Изобретение относится к промышленным печам, а именно к футеровке вращающихся печей, предназначенных для термообработки материалов, в частности для термообработки кристаллогидратов, например, в производстве фтористого алюминия.
Известна вращающаяся печь, содержащая корпус, установленную на его внутренней поверхности теплоизоляцию с металлической облицовкой и элементы крепления теплоизоляции к корпусу вращающейся печи. Металлическая облицовка выполнена в виде отдельных листов. Листы свободно установлены по своему периметру в направляющих, выполненных в виде закрепленных на штырях пластин. В свою очередь штыри жестко закреплены на корпусе вращающейся печи [1]
При работе вращающейся печи с вышеуказанной футеровкой в условиях высоких температур в результате тепловой деформации, вызывающей расширение и перемещение листов металлической облицовки, происходит истирание теплоизоляционного материала краями листов облицовки и попадание частиц материала теплоизоляции через неплотности стыков листов, свободно установленных в направляющих, в рабочее пространство печи, что ухудшает надежность в работе футеровки и качество выпускаемого продукта.
Наиболее близкой к предлагаемой по технической сущности и достигаемому техническому результату является вращающаяся печь, содержащая корпус, установленную на его внутренней поверхности теплоизоляцию с металлической облицовкой, расположенной со стороны рабочего пространства печи, и элементы крепления облицовочных листов к корпусу печи. Облицовочные металлические листы уложены внахлест друг на друга и выполнены с отверстиями, через которые пропущены фиксирующие элементы. Фиксирующие элементы жестко закреплены на корпусе печи, а свободные концы отогнуты в направлении движения обрабатываемого материала до контакта с поверхностью облицовочных листов [2]
Выполнение металлической облицовки в виде листов, уложенных внахлест друг на друга при работе в условиях высоких температур, вызывают такое негативное явление, как разрушение тепловой изоляции. В результате тепловой деформации происходит расширение и перемещение листов металлической облицовки. Это, в свою очередь, вызывает истирание теплоизоляции краями листов металлической облицовки. Через неплотности стыков листов, уложенных внахлест и закрепленных по линии стыков стержнями, частицы разрушенной изоляции попадают в рабочее пространство печи и загрязняют обрабатываемый материал, что снижает качество готового продукта.
Условия производства фтористого алюминия диктуют достаточно жесткие условия к качеству данного продукта. Фактором, сдерживающим получение продукта высшего качества, является высокое содержание примесей, включающих двуокись кремния и окись железа.
В производстве фтористого алюминия качество готового продукта регламентируется ГОСТом 19181-78, согласно которому наличие примесей (суммарная доля двуокиси кремния и окиси железа) в готовом продукте высшего сорта должно быть не более 0,3% и первого сорта 0,4%
Все это требует дополнительных мероприятий при проведении технологического процесса, исключающих загрязнение обрабатываемого продукта.
Цель изобретения повышение срока службы и надежности в работе футеровки вращающейся печи и обеспечение высокого качества обрабатываемого продукта.
Для этого во вращающейся печи, содержащей корпус, установленную на его внутренней поверхности теплоизоляцию с металлической облицовкой, расположенной со стороны рабочего пространства печи, и элементами крепления металлической облицовки к корпусу печи, металлическая облицовка выполнена в виде цельной обечайки со сформированными по ее длине компенсационными сильфонами или в виде чередующихся отдельных обечаек и компенсационных сильфонов, соединенных между собой посредством сварки, при этом элементы крепления к корпусу размещены между компенсационными сильфонами. При этом обечайка может быть выполнена переменного диаметра с увеличением его на участке элементов крепления.
