каждая каретка соединена посредством тяг, связанных с маятниковым рычагом, шарнирно закрепленным на бортоснастке, с оппозитно расположенными относительно нее параллелограммными шарнирно-рычажными системами, а каждая система выполнена в виде пары двухзвенников, с одной стороны закрепленных на траверсе, жестко установленной на направляющих стойках, а с другой стороны закрепленных на траверсе, подвижно установленной на направляющих стойках и жестко связанной с подвижной балкой, соединенной с каждым упором.
Установка упоров для напрягаемой арматуры в пределах изделия в зоне выхода арматурных стержней позволяет исключить технологические отходы арматуры. Для механизации процесса установки и извлечения стержней в данной конструкции предусмотрены устройства для выдвижения и извлечения упоров. Выполнение устройств в виде оппозитно расположенных относительно приводных кареток параллелограммных шарнирно-рычажных систем обеспечивает одновременную установку и извлечение арматурных стержней с обеих сторон изделия. Установка маятниковых рычагов на бортоснастке, связанных тягами с приводными каретками и параллелограммными шарнирно-рычажными системами обеспечивает кинематическую связь горизонтальной и вертикальной систем.
Выполнение устройств с параллелограммными шарнирно-рычажными системами обеспечивает силовое извлечение упоров из изделий.
Предлагаемая установка может использоваться в производстве строительных изделий, например плит перекрытий, покрытий и т.п.
Проведенные патентные исследования не выявили установок аналогичного назначения, обладающих совокупностью признаков, идентичных заявляемому техническому решению.
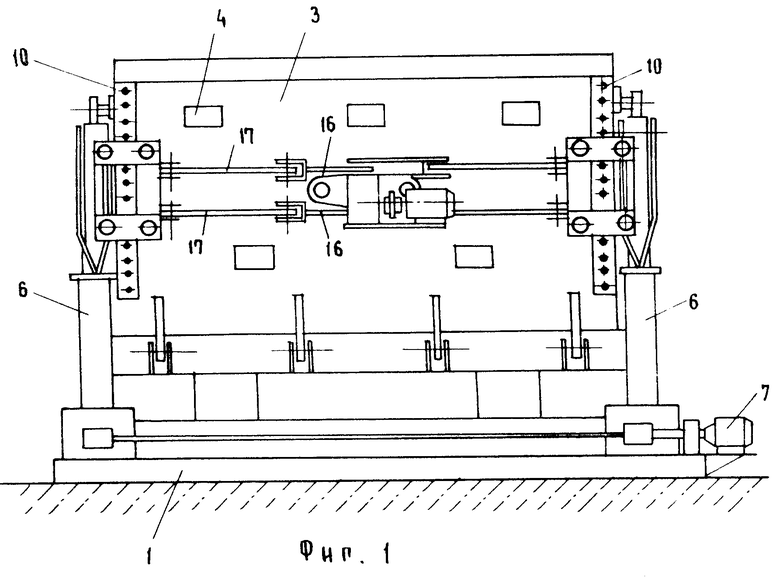
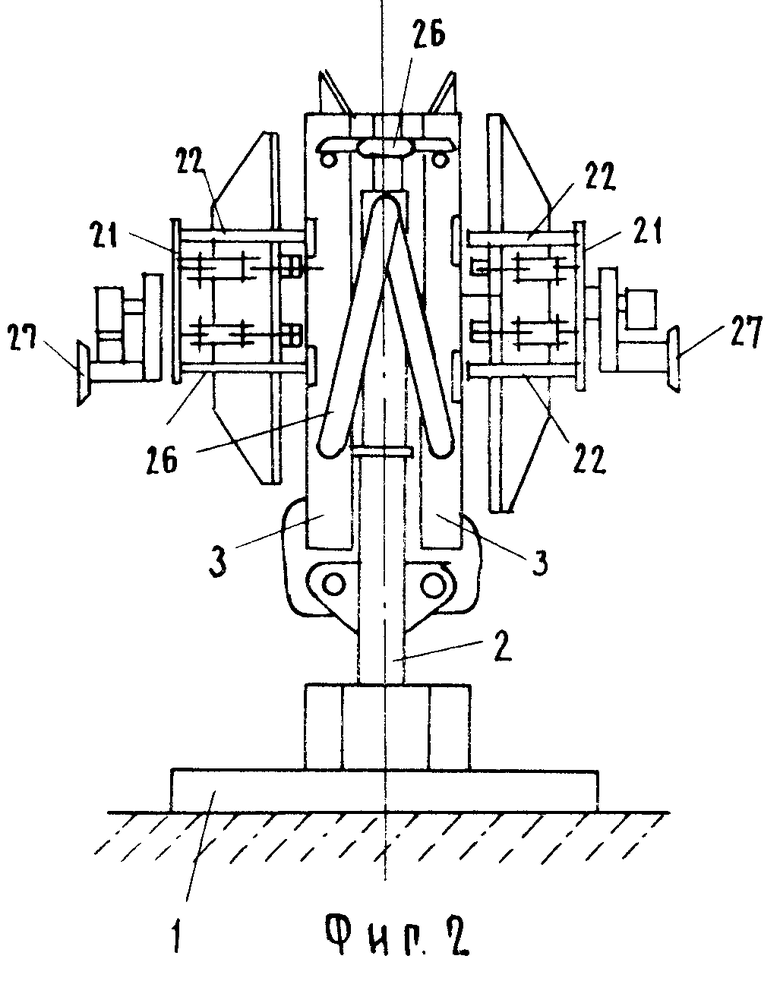
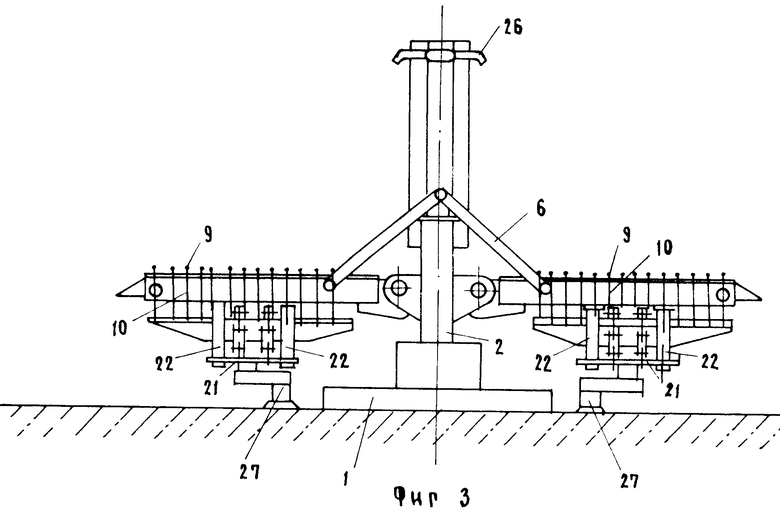
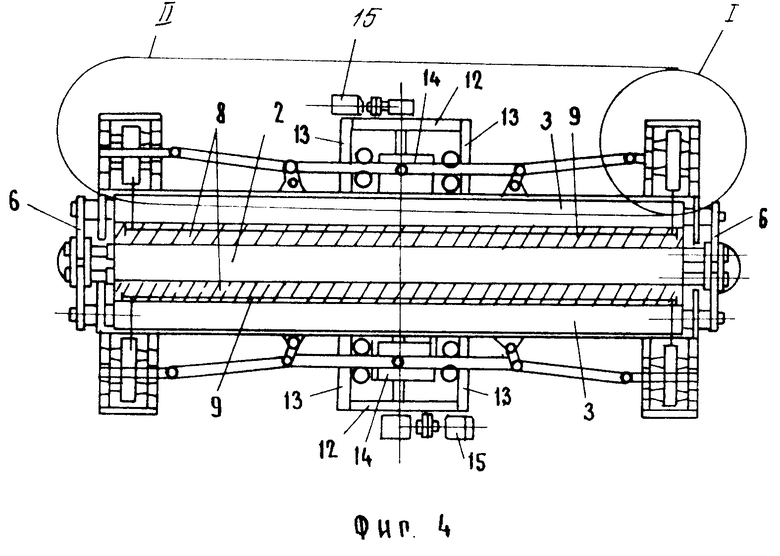
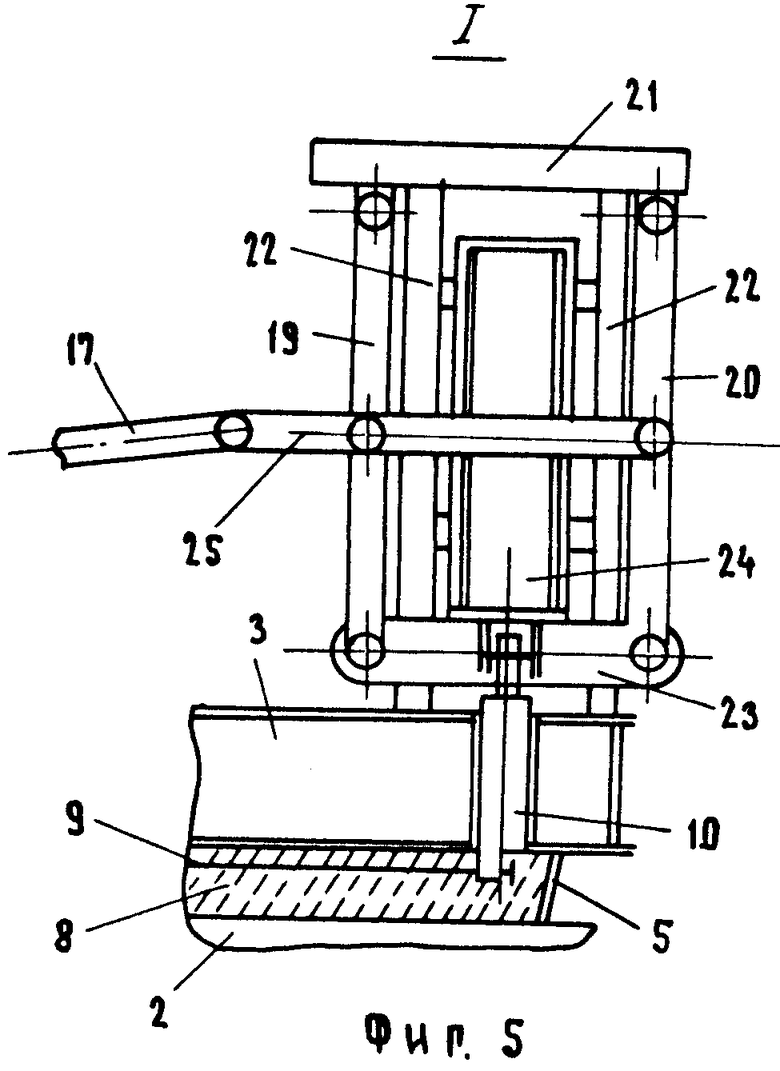
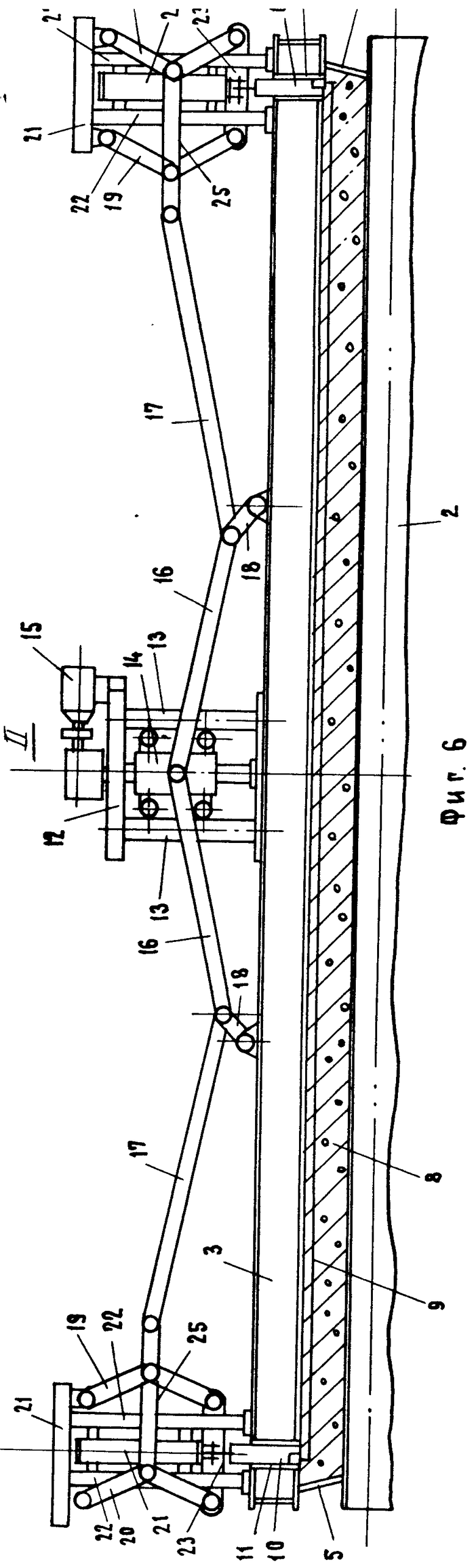
