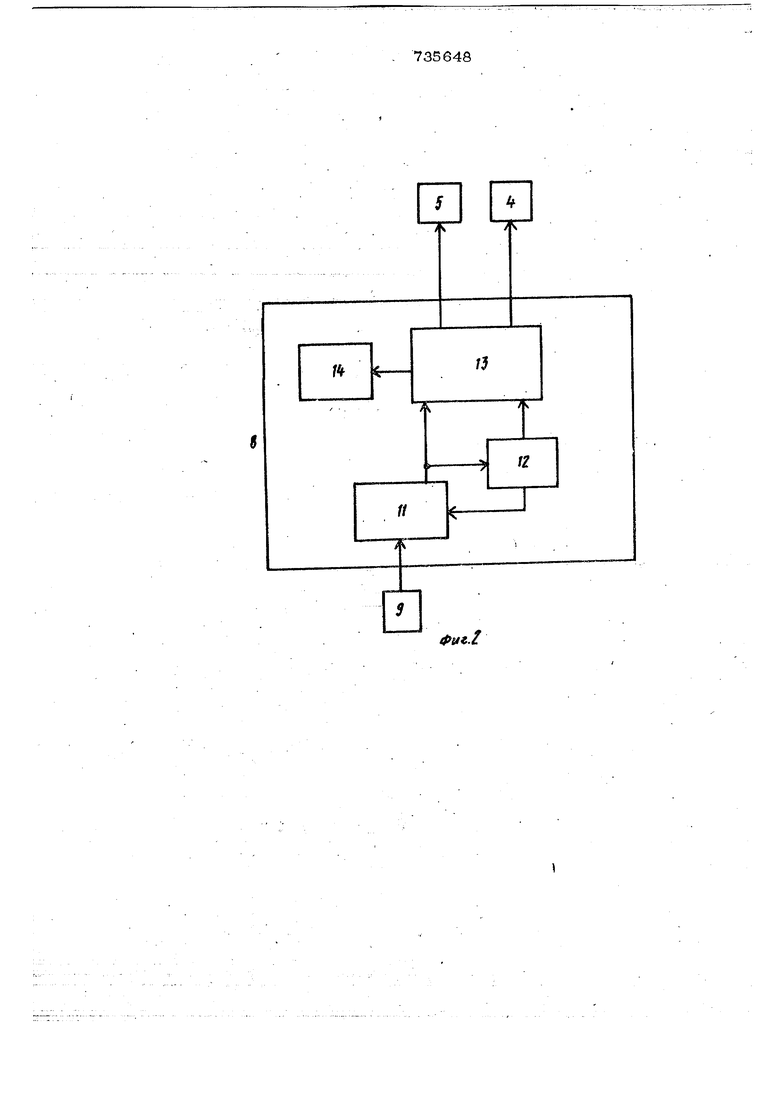
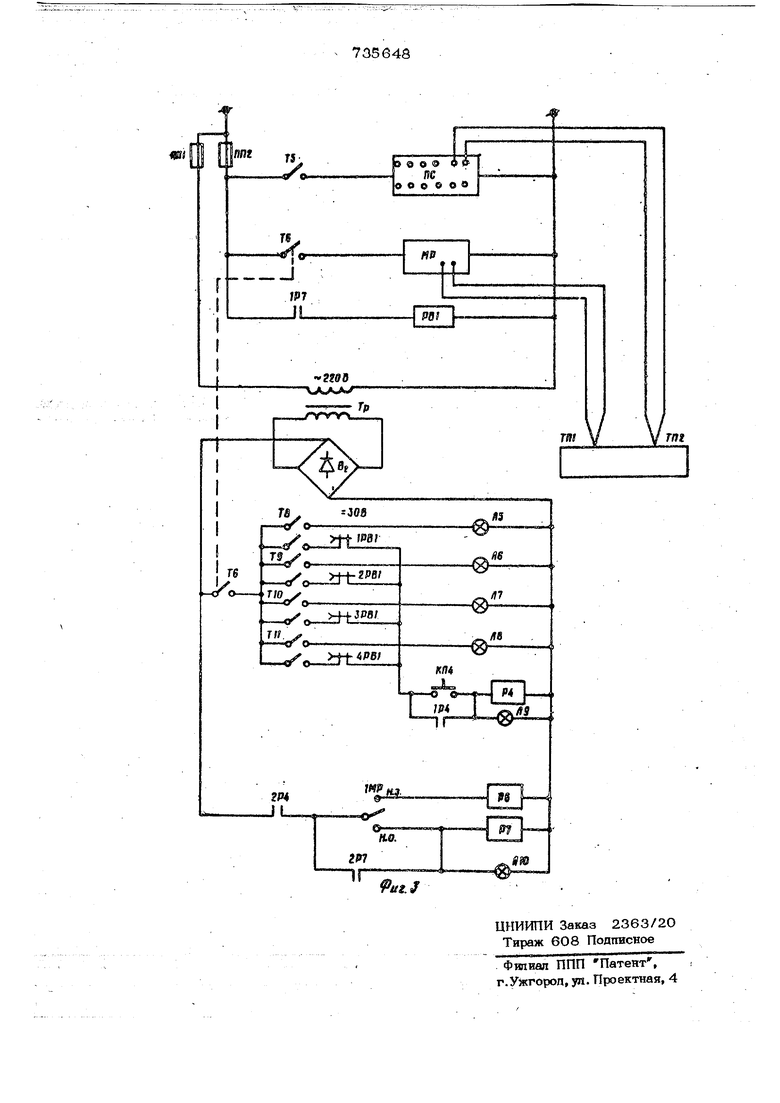
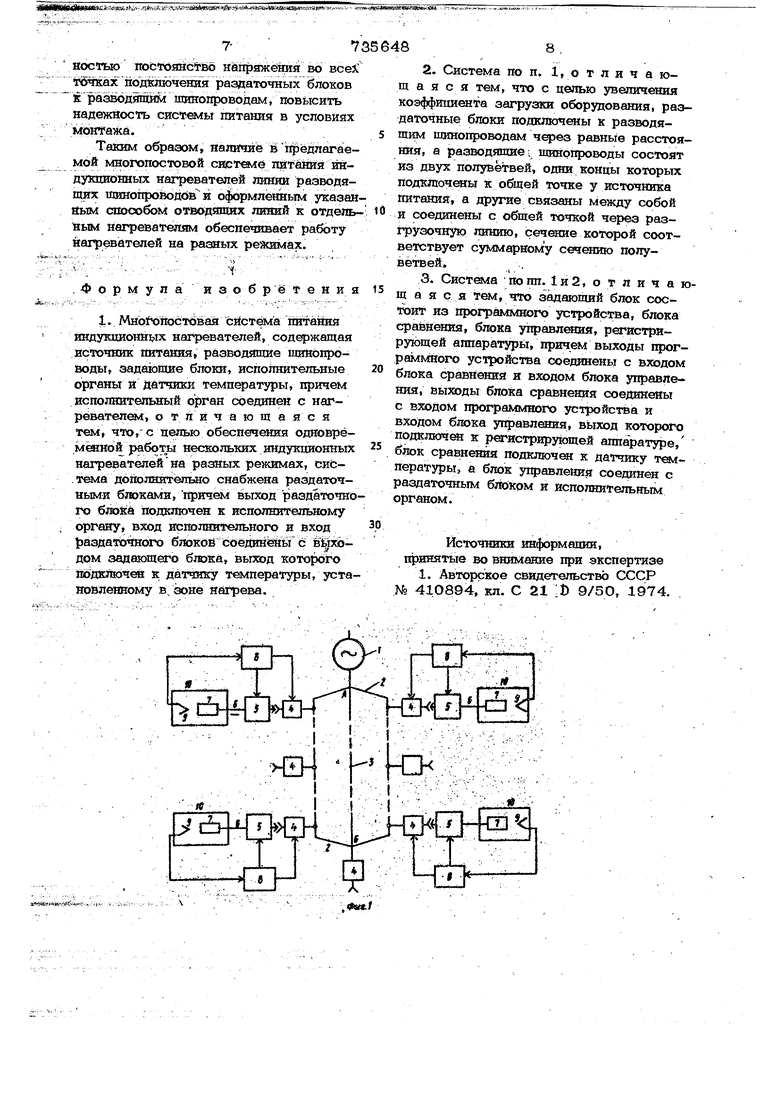
(54) МНОГОПОСТОВАЯ СИСТЕМА ПИТАНИЯ ИНДУКЦИОННЫХ НАГРЕВАТЕЛЕЙ , . . -. Изобретение относится к термической обработке, главным образом сварных сое динений трубопроводов при монтаже тепломеханического оборудования тегоювых и атомных электростанций, и в других областях народного хозяйства, где имеет ся большой объем сварочных работ. Известно устройство, сод жащее индукционные нагре§атели, источник пи;тания разводящие илинопроводы, задаюпше блоки, исполнительные органы и дат чики температуры, тгозволяюшее проводить одновременную термообработку сварных швов по одйому и тому же режиму ll. Недостатком таюго устройства ящляется то, что с его помощью нельзя обеспечить одновременную термообработку нескольких объе1стов на различйых режимах, кроме того, недостатком устройства является отсутствие зашиты от перегрузки и токов короткого замыкания, лри выходе из строя одного из индукторов, отключаются от источника питания все индукторы, в то как отключение на несколько секунд от источника питания при нагреве тонкостенных трубопроводов или ведение термообработки с жестким темп эатурным допуском приводит к j6paKy. Цель изобретения - обеспечение одновременной работы нескольких индукционных нагревателей на разных режимах. Это достигается за счет того, что многогахгтовая система питания индукщюняых нагревателей, содержащая источник Питания, разводящие шинопроводы, задающие блоки, датчики температуры, испоишггельные органы, подключенные к нагревателю, снабжена раздаточными блоками, выход раздаточного блока подключен к исшмшитепьнрму органу, вход нспблнитёлпыюго и вход раздаточного блоков-соё ДЕ1нены с выходом задающего блока, выход котчэрого подключен к датчику темиёратуры, установленному в зоне нагрева; раздаточные блоки подключены к разводятим шинопроводам через равные расстояния, а разводящие шинопроводы состоят из двух пол5гветвей,) одни концы которых подключены к общей точке у источника питания, а другие связан между собой и соединены с общей точкой через разгрузочную линию, сечение которой соответствует суммарному сечению полуветвей, кроме гого задающий блок состоит из программного устройства, блока сравнения, блока управления, регистрирующей аппаратуры, причем выходы программного устройства соединены с входом блока сравнения и входом блок управления, выходы блока сравнения соединены с входом программного устройств и входом блока управления, выход которого подключен к регистрирующей апгга ратуре, блок сравнения подключен к датчику температуры, а