Изобретение относится к области нанесения покрытий, касается ионоплазменной обработки изделий и может применяться в различных отраслях промышленности для нанесения упрочняющих и декоративных покрытий.
Известен способ нанесения покрытия на изделия методом ионного распыления, включающий создание в технологической вакуумной камере газовой плазмы, погружение в нее обрабатываемых изделий и бомбардировку распыляемой поверхности мишени заряженными частицами плазмы путем подачи на мишень высоковольтного отрицательного потенциала (ELECTRONIC COMPONENTS, march 1970, р.286, 287).
Известно также устройство для нанесения покрытия методом ионного распыления (триодная система), в котором реализован упомянутый способ, содержащее технологическую вакуумную камеру, в которой расположены два электрода (горячий катод и анод) электрического разряда, соединенные с разноименными полюсами источника электропитания разряда, мишень с распыляемой поверхностью, электрически связанную с отрицательным полюсом источника постоянного тока высокого напряжения, и держатель для изделий (ELECTRONIC COMPONENTS, march 1970, р.286, 287).
Недостатком указанного способа и реализующего его устройства является неоднородность плотности ионов, бомбардирующих мишень, что создает трудности с получением однородного по толщине покрытия на площади размером более чем несколько сантиметров.
В основу изобретения положена задача обеспечить возможность однородного по толщине покрытия на крупногабаритные изделия.
Задача достигается тем, что по способу нанесения покрытий на изделия методом ионного распыления, включающему создание в технологической вакуумной камере газовой плазмы, погружение в нее обрабатываемых изделий, бомбардировку поверхности мишени заряженными частицами плазмы путем подачи на мишень высоковольтного отрицательного потенциала и последующее осаждение ионов металла, согласно изобретению газовую плазму создают путем сепарации электронов из металлогазовой ступени двухступенчатого вакуумно-дугового разряда с холодным катодом, а при погружении изделия в плазму, по меньшей мере, часть покрываемой поверхности изделий погружена в область плазмы с максимальной плотностью, расположенную в разрядной зоне со стороны катода, и с возможностью перемещения этой области относительно поверхности изделия в процессе осаждения. При этом перемещение области плазмы с максимальной плотностью относительно поверхности изделия можно вести путем изменения направления электронного тока разряда или путем изменения расстояния между электродами вакуумно-дугового разряда, имеющими потенциал противоположного знака.
Задача достигается также тем, что устройство для нанесения покрытия на изделия методом ионного распыления, содержащее технологическую вакуумную камеру, расположенные в ней два электрода электрического разряда, соединенные с разноименными полюсами источника электропитания разряда, держатель для изделий и мишень с распыляемой поверхностью, электрически связанную с отрицательным полюсом источника постоянного тока высокого напряжения, согласно изобретению снабжено средством коммутации, установленным в цепи электропитания разряда с возможностью поочередного подключения электродов разряда к любому одноименному полюсу источника электропитания разряда, и средствами, не проницаемыми для ионов металла, расположенными в зонах рабочих поверхностей электродов разряда оппозитно последним, причем мишень размещена между электродами разряда так, что ее поверхность параллельна оси разрядного промежутка между катодом и анодом.
Мишень может быть выполнена в виде полого цилиндра, расположенного в центральной части камеру между взаимообращенными рабочими поверхностями электродов, а непроницаемым для ионов металла средством в этом случае служит соответствующий торец мишени.
Мишень может быть выполнена в виде плоского протяженного элемента, расположенного между боковыми поверхностями электродов, а непроницаемым для ионов металла средством в этом случае являются соответствующие участки внутренней поверхности камеры.
В другом варианте выполнения устройство для нанесения покрытия на изделия методом ионного распыления, содержащее технологическую вакуумную камеру, расположенные в ней два основных электрода электрического разряда, соединенные с полюсами источника электропитания разряда, держатель для изделий и мишень с распыляемой поверхностью, электрически связанную с отрицательным полюсом источника постоянного тока высокого напряжения, согласно изобретению снабжено средствами, не проницаемыми для ионов металла, дополнительным электродом, связанным с положительным полюсом источника электропитания разряда через управляемый ключ, и средством коммутации установленным в цепи источника электропитания разряда с возможностью одновременного или поочередного подключения основных электродов к отрицательному полюсу источника электропитания разряда при замкнутом управляемом ключе дополнительного электрода и поочередного подключения основных электродов к любому одноименному полюсу источника электропитания разряда при замкнутом ключе дополнительного электрода, а мишень расположена между основными электродами так, что ее поверхность параллельна оси разрядного промежутка между катодом и анодом.
