Изобретение относится к области сверхпроводимости и может быть использовано при изготовлении крупногабаритных изделий сложной формы, в частности экранов для защиты радиоэлектронных приборов, микроэлектронных устройств от внешнего электромагнитного излучения.
Известен способ изготовления сверхпроводящих пленок [1] согласно которому на подложку наносят оксидный слой керамики с последующим его облучением светом, включающим УФ-лучи, в атмосфере газа, состоящего из кислорода и кислородсодержащего соединения N2O. При этом УФ-лучи, испускаемые эксимерным лазером, нагревают подложку и разлагают N2O с образованием кислородных радикалов, которые обеспечивают активизирующее оксидирование поверхности пленки. Этот способ преследует цель повышения устойчивости полученной сверхпроводящей пленки к воздействию окружающей среды.
Известен также способ газоплазменного напыления покрытия на полые тонкостенные цилиндрические стальные детали [2] при котором обрабатываемую деталь закрепляют в подходящем устройстве, обеспечивающем вращение и возможность последовательной обработки ее поверхности. Перед нанесением покрытия из материала ПН70Х17С4РУ на каждый элемент обрабатываемой поверхности протяженной детали его нагревают с помощью индуктора до температуры 120.150оС с подачей в зону нагрева инертного газа. После нанесения покрытия на удлиненную цилиндрическую деталь участки ее поверхности снова последовательно попадают в зону действия индуктора, где и происходит окончательное оплавление состава материала. Затем деталь помещается в термостат для проведения термообработки. В данном случае индуктор используется в качестве удобного источника тепла для разогрева поверхности детали на месте ее установки, в частности на токарном станке.
Рассмотренные выше способы получения покрытий не могут быть использованы для производительного нанесения качественных сверхпроводящих пленок на габаритные изделия со сложной, проводящей электрический ток поверхностью, так как при осуществлении этого прецизионного процесса требуется соблюдение и взаимоувязка целой цепочки операций, параметров и режимов.
Наиболее близким по технической сущности к предлагаемому техническому решению является способ изготовления сверхпроводящих пленок [3] заключающийся в плазменном напылении на подложку в инертной газовой среде порошкового материала YBa2Cu3O7. При этом напыление производят до толщины пленки 10-1000 мкм с подачей в зону обработки кислорода. После этого полученную на подложке пленку нагревают в печи сопротивления в течение 2 ч до температуры образования кристаллической фазы 945-955оС с постоянной скоростью, а затем выдерживают при этой температуре в течение 2,5-3 ч с последующим охлаждением в течение 4 ч. Этот способ выбран в качестве прототипа как совпадающий с предлагаемым способом по максимальному числу признаков.
Однако и этому техническому решению присущи недостатки. Так, в процессе плазменного нанесения на подложку сверхпроводящая керамика YBa2Cu3O7-x частично разлагается на простые и сложные оксиды: BaCuO2, CuO, Y2O3, Y2BaCuO5, что приводит к локальной нестехиометрии пленки с высоким электрическим сопротивлением в пределах от 20 до 400 кОм/400 kОм/ . Наличие высокого начального сопротивления пленки обусловлено частичной потерей кислорода при напылении. Выбор оптимальных размеров гранул керамического порошка в пределах 80-150 мкм при определенном строгом соблюдении интервалов времени и температурных режимов термической обработки способствовали повышению качества сверхпроводящей пленки, но полностью цель не была достигнута. Кроме того, реализовать этот способ изготовления сверхпроводящих пленок на крупногабаритные изделия со сложной геометрической формой (с обеспечением высокого их качества) без наличия специального термического оборудования не представляется возможным. Способ недостаточно производителен.
. Наличие высокого начального сопротивления пленки обусловлено частичной потерей кислорода при напылении. Выбор оптимальных размеров гранул керамического порошка в пределах 80-150 мкм при определенном строгом соблюдении интервалов времени и температурных режимов термической обработки способствовали повышению качества сверхпроводящей пленки, но полностью цель не была достигнута. Кроме того, реализовать этот способ изготовления сверхпроводящих пленок на крупногабаритные изделия со сложной геометрической формой (с обеспечением высокого их качества) без наличия специального термического оборудования не представляется возможным. Способ недостаточно производителен.