блок управления сое динен с раздаточным блоком и исполнительным органом. На фш. 1 схематически изображена многопостовая система питания индукционных нагревателей; на фиг. 2 - структурная схема задающего блока; на фиг. 3 электрическая схема задающего блока. На фиг. 1 к общей точке А у источника питания 1 подсоединены полуветви разводящего ипгаопровода 2, которые соединены между собой в точке Б. Точка А и Б связаны разгрузочной линией 3 На равных расстошшях по ;1лине развопящего щинопровода параллельно подключены раздаточные блоки 4 (на чертеже их семь), к силовым выводам четы рех из которых подсоединяются переносные исполнительные органы 5, связанны фидерами б с ивдукционными нагревателями 7. Управление работой индукционных нагревателей осуществляется через исполнительные органы от задающих блоков 8 которые получают информацию о пропессе нагрева от датчиков 9, установленны в рабочей зоне объектов нагрева 10. Система работает следующим образом От включенного источника питания 1 напряжение подается к раздаточным блокам 4, установленным через равные ра СТ05ШИЯ по всей длине разводящих щннопроводов 2. Количество раздатрчкых бло ков выбирается, как правило, несколько большим, чем Количество исполнительных органов 5. Делается это для удобства производства работ во всех точках монтажной площадки и для сокращения времени по подключению индующрнньгх на:s iA : eK. л--..,-----ревателей 7, установленных заранбе на бъектах нагрева Ю, через исполнительые органы 5 и раздаточные блоки 4 к сточнику питания. Установка блоков 4 продиктована нексолькими соображениями. С помощью этого блока осуществляется подключение и отключение отдельных линий индукционных нагревателей без отключе1шя источника питания от разводящих щинопроводов, или, другими словами, без нарушения режима работы в других линиях, подключенных к тому же источнику питания. Эту операцию оператор можйт осуществлять как на месте установки раздаточных блоков, так и дистанционно с задающего блока 8. При возникновении короткого замыкания в пеци индикатора раздаточный блок автоматически отключает ее от разводящих щиноттроводов, не выключая самого источника питания. В задающем блоке 8 ка кдого нагревателя устанавливается определенная программа, обеспечивающая вьгаолнение того или иного наперед заданного режяма нагрева объекта Ю. Команда от задающего блока выдается исполнительному органу 5, который осуществляет подачу питания к индукционному нагревателю 7 в соответствии с подключенными командами. Связь задающего блока с объектом нагрева выполнена через i датчик 9, который устанавливается в рабочей зоне данного