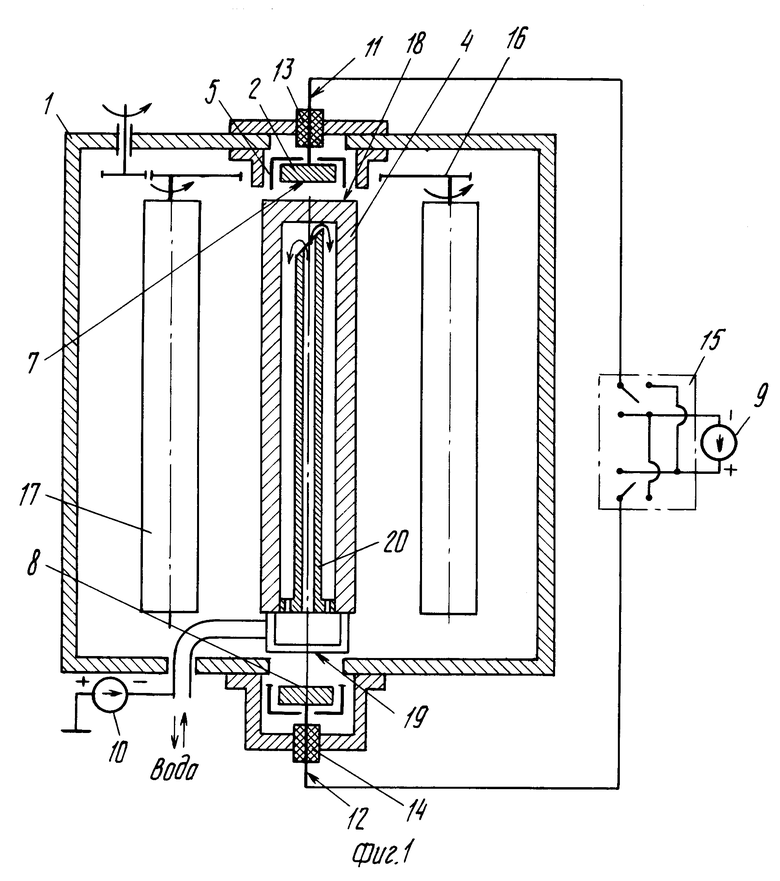
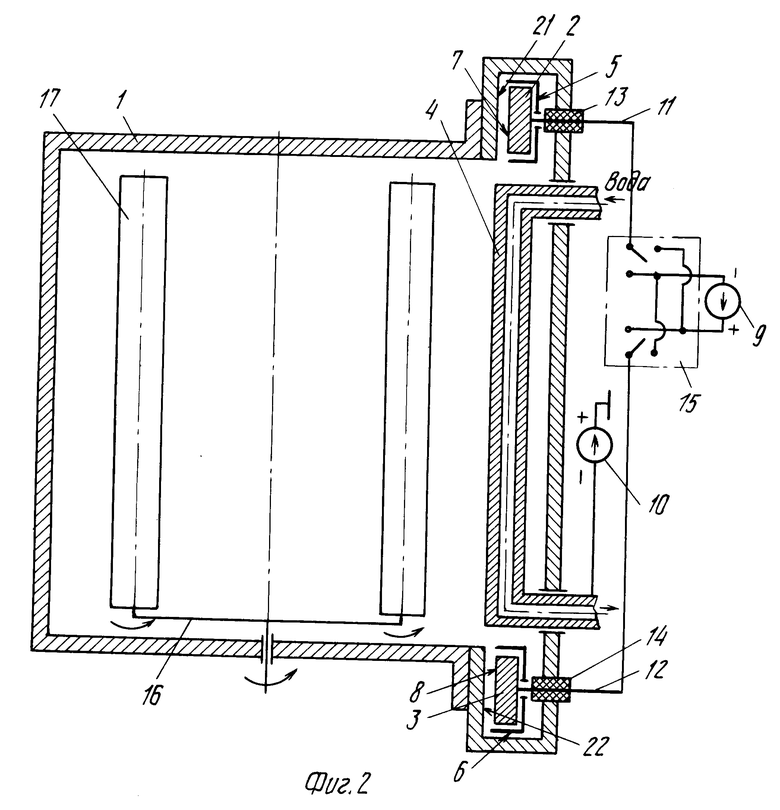
На фиг.1 изображено устройство для нанесения покрытия на изделия методом ионного распыления, продольный разрез; на фиг.2 то же, второй вариант устройства; на фиг.3 то же, третий вариант устройства.