Решить эту задачу призван предлагаемый способ изготовления сверхпроводящих пленок за счет того, что на протяженную сложной геометрической формы подложку, проводящую электрический ток, наносят керамический материал до толщины сверхпроводящей пленки, составляющей 1,2-3 глубины образования в ней скин-слоя, а термическую обработку проводят высокочастотным нагревом с мощностью излучения, приходящейся на единицу объема сверхпроводящей пленки в пределах 240-250 Вт/см3.
Эта совокупность признаков неразрывно связана между собой через двухэтапный механизм ВЧ-нагрева первоначально проводящей электрический ток подложки, а затем и нанесенной на нее сверхпроводящей пленки, которая в целом и обеспечивает достижение технического результата, а именно возможность получения сверхпроводящих пленок на протяженных сложной геометрической формы подложках, сокращение времени проведения процесса изготовления пленок.
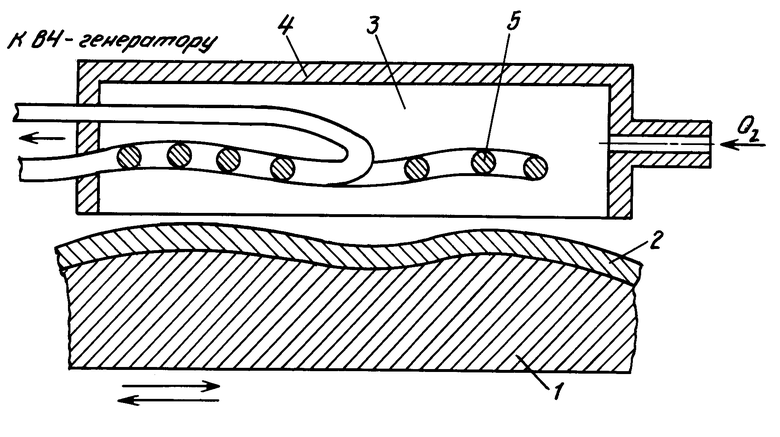
Сущность реализации способа изготовления сверхпроводящих пленок показана на чертеже. Ввиду того, что класс металлооксидных сверхпроводников, в частности висмутовой (Bi2Sr2Ca1Cu2O8), таллиевой (Tl2Ba2Ca2Cu3O10), иттриевой (Y1Ba2Cu3O7) систем, имеет одинаковую магнитную проницаемость, примерно равную плотность материалов, практически одинаковую величину проводимости, все они вне зависимости от способа их получения подчиняются общей для них закономерности при определении толщины любой наносимой сверхпроводящей пленки в зависимости от глубины образующегося в ней скин-слоя при высокочастотной температурной обработке. Поэтому при практической реализации способа изготовления сверхпроводящих пленок рассматривается только один пример с керамическим материалом иттриевой группы YBa2Cu3O7.
Керамическая пленка, в частности YBa2Cu3O7, наносится на подложку, проводящую электрический ток, при помощи плазменной установки УПУ-3Д следующим образом.