индуктора. Задающий блок 8 см. фиг.2) конструктивно вътолнен из нескольких узлов. Сигнал об изменении температуры в зоне нагрева поступает от датчика 9 к блоку 11 сравнения, который осуществляет, сравнение полученного сигнала и заранее установленного. В качестве такого устройства может быть использован двухпозиЦИО1ШЫЙ пирометрический милливольтметр. Полученный сигнал рассогласования подается из блока сравнения на временное программное устройство 12, которым может быть реле времени ВС1О67У4 и : на блок 13 управления. БЛОК 13 может быть въшолнен по релейной схеме с набором пускорегулирующей аппаратуры. В блоке управления осуществляется выдача необходимых сигналов исполнительному органу 5 для поддержания заданного температурного) режима в зоне нагрева. Кроме того, с блока 13 вьщается сигнал на записьшающую, регистрирующую и сигнализирующую аппаратуру 14 После окончания термообработки, которой устанавливается заранее, программное устройство 12 подает сигнал блоку Ни через блок 13 к аппаратуре 14, исполнительному органу 5 и раздаточному блоку 4 на отключение всетх) поста термообработки от соответствующих источников питания. На фиг. 3 изображена электрическа задающего блока. Схема работает следующим образом. Тумблер Т5 включает в работу потенциометр (ПС) для записи температуры в зоне нагрева. тГумблер Т6 одним нормально открытым контактом включает в работу милливольтметр (МР/, с помощью которого осуществляется сравнен температуры в зоне нагрева с заданной и подключение источника питания к нагреваемому объекту, а вторым нормально открытым контактом подготавливаетс цепь реле Р4. Тумблеры Т5 и Тб являются элементами блока 13 управле гая. Для обеспечения системы питанием , постоянного тока напряжением в ЗОВ в схему введен трансформатор Тр и мост диодов. Соответствующая длительность режима выдержки задается с помощью одного из тумблеров Т8-Т11. Для включения реле Р4 необходимо нажать кнопку КП4, реле Р4 срабатывае и контактом 1Р4 блокирует кнопу КП 4 С помощью нормально открытого контакта 2Р4 реле Р4 подает питание на пере ключающий контакт IMP. С помощью МР фиксируется момент достижения заданной температуры в зоне нагрева, происходит отключение источника питания от нагреваемого объекта (на схеме не показано), переключающий контакт IMP из положения нормально закрытый переходит в положение нормально открытый, вктоочается реле Р7. Реле Р7 контактом 2Р7 блокирует переключающий контакт 1 МР, а контакт 1Р7 включает реле РВ1 времени выдерж ки температуры в зоне нагрева, играющее роль программного устройства 12. После отключения источника питания .