Предложенный способ нанесения покрытия на изделия включает создание в технологической вакуумной камере газовой плазмы путем сепарации электронов из металлогазовой ступени двухступенчатого вакуумно-дугового разряда с холодным катодом, бомбардировку распыляемой поверхности мишени заряженными частицами плазмы путем подачи на мишень высоковольтного отрицательного потенциала и последующее осаждение на изделия ионов металла мишени, при этом при погружении изделия в плазму, по меньшей мере, часть покрываемой поверхности изделий погружена в область плазмы с максимальной плотностью, расположенную в разрядной зоне со стороны катода и с возможностью перемещения этой области относительно поверхности изделия в процессе осаждения.
При этом перемещение области плазмы с максимальной плотностью относительно поверхности изделий можно обеспечивать изменением направления электронного тока разряда или изменением расстояния между электродами вакуумно-дугового разряда, имеющими потенциал противоположного знака.
Устройство для нанесения покрытия на изделия имеет технологическую вакуумную камеру 1, в которой размещены два электрода 2 и 3 электрического разряда. Между электродами 2 и 3 установлена мишень 4 с распыляемой поверхностью. Электроды 2, 3 заключены в электрически изолированные экраны 5, 6 соответственно, которые ограничивают рабочие поверхности 7, 8 электродов 2, 3. Электропитание устройства осуществляется от источника 9 пониженного напряжения электропитания разряда и источника 10 постоянного тока высокого напряжения. Электроды 2, 3 соединены с токоподводами 11, 12, которые через изоляторы 13, 14 соответственно выведены наружу вакуумной камеры 1 и через средство 15 коммутации соединены с разноименными полюсами источника 9. Установленное в цепи электропитания разряда средство 15 коммутации обеспечивает поочередное подключение электродов 2, 3 разряда к любому одноименному полюсу источника 9, т.е. каждый из электродов может являться холодным катодом или анодом двухступенчатого вакуумно-дугового разряда. Мишень 4 соединена с отрицательным полюсом источника 10 постоянного тока высокого напряжения, положительный полюс которого заземлен.
Кроме того, в устройстве имеются средства, не проницаемые для ионов металла, генерируемых с рабочих поверхностей 7, 8 электродов 2, 3, расположенные в зоне рабочих поверхностей 7, 8 этих электродов 2, 3 оппозитно последним. В камере 1 установлен держатель 16 для изделий 17. Держатель соединен с приводом, обеспечивающим планетарное перемещение изделий.
Мишень 4 в одном исполнении (фиг.1) выполнена в виде полого цилиндра и расположена между взаимообращенными рабочими поверхностями 7, 8 электродов 2, 3 в центральной части камеры 1. В этом исполнении непроницаемым для ионов металла средством для каждого из электродов 2, 3 служит соответствующий торец 18, 19 мишени 4. Внутри полого цилиндра мишени 4 расположена магистраль 20 системы жидкостного охлаждения.
По фиг.2 мишень 4 выполнена в виде плоского протяжного элемента, который расположен между боковыми поверхностями электродов 2, 3. В этом исполнении непроницаемым для ионов металла средством для каждого из электродов 2, 3 является соответствующий участок 21, 22 внутренней поверхности камеры 1.
Согласно другому варианту выполнения устройство (фиг.3) содержит технологическую вакуумную камеру 1, в которой размещены два основных электрода 2 и 3 электрического разряда. Между основными электродами 2 и 3 установлена мишень 4 с распыляемой поверхностью. Электроды 2, 3 заключены в электрически изолированные экраны 5, 6 соответственно, которые ограничивают рабочие поверхности 7, 8 электродов 2, 3. Электропитание данного устройства осуществляется от источника 9 электропитания разряда и источника 10 постоянного тока высокого напряжения. Электроды 2, 3 соединены с токоподводами 11, 12, которые через изоляторы выведены наружу вакуумной камеры 1 и через средство 15 коммутации соединены с источником 9. Мишень 4 соединена с отрицательным полюсом источника 10 постоянного тока высокого напряжения, положительный полюс которого заземлен. В зоне распыляемой поверхности мишени 4 установлен дополнительный электрод 23, который посредством токоподвода 24, выведенного через изолятор 25 наружу камеры 1, связан с положительным полюсом источника электропитания разряда через управляемый ключ 26. Дополнительный электрод установлен с возможностью перемещения в направлении любого из основных электродов 2, 3.
Средство 15 коммутации включено в цепь электропитания разряда с возможностью одновременного или поочередного подключения основных электродов 2, 3 к отрицательному полюсу источника 9 электропитания разряда при замкнутом управляемом ключе 26 и поочередного подключения к любому одноименному полюсу источника 9 электропитания разряда при разомкнутом ключе 26. Такое подключение обеспечивает следующее.
