Изобретение относится к строительной индустрии, а именно, к технологическому транспортному оборудованию для производства строительных изделий, например наружных стеновых панелей и плит перекрытий.
Известен автоматический захват, состоящий из рамы, связанной посредством тяг с траверсой, оборудованной крюковыми захватами и фиксирующим приспособлением.
Данный захват работает в комплекте с цеховым краном, что исключает автоматизацию технологического процесса и затрудняет управление. Кроме того, этот захват требует ручных операций по строповке.
Известен также укладчик форм, выполненный в виде приводной тележки, на которой смонтированы автозахват и лебедка, состоящая из четырех барабанов, попарно соединенных между собой и с общим приводом и связанных с автозахватом параллельными блочными системами запасовки несущих канатов. Автозахват выполнен в виде горизонтальных рам, подвижно связанных между собой. На нижней раме шарнирно закреплены крюковые захваты, связанные наклонными тягами с верхней рамой.
Указанный укладчик форм можно использовать в заданном режиме в технологическом процессе, так как его захват смонтирован на приводной тележке, снабженной механизмом подъема.
Недостатком данной конструкции является гибкая подвеска автозахвата, что приводит при длительной эксплуатации к нарушению горизонтальности несущей траверсы в пространстве и точности посадки формы в технологическом процессе.