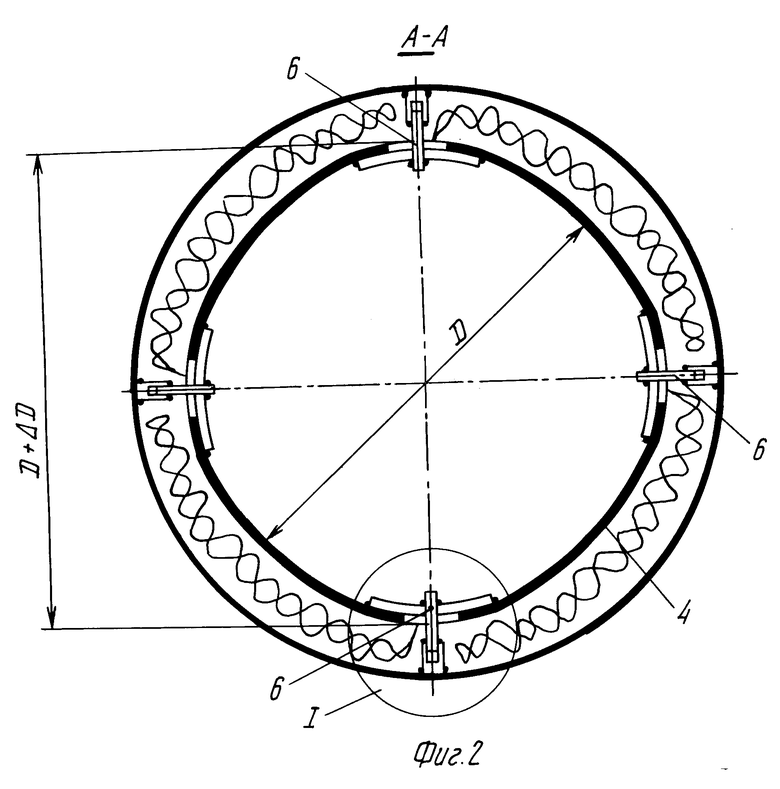
На фиг. 1 изображена вращающаяся печь (узел крепления обечайки к корпусу), общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 узел I на фиг. 2 (узел крепления обечайки к корпусу).
Вращающаяся печь 1 содержит корпус 2 и установленную на его внутренней поверхности теплоизоляцию 3 с металлической облицовкой 4, расположенной со стороны рабочего пространства 5 вращающейся печи, и элементы крепления 6 металлической облицовки 4 к корпусу печи 1.
Металлическая облицовка 4 выполнена в виде цельной обечайки со сформированными по ее длине компенсационными сильфонами 7, либо в виде чередующихся отдельных обечаек 8 и компенсационных сильфонов 7, соединенных между собой посредством сварки.
Участки компенсации теплового расширения сильфоны 7, могут быть изготовлены, например, путем раскатки роликами, имеющими профиль будущего сильфона.
Количество выполняемых сильфонов 7 на металлической облицовке 4 определяется тепловым режимом работы вращающейся печи и свойствами металла обечайки.
Элементы крепления 6 металлической облицовки 4 к корпусу 2 вращающейся печи 1 размещены между компенсационными сильфонами 7 на каждом гладком участке обечайки 8. Элементы крепления 6 выполнены в виде жестко закрепленных на корпусе 2 опорного элемента 9, в гнезде 10 которого установлен фиксатор 11 и накладки 12. Фиксатор 11 одним концом жестко закреплен посредством сварки в опорном элементе 9, другим направлен в сторону рабочего пространства печи и жестко соединен с накладкой 12. При этом накладка 12 также жестко соединена с металлической обечайкой 8, выполненной с отверстием 13 для установки фиксатора 11.
Металлическая облицовка 4 в поперечном сечении выполнена переменного диаметра D с увеличением его на участке размещения элементов крепления 6 до величины D+ ΔD.
Величина увеличения диаметра металлической облицовки 4 на участке элементов крепления 6 определяется с таким расчетом, чтобы в результате теплового расширения металлическая облицовка приняла форму правильной окружности.
Монтаж тепловой изоляции с металлической облицовкой производят в следующем порядке. В начале на корпусе 2 вращающейся печи 1 в диаметральной плоскости устанавливают необходимое количество опорных элементов (на чертеже их четыре).
Предварительно сваренный с сильфоном 7 участок обечайки 8 устанавливают в корпусе 2 вращающейся печи 1 сильфоном вперед и крепят к корпусу 2 печи элементами крепления 6. При этом в обечайке 8 напротив опорных элементов 9 вырезают отверстия 13, устанавливают в них фиксаторы 11 и приваривают их к опорным элементам 9. Затем производят деформацию обечайки 8 с увеличением ее диаметра в местах крепления на величину ΔD, необходимую для компенсации теплового расширения металлической облицовки 4 в поперечном сечении, например, с помощью струбцин, устанавливаемых на фиксаторы 11. После этого на фиксаторы 11 надевают накладки 12, закрывающие отверстия 13 в обечайке 8, и жестко крепят их сваркой к фиксаторам 11 и обечайке 8. В пространство между корпусом 2 и металлической облицовкой 4 набивают теплоизоляционный материал, например волокнистый материал.