При одновременном подключении электродов 2, 3 к разноименным полюсам источника электропитания разряда (т.е. когда ключ 26 разомкнут) с последующим синхронным изменением полярности на электродах зона газовой плазмы с максимальной плотностью циклически перемещается от одного конца длинномерного обрабатываемого изделия к другому. Соответственно перемещается и зона максимальной интенсивности распыления мишени от одного ее конца к другому. Это позволяет регламентированно варьировать толщиной осаждаемого покрытия по длине обрабатываемого изделия.
При одновременном подключении электродов 2, 3 к одноименному (отрицательному) полюсу источника электропитания, т.е. в случае, когда ключ 26 замкнут и дополнительный электрод 23 является анодом разряда, можно в определенных пределах (по отношению к первому, описанному случаю) варьировать плотностью плазмы и соответственно интенсивностью распыления поверхности мишени 4 в центральной части обрабатываемого изделия. В этом случае можно обеспечить равномерную толщину пленочного покрытия по всей длине обрабатываемого изделия, а не только в зоне его концов и, кроме того, ограничить зону обработки изделия расстоянием между дополнительным электродом 23 и одним из электродов 2, 3 в случае, если другой электрод отключен от источника электропитания разряда.
В устройстве имеются для каждого из электродов 2, 3 средства, не проницаемые для ионов металла, генерируемых с рабочих поверхностей 7, 8 электродов 2, 3. В конкретном выполнении (на фиг.3) этими средствами являются торцы 18, 19 мишени, выполненной в виде полого цилиндра.
В камере 1 установлен также держатель 16 для изделий 17, получающих планетарное перемещение от привода.
Устройство, приведенное на фиг.1, работает следующим образом.
С помощью системы поджига (не показаны) между электродами 2 и 3 возбуждается двухступенчатый вакуумно-дуговой разряд. При этом один из электродов, подключенный к отрицательному полюсу источника 9, является холодным катодом дугового разряда, а другой, подключенный к положительному полюсу источника 9, является анодом дугового разряда. Ионная компонента плазмы дугового разряда экранируется от проникновения в объеме камеры 1, а электронная компонента распространяется в направлении к аноду, ионизируя рабочий газ, например Ar или Nr, давление которого в рабочем объеме составляет (3-7)˙10-3 мм/рт. ст. При этом максимальную плотность имеет ионная компонента вблизи поверхности мишени 4, и под действием отрицательного электрического поля, создаваемого мишенью, ионы газа бомбардируют ее поверхность с энергией, соответствующей отрицательному потенциалу мишени 0,7-1,2 кВ, вызывая ее распыление. Распыленные атомы конденсируются на поверхности изделия 17, находящейся в данный момент против мишени 4.
При повышенной длине мишени 4 плотность ионов в плазме вдоль ее длины снижается в направлении к аноду в связи со снижением плотности электронов, что приводит к неоднородности скорости распыления мишени 4 (ее снижению вблизи анода).
С целью повышения однородности производится чередование подключения электродов 2, 3 к полюсам источника 9 пониженного напряжения. После переключения производятся поджиг и возбуждение разряда между электродами, причем электрод, который был в предыдущем цикле катодом, становится анодом и наоборот.
Описанное переключение повторяется непрерывно в течение всего процесса нанесения покрытия с частотой, задаваемой с помощью соответствующей автоматической системы (не показана).
При нанесении покрытия на длинномерные изделия и использовании мишени с увеличенной длиной для повышения стабильности горения разряда и его однородности предусмотрен вариант устройства по фиг.3 с дополнительным электродом 23 (анодом). В этом случае возбуждается двухступенчатый вакуумно-дуговой разряд между каждым из электродов 2, 3, которые являются холодными катодами дугового разряда, и дополнительным электродом 23, который является анодом дугового разряда. Электронная компонента плазмы каждого разряда ионизирует рабочий газ, а распыленные им атомы металла мишени 4 осаждаются на поверхности изделия.
Если размеры (высота) изделия 17 значительно меньше размеров (высоты) мишени 4, то дополнительный электрод 23 можно установить на участке, соответствующeм размеру изделия, и включением в цепь электропитания разряда одного из электродов, расположенного со стороны изделия, производить распыление только части мишени, что обеспечивает экономию материала мишени.
