Изобретение относится к термической обработке труб и может использоваться непосредственно на технологическом объекте, где установлены трубы, что исключает необходимость их демонтажа.
Одной из наиболее сложных операций термической обработки паропроводных труб без их демонтажа из технологических линий с помощью подвижных индукторов является прохождение изгибов труб. Для того чтобы осуществить эту операцию, устройство, предназначенное для транспортировки индуктора, должно быть устроено таким образом, чтобы при наличии таких свойств, как возможность транспортировки индуктора, защита индуктора от чрезмерного нагрева от разогреваемой трубы, защита нагреваемого участка трубы от излишних потерь тепла и т. п. это устройство позволило бы производить также движение вдоль оси трубы как на прямолинейных, так и на криволинейных участках (изгибах) паропровода.
Для того чтобы проходить изгибы трубы подвижным устройством, охватывающим эту трубу, необходимо, чтобы:
а) зазор между трубой и устройством был достаточно велик; или
б) при сравнительно небольшом зазоре между трубой и устройством данное устройство должно состоять из нескольких частей, связанных между собой и имеющих соответствующую степень вращения соседних элементов друг относительно друга в определенных пределах.
Следует отметить и еще один аспект проблемы максимально возможная длина устройства, т.к. от ее значения зависит производительность процесса. Чем больше длина, тем выше производительность, т.к. обрабатывается большая длина трубы. И величина длины индуктора сверху огранивается только располагаемой мощностью источника, подключенного к индуктору, и в какой-то мере располагаемой мощностью агрегата, обеспечивающего перемещение всего устройства.
Известен способ термообработки изогнутых труб, согласно которому на изгиб трубы устанавливают изогнутый, разъемный индуктор, которым осуществляют термообработку (см. заявку Японии N 50-32049, кл. C 21 D 9/08, 1975).
Недостатком известного способа является тот факт, что он позволяет производить термообработку только участка трубы, где расположен изгиб, и не позволяет производить термообработку прямолинейных участков трубы.
Наиболее близким к изобретению является способ, реализованный в устройстве для автоматического управления термической обработкой труб по патенту RU N 2037539, кл. C 21 D 9/08, 1995.
Согласно известному способу перемещают индуктор вдоль трубы, включая и криволинейные участки, и производят ее термическую обработку.
Недостатком известного способа является необходимость использования индуктора достаточного большого диаметра для прохождения им изгиба, что приводит к большим потерям тепла, повышенному расходу электроэнергии и т.д.
Задачей, решаемой изобретением, является термообработка труб с изгибами с получением технического результата, заключающего в увеличении производительности процесса термообработки с одновременным уменьшением потерь тепла и расхода электроэнергии.
Указанная задача решается за счет того, что при термической обработке изогнутой трубы перемещают два индуктора по трубе с противоположных сторон к середине изгиба трубы и устанавливают их вплотную друг к другу, включают индукторы и через промежуток времени, достаточный для проведения термической обработки, перемещают индукторы по трубе в противоположные стороны с последовательным проведением термической обработки участков трубы.
Указанный выше технический результат при использовании изобретения достигается за счет использования двух индукторов. Кроме того, необходимо подчеркнуть, что при использовании двух индукторов возможно уменьшение их внутреннего диаметра для возможности обработки изгиба, что, как указывалось выше, приводит к уменьшению потерь тепла.
На чертеже представлена схема устройства для реализации способа, на котором приведены следующие обозначения:
О-О плоскость симметрии непосредственно изогнутой части трубы; направления движения тележек 2 и 2' после проведения начальной стадии термической обработки изгиба.
направления движения тележек 2 и 2' после проведения начальной стадии термической обработки изгиба.
На изгиб трубы 1 устанавливают устройства (тележки) 2 и 2', обеспечивающие транспортировку гибких водоохлаждаемых индукторов 3 и 3', соответственно установленных на устройствах 2 и 2'. Устройства 2 и 2' несут еще одну технологическую нагрузку: они предназначены для теплоизоляции участка трубы под индуктором при термической обработке. На данном рисунке показана, но не обозначена теплоизоляция, достаточно гибкая, чтобы можно было пройти изогнутый участок трубы, на котором установлено устройство 2 (2'). Гибкие индукторы 3 и 3' устанавливаются на устройствах 2 и 2' таким образом, чтобы изоляция устройств 2 и 2' плотно без зазора соприкасалась друг с другом в районе плоскости О-О, а индукторы 3 и 3', каждый из которых кабелями 5 и 5' подключенный к своему источнику питания 4 и 4', были намотаны в одну сторону и являлись продолжением один другого.