Задачей изобретения является создание условий для точной установки формы на посадочное место и обеспечение горизонтальности при переноске форм.
Техническим эффектом при этом является повышение надежности в управлении и уменьшение ударных нагрузок при посадке форм, что приводит к увеличению срока службы формы.
Указанный технический результат достигается тем, что в манипуляторе-укладчике форм, включающем приводную тележку, на которой смонтирован механизм подъема, связанный с несущей траверсой с приводными крюковыми захватами, тележка снабжена каретками, установленными с возможностью перемещения посредством ходовых винтов, связанных с размещенными между ними приводом механизма подъема, оппозитно размещенными и закрепленными на тележке направляющими для кареток, механизм подъема выполнен в виде шарнирно-рычажной системы с оппозитно расположенными двумя парами сдвоенных рычагов, нижние концы которых шарнирно связаны с несущей траверсой, верхние посредством толкателей и тяг шарнирно соединены с каретками, а толкатели посредством тяг связаны шарнирно с тележкой.
Для одновременного вывода крюковых захватов из под формы последние выполнены поворотными в горизонтальной плоскости, при этом их привод снабжен единой рычажной системой, выполненной в виде оппозитно расположенных попарно трехгранников, связанных тягами с одной стороны с захватами, а с другой стороны с общей приводной кулисой.
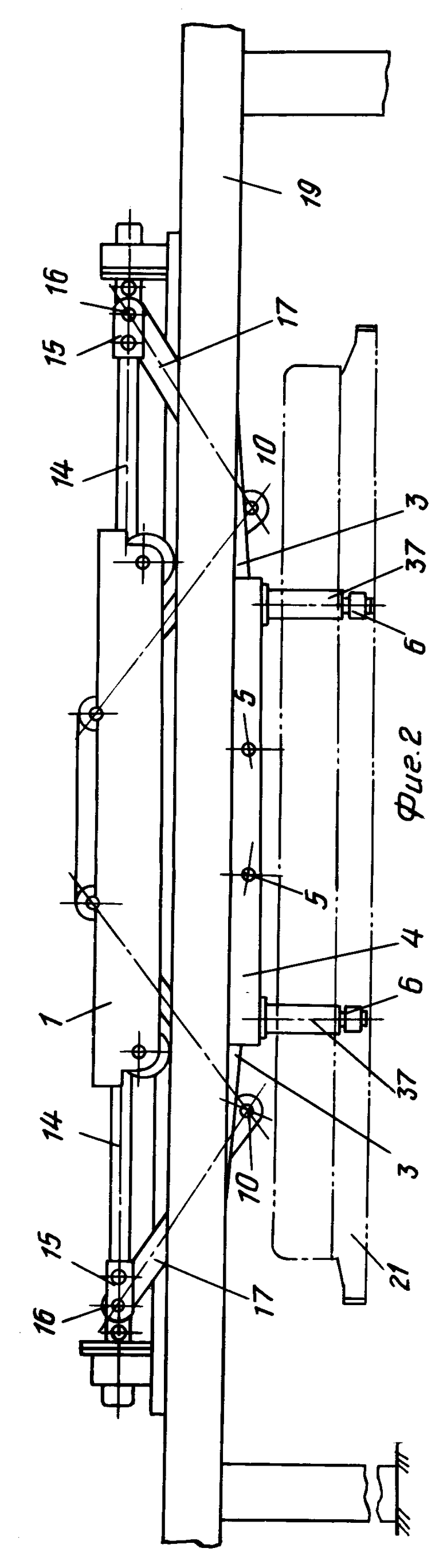
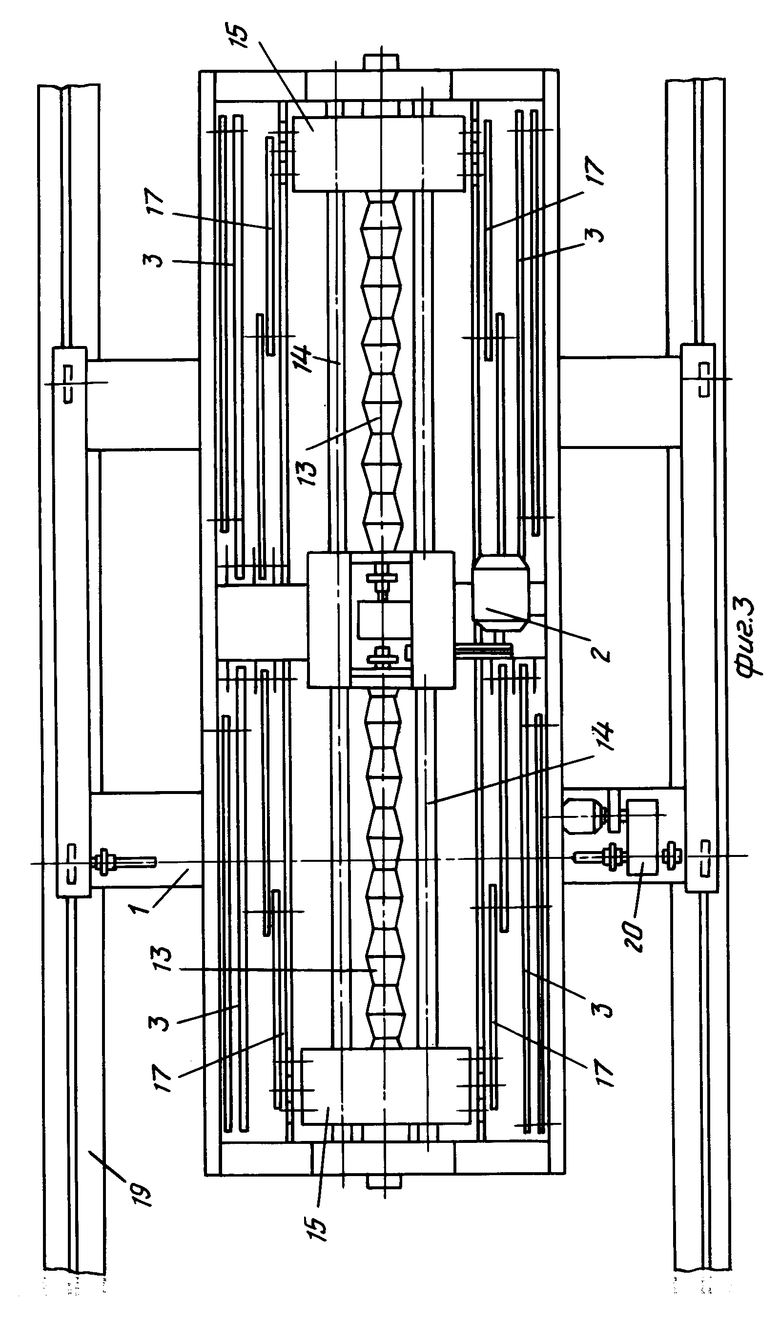
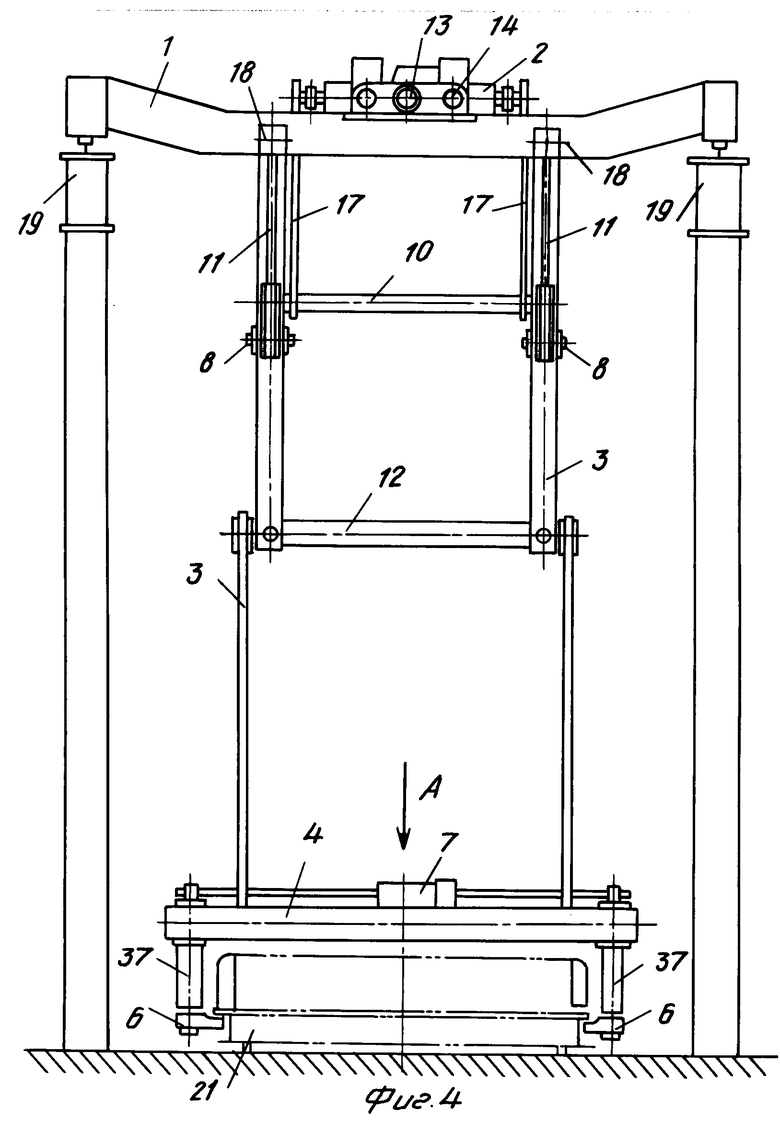
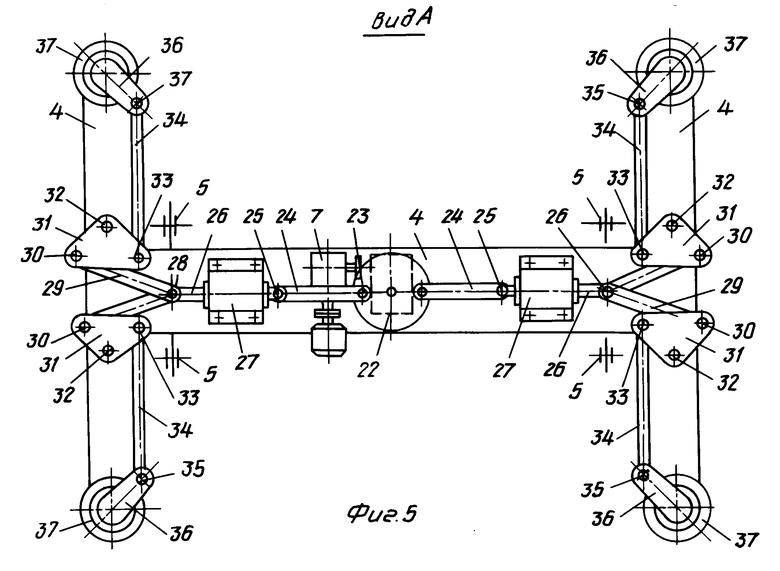
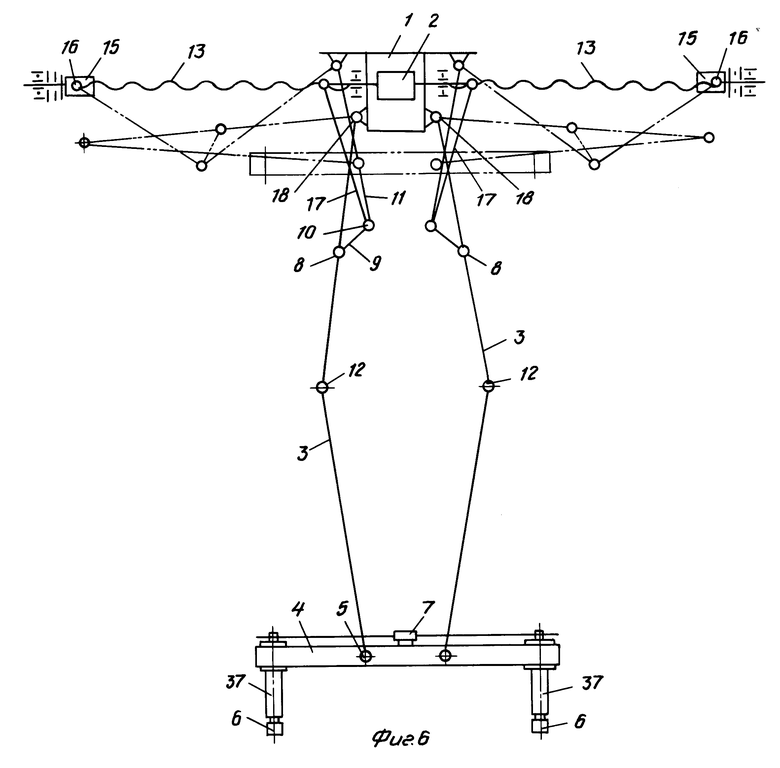
На фиг. 1 изображен манипулятор-укладчик форм, вид спереди (траверса в опущенном положении в момент захвата формы); на фиг.2 то же, в поднятом положении; на фиг.3 то же, вид в плане; на фиг.4 то же, вид сбоку в опущенном положении; на фиг. 5 вид по стрелке А на фиг.4 (приводная рычажная система крюковых захватов); на фиг.6 кинематическая схема механизма подъема.
Манипулятор-укладчик форм включает приводную тележку 1, на которой смонтированы механизм подъема с приводом 2 и оппозитно расположенные две пары сдвоенных рычагов 3.
Механизм подъема соединен с несущей траверсой 4 при помощи шарниров 5. На несущей травеpсе 4 смонтированы крюковые захваты 6, соединенные с приводом 7.
Верхние рычаги 3 при помощи шарниров 8 соединены с толкателями 9, которые при помощи шарниров 10 соединены с тягами 11. Верхние и нижние рычаги 3 попарно соединены между собой шарнирами 12.