На фиг. 1 изображена установка для формования преднапряженных железобетонных изделий, общий вид; на фиг.2 то же, вид сбоку (в закрытом положении); на фиг. 3 то же (в открытом положении); на фиг.4 то же, вид в плане (в закрытом положении); на фиг.5 узел I на фиг.4 (параллелограммная шарнирно-рычажная система, упоры выдвинуты); на фиг.6 узел II на фиг.4 (устройство для выдвижения и извлечения упоров, упоры извлечены).
Установка для формования преднапряженных железобетонных изделий состоит из основания 1, на котором смонтирован разделитель 2 с шарнирно закрепленными на нем бортами 3 с вибраторами 4. По торцам бортов 3 установлены боковые борта 5. Для поворота бортов 3 установлены распалубочные рычажные системы 6 с приводами 7.
В пределах изделия 8 в зоне выхода арматурных стержней 9 размещены упоры 10 для напрягаемой арматуры, установленные в направляющих втулках 11, жестко закрепленных в бортах 3.
Установка имеет устройства для выдвижения и извлечения упоров, выполненных в виде закрепленных на бортах 3 опорных рам 12 с направляющими 13, в которых размещены каретки 14, связанные с приводом 15.
Каждая каретка 14 посредством тяг 16 и 17, шарнирно соединенных между собой при помощи маятникового рычага 18, шарнирно закрепленного на борту 3, шарнирно соединена с параллелограммной шарнирно-рычажной системой.
Каждая параллелограммная шарниpно-рычажная система выполнена в виде пары двухзвенников 19 и 20. Двухзвенники 19 и 20 с одной стороны шарнирно закреплены на траверсе 21, смонтированной на направляющих стойках 22, а с другой стороны шарнирно закреплены на траверсе 23, подвижно установленной на направляющих стойках 22 и жестко связанной с подвижной балкой 24, соединенной с каждым упором 10.
Двухзвенники 19 и 20 соединены между собой и с тягой 17 при помощи тяги 25.
Для запирания бортов 3 в вертикальном положении на разделителе 2 установлен замок 26.
Для фиксации бортов 3 в горизонтальном положении предусмотрены опоры 27.
Установка для формования преднапряженных железобетонных изделий работает следующим образом.