Порошкообразный материал подается из дозатора установки УПУ-ЗД под срез плазмотрона и попадает в струю плазмы. Гранулы порошка разогреваются плазмой и, соударяясь с предварительно активированной пескоструйной обработкой подложкой, например, из нержавеющей стали, которая также разогревается от контакта с плазмой до температуры 250-400оС, постепенно образуют керамическую пленку, обладающую из-за частичной потери кислорода высоким электрическим сопротивлением. Для устранения этого вредного фактора, снижающего сверхпроводимость пленки, проводят ее термическую обработку. Термическая обработка протяженной, сложной геометрической формы поверхности подложки 1 с нанесенной на нее сверхпроводящей пленкой 2 проводится высокочастотным нагревом в замкнутом пространстве 3 камеры 4 с помощью индуктора 5, к которому подводится от ВЧ-генератора энергия с частотой излучения ν13,56 МГц. В камеру 4 постоянно подается кислород. Так как начальное сопротивление сверхпроводящей пленки очень велико, то высокочастотное излучение индуктора 5 проникает сквозь нее и поглощается в проводящей электрический ток подложке 1, что приводит к ее разогреву. Затем за счет разогрева происходит нагрев снизу и керамической пленки. Однако по мере синтеза из оксидов фазы YBa2Cu3O7 и насыщения ее кислородом в процессе отжига удельное сопротивление последней начинает резко падать, что приводит к возрастающему поглощению ВЧ-мощности уже не в подложке, а в отжигаемой пленке. При определенных толщинах практически вся ВЧ-мощность начинает поглощаться в пленке, что означает экранирование подложки и снижение ее температуры, т.е. зона разогрева перемещается из подложки в отжигаемую пленку. Оптимальная толщина ВТСП пленки, в том числе и YBa2Cu3O7-x, определяется глубиной проникновения в нее ВЧ-излучения, т.е. глубиной скин-слоя, которая рассчитывается по формуле
d  , где c скорость света, 3˙1010 см ˙с-1;
, где c скорость света, 3˙1010 см ˙с-1;
μ магнитная проницаемость для любого вида керамики;
σ удельная электропроводность величина, обратная удельному сопротивлению ВТСП пленок, удельное сопротивление изменяется в пределах (1-50)˙ 10-4 Ом ˙см;
ν частота падающего электромагнитного излучения, в данном случае равная 13,56 МГц.
Подставленные в формулу численные значения величин исходных данных μσ и ν для сверхпроводящей пленки YBa2Cu3O7-x позволили определить величину скин-слоя, равную 100-250 мкм. С учетом перекрытия величины скин-слоя в 1,2-3 раза оптимальная толщина сверхпроводящей пленки YBa2Cu3O7-x составит 200-300 мкм.
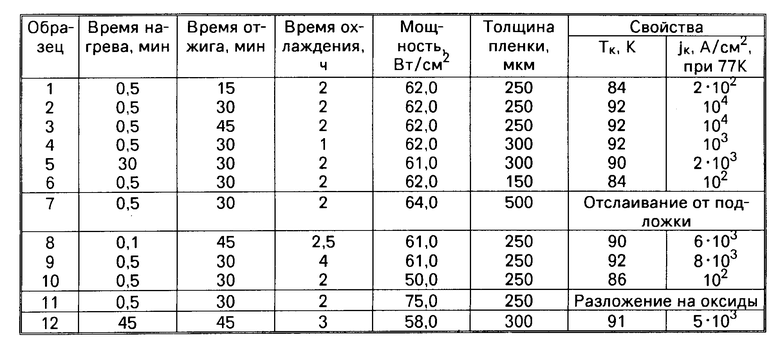
Для определения оптимальных режимов изготовления сверхпроводящей пленки YBa2Cu3O7-x напыление и термообработку проводили при различном времени нагрева, отжига, охлаждения и мощности ВЧ-излучения, изменяя при этом толщину пленки. Полученные данные сведены в таблицу.
Как видно из таблицы, наилучшие результаты по производительности и качеству сверхпроводящей пленки наблюдаются на образцах 2 и 3, т.е. при нагреве в течение 30 с, времени отжига 30-45 мин, охлаждении, составляющем 2 ч, подаваемой на индуктор мощности 62 Вт/см2 и толщине пленки 250 мкм.
Увеличение длительности отжига и времени охлаждения не приводит к улучшению сверхпроводящих свойств пленки (образцы 8 и 9), скорее наоборот, вследствие более длительного времени термообработки свойства пленки ухудшаются из-за межфазного ее взаимодействия с границей подложки. При уменьшении толщины пленки до размеров менее 200 мкм подложка подвергается такому же нагреву, как и пленка, что инициирует сильное обменное взаимодействие на границе раздела пленка подложка, сопровождающееся сильным загрязнением сверхпроводящей пленки компонентами подложки со снижением ее сверхпроводящих свойств (образец 6). Увеличение толщины пленки более 300 мкм приводит к уменьшению ее адгезии к подложке, а то и просто к отслаиванию (образец 7). Уменьшение времени отжига пленки менее оптимального приводит к падению величины критического тока (образец 1).
Если сокращено время охлаждения пленки до менее 2 ч, то это также ведет к падению величины критического тока (образец 4).