На приводе 2 смонтированы оппозитно расположенные ходовые винты 13. На тележке 1 установлены направляющие 14 кареток 15. Каретки 15 посредством шарниров 16 соединены с тягами 17, которые вторым концом соединены с шарнирами 10.
Верхние рычаги 3 прикреплены к тележке 1 при помощи шарниров 18. Тележка 1 установлена на эстакаде 19 и имеет механизм передвижения 20 с дистанционным управлением.
На несущей траверсе 4 подвешена при помощи крюковых захватов 6 форма 21.
Привод 7 крюковых захватов соединен с поворотной кулисой 22. К кулисе 22 при помощи шарниров 23 прикреплены шатуны 24, которые посредством шарниров 25 связаны с тягами 26, установленными в направляющих опорах 27. Тяги 26 шарнирами 28 соединены с двухзвенниками 29, каждое звено которых соединено шарнирами 30 с трехгранниками 31. Трехгранники 31 при помощи шарниров 32 закреплены на траверсе 4, а при помощи шарниров 33 связаны с тягами 34, которые посредством шарниров 35 соединены с кривошипами 36, установленными соосно с захватами 6.
Кривошипы 36 и захваты 6 смонтированы в корпусах 37, жестко закрепленных на траверсе 4.
Настоящий укладчик форм входит в состав конвейерных линий и предназначен для переноса форм с изделием с поста формования в камеры термообработки изделий, а также для извлечения форм с изделием из камер и установки их на пост распалубки (не показаны).