от нагреваемого объекта осуществляется процесс вьщержки. Как только температура обрабатываемого объекта опускается ниже заданной, МР фиксирует sTOt происходит подключение источшгка шггашш (на схеме не показано) и температу ра в зоне нагрева повыщается до заранее задашюгх значения. Такое отключение и включение питания будет происходить в течение всего вретл«ш выдержки температуры нагрева. Как только ерабатывает реле РВ1 времени выдержки заканчивается процесс те| лообработки и отключается подача питания в зону наирева. В качестве датчиков температуры нагрева служат термопары ТП. Для защиты цепей управления установлены предохранители ПП1 и ПП2. Необходимость установки раздаточных блоков 4 на равном расстоянии вдоль полуветвей разводящего шинопровбда вытекает лз следующих соображений. Зона, в которой обеспечивается работа нагревателей от раздаточного блока 4, определяется длиной фидера 6, велич1Ша в этой цигга и из соображеш1й взаимозаменяемости для. всей системы питания выбирается постоянной. Для обеспечения надежной работы во всех точках монтажной площадки необходимо, чтобы рабочая зона любого раздаточного могла быть обслужена от смежных с movi, по крайней мере, двух раздаточных блоков. Таким образом, чтобы обеспечить работу нагревателей, установленных в любой точке монтажной площадки, необходимо впрЛне определенное и равно распределетюе вдоль разводящего шинопровода количество раздаточных блоков. При централизованной схеме питания индукционных нагревателей вопросу обеспечения во всех точках разводящего щцнопровода уделяется большое значение, так как при незначительных колебаниях напряжения (порядка il%) возможно подключение нагревателей независимо друг от друга, при котором не наблюдается вреднего влияния на режим Jtx работы. С этой целью в изобретении разводящие щинопроводы 2, имеющие протяжность порядка 400-8ОО и более, вьтолнены в виде двух полуветвей, одни концы которых подключены к общей точке А у источника питания, а другие связаны между собой и с этой общей точкой через разгрузочную линию 3, сечение которой соответч:твует суммарному сечению полуветвей. Установка разгрузочной линии в разводящих щинопроводах позволяет одновременно рещить несколько задач, а именью: обеспечить поддержание с задаююй точ7ностью постбяйствб напряжения во Bces тётаах подключения раздаточных блоков к ра13в6дя1щШ шннопроводам, повысить надежность системы питания в условиях Шйггажа. Таким образом, наличие ё тфёдлагаемой многопостовой системе питания индукционных нагревателей линии р1аэводящих Шйно1фободов и о |ормлешяым указан ным способом отводящих линий к отдеЛЕ ным нагревателям