Таким же порядком производят установку следующей обечайки 8 с приваренным к ней сильфоном 7, сваривая ее с ранее установленной секцией металлической облицовки.
В процессе работы вращающейся печи под воздействием высоких температур происходит продольное тепловое расширение по длине печи металлической облицовки 4, которое компенсируется сильфонами 7.
В поперечном сечении от воздействия высоких температур происходит увеличение длины окружности участков обечайки 8 между крепежными элементами 6, при этом обечайка 8 принимает форму правильной окружности с постоянным диаметром.
Таким образом, обеспечивается возможность работы вращающейся печи с сохранением целостности ее металлической облицовки и герметичности внутреннего рабочего пространства.
Выполнение металлической облицовки теплоизоляции вращающейся печи в виде цельной обечайки позволяет исключить попадание частиц теплоизоляционного материала в рабочее пространство печи, тем самым предотвратить загрязнение обрабатываемого продукта и увеличить выход продукта высокого качества.
Выполнение теплоизоляции с металлической облицовкой в виде цельной обечайки со сформированными по ее длине компенсационными сильфонами или в виде чередующихся отдельных обечаек и компенсационных сильфонов, соединенных между собой посредством сварки, позволяет обеспечить восприятие и компенсацию теплового расширения обечайки при работе вращающейся печи (воздействие высоких температур), что исключает коробление и нарушение целостности обечайки, тем самым повышая срок службы защитной футеровки печи.
Размещение элементов крепления металлической облицовки к корпусу вращающейся печи на каждом гладком участке обечайки (между компенсационными сильфонами) позволяет обеспечить равномерное распределение теплового расширения металлической облицовки от места установки элементов крепления к компенсационным сильфонам, что также обеспечивает надежность в работе защитной футеровки, увеличивает срок ее службы, предотвращает металлическую облицовку от разрушения.
Выполнение металлической облицовки в виде обечайки переменного диаметра с увеличением его на участке размещения элементов крепления позволяет при работе в условиях высоких температур компенсировать увеличение длины окружности между точками крепления, что снижает напряжения на компенсационные сильфоны и обеспечивает стойкость всей металлической облицовки.