Важное значение для обеспечения нормального протекания процесса изготовления сверхпроводящей пленки имеют подводимая к ВЧ-индуктору мощность и расстояние от него до пленки. Наиболее оптимальной мощностью при среднем удалении источника ВЧ-излучения на 3-5 мм от поверхности пленки будет мощность 61-62 Вт/см2.
Уменьшение расстояния между индуктором и пленкой приводит к ее электрическому пробою, увеличение к бесполезному рассеиванию ВЧ-мощности. Чтобы это расстояние постоянно обеспечивалось, необходимо подбирать поверхность индуктора сопрягаемой с поверхностью обрабатываемого изделия. Кроме того, если поверхность индуктора окажется несоразмерно меньше с обрабатываемой поверхностью изделия, то термическая обработка пленки должна проводиться последовательно по всем имеющимся участкам, выбирая всю необходимую совокупность ее поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ КИСЛОРОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2067296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩИХ ПЛЕНОК | 1991 |
|
RU2080692C1 |
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХПРОВОДЯЩЕЙ УЛЬТРАТОНКОЙ ПЛЕНКИ YBaCuO НА ДИЭЛЕКТРИЧЕСКИХ ПОДЛОЖКАХ | 2013 |
|
RU2539911C2 |
| СПОСОБ ФОРМИРОВАНИЯ YBaCuO-Х ПЛЕНОК С ВЫСОКОЙ ТОКОНЕСУЩЕЙ СПОСОБНОСТЬЮ НА ЗОЛОТОМ БУФЕРНОМ ПОДСЛОЕ | 2013 |
|
RU2538931C2 |
| СПОСОБ ФОРМИРОВАНИЯ КОНТАКТНЫХ ПЛОЩАДОК К YBACUO ПЛЕНКАМ | 2013 |
|
RU2538932C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ ПЛЕНКИ НА КВАРЦЕВОЙ ПОДЛОЖКЕ | 2015 |
|
RU2629136C2 |
| СПОСОБ ФОРМИРОВАНИЯ НА ПОДЛОЖКЕ МНОГОСЛОЙНЫХ СВЕРХПРОВОДЯЩИХ НАНОПЛЕНОК yBaCuO | 2008 |
|
RU2382440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКВИДов С СУБМИКРОННЫМИ ДЖОЗЕФСОНОВСКИМИ ПЕРЕХОДАМИ В ПЛЕНКЕ ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДНИКА | 2006 |
|
RU2325005C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭПИТАКСИЛЬНЫХ ПЛЕНОК | 1992 |
|
RU2046837C1 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОСЛОЙНЫХ СТРУКТУР ИЗ МАТЕРИАЛА YВaСuО С ДВУХ СТОРОН ПОДЛОЖКИ | 2000 |
|
RU2189090C2 |
Использование: при изготовлении крупногабаритных изделий сложной геометрической формы, в частности экранов для защиты радиоэлектронных приборов от внешнего электромагнитного излучения. Сущность изобретения: способ заключается в нанесении керамического материала на проводящую электрический ток подложку, имеющую протяженную длину или сложную геометрическую форму, с последующей высокочастотной ее термообработкой в кислороде с мощностью излучения, приходящейся на единицу объема образованной сверхпроводящей пленки, равной 1,2 - 3 глубины залегания в ней скин-слоя. 1 табл., 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩИХ МЕТАЛЛООКСИДНЫХ ПЛЕНОК, включающий нанесение керамического материала, например YBa2Cu3O7 на проводящую электрический ток подложку преимущественно протяженной длины и сложной геометрической формы с последующей термической обработкой в кислород до температуры образования кристаллической фазы, отличающийся тем, что нанесение керамического материала на подложку осуществляют до толщины сверхпроводящей пленки, составляющей 1,2 3,0 глубины образования в ней скин-слоя, а термическую обработку проводят высокочастотным нагревом с мощностью излучения, приходящейся на единицу объема сверхпроводящей пленки в пределах 240 250 Вт/см3.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Экспериментальное и теоретическое исследование высокотемпературных сверхпроводящих материалов с целью разработки основ технологии устройств сверхпроводниковой микроэлектроники: отчет с НИР ВГУ | |||
| Руководитель Э.П.Домашевская N ГР 01900057270, Воронеж, 1990 с.81. | |||