обеспечивает работу нагреВ(ателеЙ на разных режимах. Формула к 3 о б р ё Т е н и я 1. Мнр Чэпостбвая система питаэаия индукционных нагревателей, содержащая источник питания, разводящие шйНопроводы, задающие блоки, исполнительные органы и датчики температуры, причем исполнительный о;рган соединен с нагрввател«, о т л и ч а ю щ а я с я тем, что,с целью обеспечения одновременной paбoт J нескольких индукционных нагревателей на разных режимах, сиь. тема дополнительно снабжена раздаточными блоками,причем выход раздаточно го подкмючен к исполнительному органу вход исполнительного и вход раздаточпяого бяокой соединшй с вйходом задающего блока, выход которого подключен к датчику температуры, уста новленному вазоне нёгрева.
8 2.Система по п. 1, о т л и ч а ющ а я с я тем, что с целью увеличения коэффициента загрузки оборудования, раздаточные блоки подключены к разводящим шинопроводам через равные расстояния, а разводящие i шйнрпроводы состоят из двух полувётвей, одни концы которых подключены к общей точке у источника питания, а другие связаны между собой и соединены с общей точкой через разгрузочную линию, сечение которой соответствует суммарному сечению полуветвей. 3.Система по шт. 1и2, отличающ а я с я тем, что задающий блок состоит из программного устройства, блока сравнения, блока управл шя, регистрирующей аппаратурь, причем выходы программного устройства соединены с входом блока сравнения и входом блока управления, выходы блока сравне1шя соединены с входом программного) устройства и входом блока управления, выход которого подключен к регистрирующей аппаратуре, блок сравнения подключен к датчику температуры, а блок управления соединен с раздаточньп л блоком и исполнительным органом. Источники информация, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NO 410894, кл. С 21 Ъ 9/50, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопостовая система питания | 1979 |
|
SU942919A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Устройство для термообработки | 1983 |
|
SU1104175A1 |
| Многопостования система питания для электродуговой сварки | 1976 |
|
SU610627A1 |
| Устройство для термообработки | 1981 |
|
SU985090A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| МНОГОПОСТОВАЯ СИСТЕМА ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1970 |
|
SU274280A1 |
| МНОГОПОСТОВАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙСВАРКИ | 1970 |
|
SU282559A1 |
| Многопостовая система питания для сварки на постоянном токе | 1986 |
|
SU1409425A2 |
| Устройство для программного регулирования температуры инерционных объектов | 1988 |
|
SU1817070A1 |