Предлагаемое выполнение теплоизоляции с металлической облицовкой вращающейся печи в процессе работы при высоких температурах обеспечивает надежную работу футеровки печи, увеличивает срок ее службы, предотвращает ее разрушение, а также исключает загрязнение примесями обрабатываемого материала, тем самым обеспечивая получение продукта высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ ФТОРИСТОГО АЛЮМИНИЯ | 1993 |
|
RU2048664C1 |
| Печь газостата | 1982 |
|
SU1016074A1 |
| Улитка для выхлопных газов газотурбинного двигателя | 2017 |
|
RU2676907C1 |
| Сборный футерованный резервуар | 2021 |
|
RU2767082C1 |
| ТЕПЛОТЕХНИЧЕСКИЙ АГРЕГАТ | 2008 |
|
RU2380634C1 |
| Выхлопное устройство газоперекачивающего агрегата | 2020 |
|
RU2762816C1 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2453006C1 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2723848C1 |
| ТРАКТ ВЫХЛОПА | 2003 |
|
RU2236634C1 |
| Сильфонное компенсационное устройство для бесканальной прокладки трубопровода | 2016 |
|
RU2640136C2 |

Использование: в промышленных печах, а именно в футеровках вращающихся печей, предназначенных для термообработки материалов, например, в производстве фтористого алюминия. Сущность изобретения: вращающаяся печь 1 содержит корпус 2, установленную на его внутренней поверхности теплоизоляцию 3 с металлической облицовкой 4, расположенной со стороны рабочего пространства 5 печи, и элементы крепления 6 металлической облицовки 4 к корпусу 2 вращающейся печи. Металлическая облицовка 4 выполнена в виде цельной обечайки со сформированными по ее длине компенсационными сильфонами 7 или в виде чередующихся отдельных обечаек 8 и компенсационных сильфонов 7, соединенных между собой посредством сварки. Элементы крепления 6 размещены между компенсационными сильфонами 7. Металлическая облицовка 4 выполнена переменного диаметра с увеличением его на участке размещения элементов крепления 6. Использование изобретения позволяет повысить срок службы и надежность в работе футеровки вращающейся печи и тем самым обеспечить получение продукта высокого качества. 1 з.п. ф-лы, 3 ил.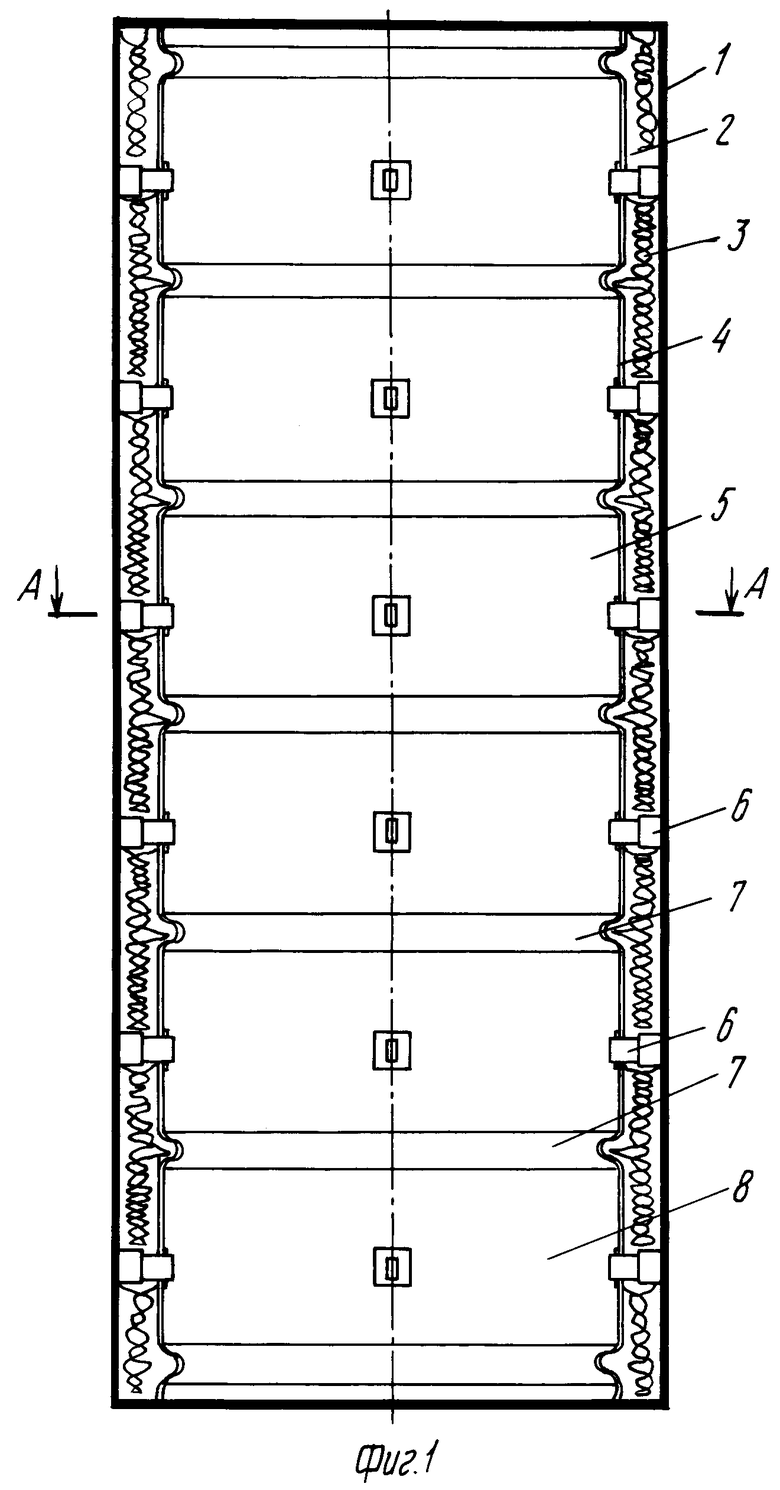
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Теплоизоляционная футеровка трубчатой вращающейся печи | 1988 |
|
SU1585639A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