После нагрева трубы и необходимой выдержки по времени, регламентируемых технологией термической обработки, устройства 2 и 2' одновременно передвигаются вдоль трубы в разные стороны от плоскости симметрии О-О в направлениях  , последовательно подвергая термической обработке свой участок трубы.
, последовательно подвергая термической обработке свой участок трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1996 |
|
RU2092584C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ ТРУБ | 1992 |
|
RU2037539C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1992 |
|
RU2037538C1 |
| АВТОМАТИЧЕСКАЯ СИСТЕМА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1994 |
|
RU2061065C1 |
| СИСТЕМА УПРАВЛЕНИЯ ГОРЕНИЕМ ТОПЛИВА | 1999 |
|
RU2172896C2 |
| Многопостовая система питания | 1979 |
|
SU942919A1 |
| Устройство для термообработки | 1981 |
|
SU985090A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕПЛОВЫМ РЕЖИМОМ АГРЕГАТА | 1998 |
|
RU2141604C1 |
| СПОСОБ ПРАВКИ РЕЛЬСОВ ДЛЯ МАШИН ТЕПЛОВОЙ РЕЗКИ | 2017 |
|
RU2714980C2 |
| Многопостовая система питания индукционных нагревателей | 1978 |
|
SU735648A1 |
Изобретение относится к термической обработке труб и может использоваться непосредственно на технологическом объекте, где установлены трубы, что исключает необходимость их демонтажа. Существо изобретения заключается в том, что при термической обработке изогнутой трубы перемещают два индуктора с противоположных сторон к середине изгиба вплотную друг к другу, включают индуктором и после проведения термической обработки изгиба перемещают индукторы по трубе в противоположные стороны с последовательной термической обработкой участков трубы. 1 ил.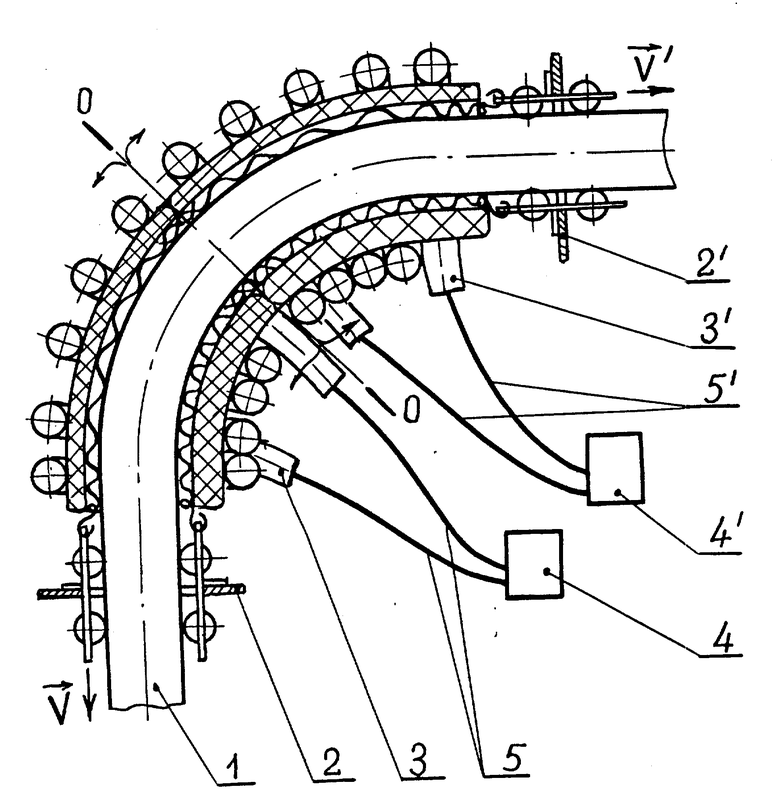
Способ термической обработки труб, включающий нагрев трубы перемещающимся индуктором, отличающийся тем, что при нагреве изогнутой трубы перемещают два индуктора по трубе с противоположных сторон к середине изгиба трубы и устанавливают их вплотную друг к другу, включают индукторы и через промежуток времени, достаточный для проведения термической обработки, перемещают индукторы в противоположные стороны с последовательным проведением термической обработки участков трубы.
| jP, заявка, 5032049, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| RU, патент, 2037539, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