Началом производственного цикла является подготовка установки к формованию. Для этого борта 3 открываются на 90о и устанавливаются на опоры 27 в горизонтальном положении. Производится чистка и смазка рабочих поверхностей. В упоры 10 производится укладка нагретых стержней 9. Далее включают привод 7 и с помощью распалубочных рычажных систем 6 борта 3 поворачивают в вертикальное положение до соприкосновения с боковыми бортами 5 разделителя 2. После этого закрывают замки 26 и производят укладку бетонной смеси, одновременно включают вибраторы 4. Производят термообработку изделий и начинают распалубку. Для этого предварительно извлекают упоры 10 по направляющим втулкам 11. При этом включают привод 15, установленный на опорной раме 12, каретки 14 начинают перемещаться по направляющим 13 в сторону, противоположную бортам 3, увлекая за собой тяги 16 и через маятниковые рычаги 18 тяги 17. Тяги 17 перемещают тяги 25, одновременно двухзвенники 19 и 20 складываются относительно траверс 21 и 23. При этом подвижная траверса 23 вместе с балкой 24 перемещается в направляющих стойках 22, увлекая за собой упоры 10, которые извлекаются из изделий 8, освобождая арматурные стержни 9.
После этого открывают замки 26 и приводом 7 и рычажными системами 6 поворачивают борта 3 вместе с изделиями 8 в горизонтальное положение на опоры 27. Производится съем изделий и подготовка установки к следующему циклу.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАНИПУЛЯТОР-УКЛАДЧИК ФОРМ | 1992 |
|
RU2037410C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2045397C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |
| Установка для изготовления преимущественно преднапряженных железобетонных изделий | 1986 |
|
SU1433813A1 |
| Установка для вертикалльного формования изделий из бетонных смесей | 1990 |
|
SU1719209A1 |
| Форма для изготовления преднапряженных железобетонных изделий | 1990 |
|
SU1715616A1 |
| Установка для формования объемных элементов | 1989 |
|
SU1749041A1 |
| КАНТОВАТЕЛЬ-ПАКЕТИРОВЩИК | 1992 |
|
RU2057699C1 |
| СПОСОБ УСИЛЕНИЯ СТЕН ЗДАНИЙ И СООРУЖЕНИЙ | 1991 |
|
RU2005865C1 |
Использование: в качестве оборудования для изготовления преднапряженных железобетонных изделий типа плит перекрытий, покрытий и т.п. Сущность изобретения: упоры для напрягаемой аппаратуры размещены в пределах изделия в зоне выхода арматурных стержней и установлены в направляющих втулках, жестко закрепленных на бортоснастке. Установка снабжена устройствами для выдвижения и извлечения упоров, выполненными в виде закрепленных на бортоснастке каждого изделия опорных рам с направляющими, в которых размещены приводные каретки. Каждая каретка соединена посредством тяг, связанных с маятниковым рычагом, шарнирно закрепленным на бортоснастке, с оппозитно расположенными относительно нее параллелограммными шарнирно-рычажными системами, а каждая система выполнена в виде пары двухзвенников, с одной стороны закрепленных на траверсе, жестко установленной на направляющих стойках, а с другой стороны закрепленных на траверсе, подвижно установленной на направляющих стойках и жестко связанной с подвижной балкой, соединенной с каждым упором. 6 ил.
УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, включающая основание, разделитель, поворотную бортовую оснастку с упорами для напрягаемой арматуры, приводную рычажную систему и вибраторы, отличающаяся тем, что упоры для напрягаемой арматуры размещены в пределах изделия в зоне выхода арматурных стержней и установлены в направляющих втулках, жестко закрепленных на бортоснастке, при этом установка снабжена устройствами выдвижения и извлечения упоров, выполненными в виде закрепленных на бортоснастке каждого изделия опорных рам с направляющими, в которых размещены приводные каретки, причем каждая каретка соединена посредством тяг, связанных с маятниковым рычагом, шарнирно закрепленным на бортоснастке, с оппозитно расположенными относительно нее параллелограммными шарнирно-рычажными системами, а каждая система выполнена в виде пары двухзвенников, с одной стороны закрепленных на траверсе, жестко установленной на направляющих стойках, а с другой стороны закрепленных на траверсе подвижно установленной на направляющих стойках и жестко связанной с подвижной балкой, соединенной с каждым упором.
| Установка для изготовления преимущественно преднапряженных железобетонных изделий | 1986 |
|
SU1433813A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