Манипулятор-укладчик форм подают на пост формования, при этом несущая траверса 4 находится в крайнем верхнем положении. Тележку 1 устанавливают по оси поста и фиксируют. Затем включают привод 2 механизма подъема на опускание. При этом каретки 15 с помощью ходовых винтов 13 перемещаются по направляющим 14 навстречу друг другу.
Тяги 17 через шарниры 16 и 10 поворачивают тяги 11, которое воздействуют на толкатели 9 и через шарниры 8 поворачивают верхние рычаги 3 вокруг шарниров 18, а нижние рычаги вокруг шарниров 12 и 5. При этом происходит опускание траверсы 4 в заданное нижнее положение (захваты 6 заходят за верхнюю плоскость поддона с необходимым зазором). После этого включают привод 7 крюковых захватов.
Привод 7 поворачивает кулису 22, через шарниры 23 шатуны 24, через шарниры 25 перемещает тяги 26 в направляющих опорах 27 и через шарниры 28 двухзвенники 29. При этом через шарниры 30 происходит поворот трехгранников 31 вокруг шарниров 32 и их воздействие через шарниры 33 на тяги 34, которые через шарниры 35 поворачивают кривошипы 36 в корпусах 37. Таким образом, крюковые захваты 6 заходят под верхнюю плоскость поддона формы 21.
После этого привод 2 механизма включается на реверс (подъем), который происходит в обратном порядке.
Затем включается механизм передвижения 20 тележки 1, которая перемещается по эстакаде 19 в предназначенную камеру термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2045397C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |
| БЕТОНОУКЛАДЧИК | 1992 |
|
RU2037412C1 |
| ИСКУССТВЕННЫЙ ЛЕДЯНОЙ КАТОК | 1987 |
|
RU1510484C |
| КАНТОВАТЕЛЬ-ПАКЕТИРОВЩИК | 1992 |
|
RU2057699C1 |
| Кантователь | 1988 |
|
SU1664567A1 |
| Инерционный молот для погружения в грунт и извлечения из него несущих элементов | 1989 |
|
SU1767090A1 |
Использование: изобретение относится к технологическому транспортному оборудованию для производства строительных изделий. Сущность изобретения: манипулятор-укладчик форм включает тележку 1 со смонтированным на ней приводом, механизм подъема, состоящий из оппозитно расположенных двух пар сдвоенных рычагов 3. Верхние рычаги 3 соединены последовательно с толкателями 9 и тягами 11. На приводе оппозитно закреплены ходовые винты 13. На тележке 1 установлены направляющие 14 кареток 15. Каретки 15 соединены с тягами, которые соединены с шарнирами 10. 1 з.п. ф-лы, 6 ил.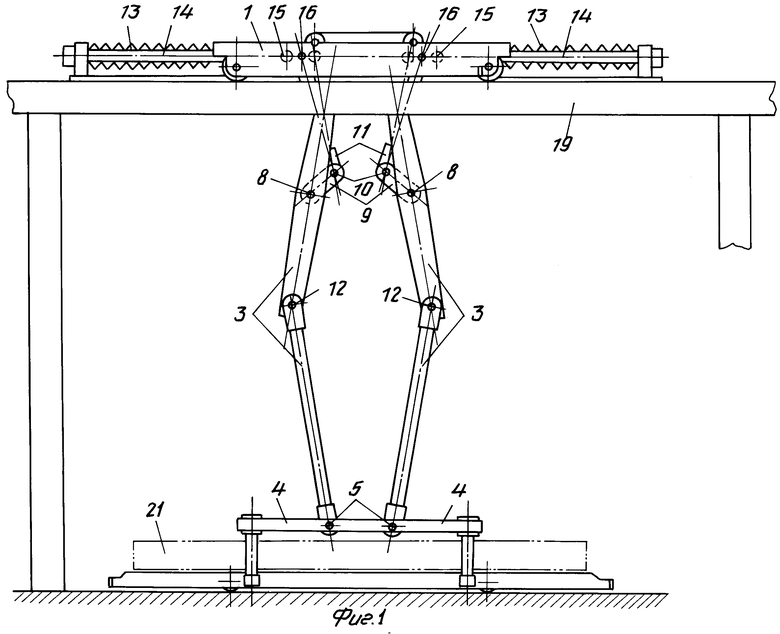
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