Таким образом, изобретение обеспечивает нанесение качественного покрытия заданной толщины по всей поверхности изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИОННО-ПЛАЗМЕННЫМ МЕТОДОМ | 1992 |
|
RU2022057C1 |
| Газоразрядное распылительное устройство на основе планарного магнетрона с ионным источником | 2020 |
|
RU2752334C1 |
| УСТАНОВКА ДЛЯ КОМПЛЕКСНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2453629C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2037561C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2450083C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОЧИЩЕННЫХ ПОДЛОЖЕК ИЛИ ЧИСТЫХ ПОДЛОЖЕК, ПОДВЕРГАЮЩИХСЯ ДОПОЛНИТЕЛЬНОЙ ОБРАБОТКЕ | 2006 |
|
RU2423754C2 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| Устройство для синтеза и осаждения металлических покрытий на токопроводящих изделиях | 2016 |
|
RU2649904C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2061092C1 |
| Способ нанесения покрытий путем плазменного напыления и устройство для его осуществления | 2015 |
|
RU2607398C2 |
Использование: в области нанесения покрытий на изделия, при ионно-плазменной обработке. Сущность изобретения: в технологической вакуумной камере создают газовую плазму путем генерации электронов из металлогазовой плазмы двухступенчатого вакуумно-дугового разряда с холодным катодом, бомбардируют распыляемую поверхность мишени заряженными частицами плазмы путем подачи высоковольтного отрицательного потенциала на мишень и осаждают ионы металла мишени на изделие. Причем в процессе нанесения покрытия область газовой плазмы с максимальной плотностью создают поочередно в зонах различных концов изделия. В вакуумной камере 1 установлены два электрода 2, 3, соединенные с источником 9 электропитания разряда через средство 15 коммутации и мишень 4, соединенную с отрицательным полюсом источника 10 постоянного тока высокого напряжения. Установленное в цепи электропитания разряда средство 15 коммутации обеспечивает поочередное подключение к любому одноименному полюсу источника 9 электродов 2, 3. В другом варианте выполнения в зоне распыляемой поверхности мишени 4 установлен с возможностью перемещения дополнительный электрод 23, который соединен с положительным полюсом источника 10 через управляемый ключ 26. В этом варианте средство 15 коммутации обеспечивает одновременное или поочередное подключение электродов 2, 3 к отрицательному полюсу источника 10 при замкнутом ключе 26 и их поочередное подключение к любому одноименному полюсу источника 10 при разомкнутом ключе 26. 3 с. и 4 з.п. ф-лы, 3 ил.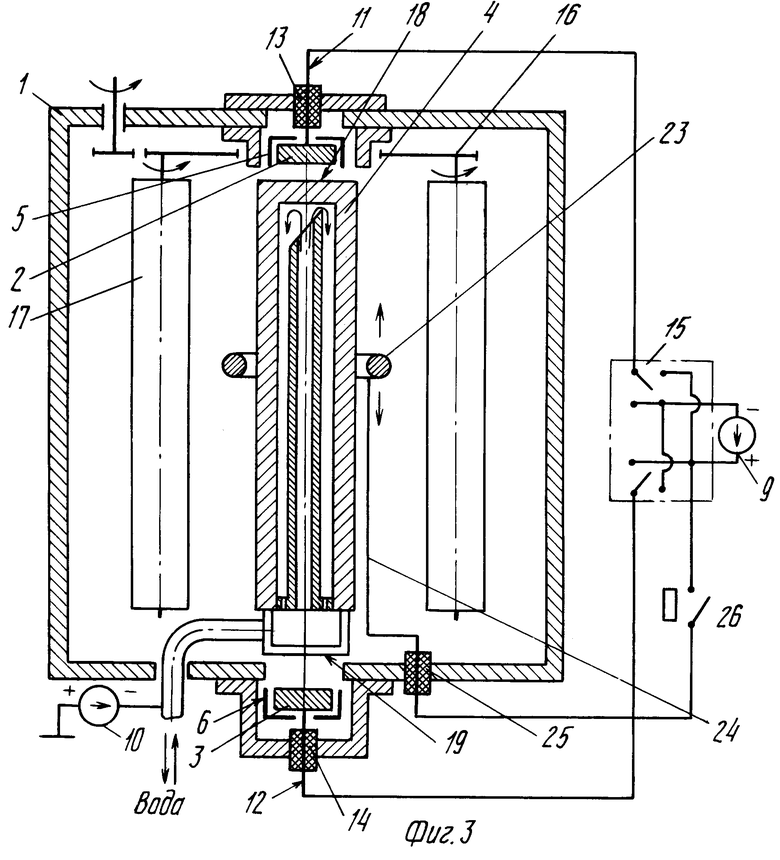
| Способ обработки изделий в установках вакуумно-плазменного нанесения покрытий | 1991 |
|
SU1834911A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
