Изобретение относится к оборудованию, предназначенному для термообработки материалов, например фтористого алюминия, а конкретно к вращающимся печам.
Известна вращающаяся печь для сушки и обжига сыпучих и пастообразных материалов, содержащая барабан и размещенное внутри него теплообменное устройство, выполненное в виде гибкой трубы, в котором гибкая труба выполнена из тонкой листовой стали толщиной около 1 мм и состоит из гладких длинных и коротких гофрированных участков. Диаметр гибкой трубы равен диаметру барабана, гибкая труба прикреплена по торцам к стенке барабана [1]
Однако описанная конструкция предусматривает термообработку продукта за счет соприкосновения гибкой трубы с поверхностью барабана, обогреваемого снаружи, что приводит к быстрому эррозионному износу внутренней трубы, выполненной из тонколистовой стали. Также печи не приемлемы в крупнотоннажных производствах, например в производстве фтористого алюминия.
Наиболее близкой к описываемой конструкции по технической сущности и достигаемому результату является другая известная вращающаяся печь, содержащая корпус и размещенную соосно внутри него металлическую обечайку, прикрепленную к корпусу печи, и теплоизоляционный слой, размещенный между корпусом печи и металлической обечайкой. В этой конструкции металлическая обечайка выполнена в виде отдельных облицовочных листов, установленных с зазором относительно друг друга по своему периметру. Направляющие элементы выполнены в виде двух пластин, охватывающих с двух сторон место стыка облицовочных листов, при этом пластины установлены на опорных стойках в виде стержней, жестко закрепленных на корпусе печи [2]
Недостатком конструкции является то, что такая конструкция металлической обечайки может вызвать попадание футеровочного материала в продукт (фтористый Al), загрязнение его и соответственно не дает возможности получить качественный продукт. Кроме того, печь сложна в монтаже и замене футеровки.
Предложена вращающаяся печь для термообработки фтористого алюминия, содержащая корпус и размещенную соосно внутри него металлическую обечайку, прикрепленную к корпусу печи, и теплоизоляционный слой, размещенный между корпусом печи и металлической обечайкой, устройство для ввода и вывода материала и топочных газов, в котором металлическая обечайка выполнена в виде гладких участков, соединенных между собой гофрированными участками при соотношении длины гладкого участка к длине гофрированного участка равного (3-12):1 соответственно, в качестве теплоизоляционного слоя взят порошкообразный материал с коэффициентом теплопроводности не более 0,4 Вт/м˙оС при коэффициенте заполнения кольцевого объема, образованного стенкой корпуса и металлической обечайкой, 0,85 0,98, а корпус вращающейся печи снабжен люками для загрузки теплоизоляционного материала и предохранительными клапанами для выпуска газофазных компонентов, выделяющихся из теплоизоляции.
С целью получения фтористого алюминия с повышенным содержанием основного вещества (95 98 мас. AlF3) печь со стороны вывода материала дополнительно снабжена кондуктивным теплообменником.
Сущность изобретения заключается в следующем. К качеству фтористого алюминия предъявляются довольно жесткие требования по наличию примесей в нем. Поэтому необходимо организовать процесс термообработки таким образом, чтобы в продукт не попали посторонние механические включения, например остатки футеровочного материала. В связи с этим металлическая обечайка должна быть герметичной. С другой стороны, т.к. процесс идет при температурах материала 400 550оС и топочных газов 1000 1200оС то естественно, что герметичная металлическая обечайка подвергается тепловой деформации. Для компенсации теплового расширения при длине 50 м, которая достигается в указанном температурном режиме не менее 250 мм по длине печи, предлагается металлическую обечайку выполнять из чередующихся между собой гладких и гофрированных участков при определенном соотношении их длин. Это соотношение тепловой деформации определено исходя из, с одной стороны, из полной компенсации теплового расширения, а с другой стороны, из минимального количества сварных швов и составляет l1 l2 (3-12):1, где l1 длина гладкого участка, l2 длина гофрированного участка.
В качестве теплоизоляционного материала используют порошкообразный материал с низким коэффициентом теплопроводности (не более 0,4 Вт/м˙оС при максимальной температуре внутренней стенки). Выбор материала с определенным коэффициентом теплопроводности определяется необходимостью получения температуры наружной поверхности корпуса не выше 40 90оС. В качестве таких материалов может быть использован, например, вспученный перлит, вермикулит и др. при степени заполнения кольцевого пространства, образованного металлической обечайкой и стенкой корпуса, 0,85 0,98. При меньшем заполнении кольцевого пространства за счет довольно активного перемещения материала создаются условия для конвективной передачи тепла от нагретой обечайки к корпусу печи, что, в свою очередь, приводит к повышению температуры внешней стенки корпуса. Увеличение коэффициента заполнения выше 0,95 потребует применения тонкодисперсного порошка, что практически мало осуществимо. Коэффициент теплопроводности порошка, степень заполнения им кольцевого пространства определяются в каждом конкретном случае, исходя из свойств порошка и тонины его помола, в пределах, заявленных в материалах заявки.
Корпус вращающейся печи, предусматривающей использование порошкообразного теплоизоляционного материала, снабжен люками для его засыпки. Засыпка производится путем подачи материала через люки и периодического поворота печи, равномерного распределения его по всему объему. Так как при работе печи порошкообразный футеровочный слой может выделять газообразные компоненты, предусмотрено снабжение корпуса печи предохранительными клапанами, через которые эти компоненты удаляются из теплоизоляции.
Использование в качестве футеровочного материала порошков делает конструкцию надежной и удобной в эксплуатации, так как позволяет быстро без демонтажа внутренней обечайки производить замену или засыпку термоизоляции. При этом такая термоизоляция позволяет постоянно держать необходимую температуру внешней стенки корпуса.
Для получения фтористого алюминия с повышенным содержанием основного вещества необходимо избежать соприкосновения горючих топочных газов с нагретым материалом до температуры 450 550оС. В этом случае со стороны вывода материала может быть установлен кондуктивный теплообменник любой известной конструкции.
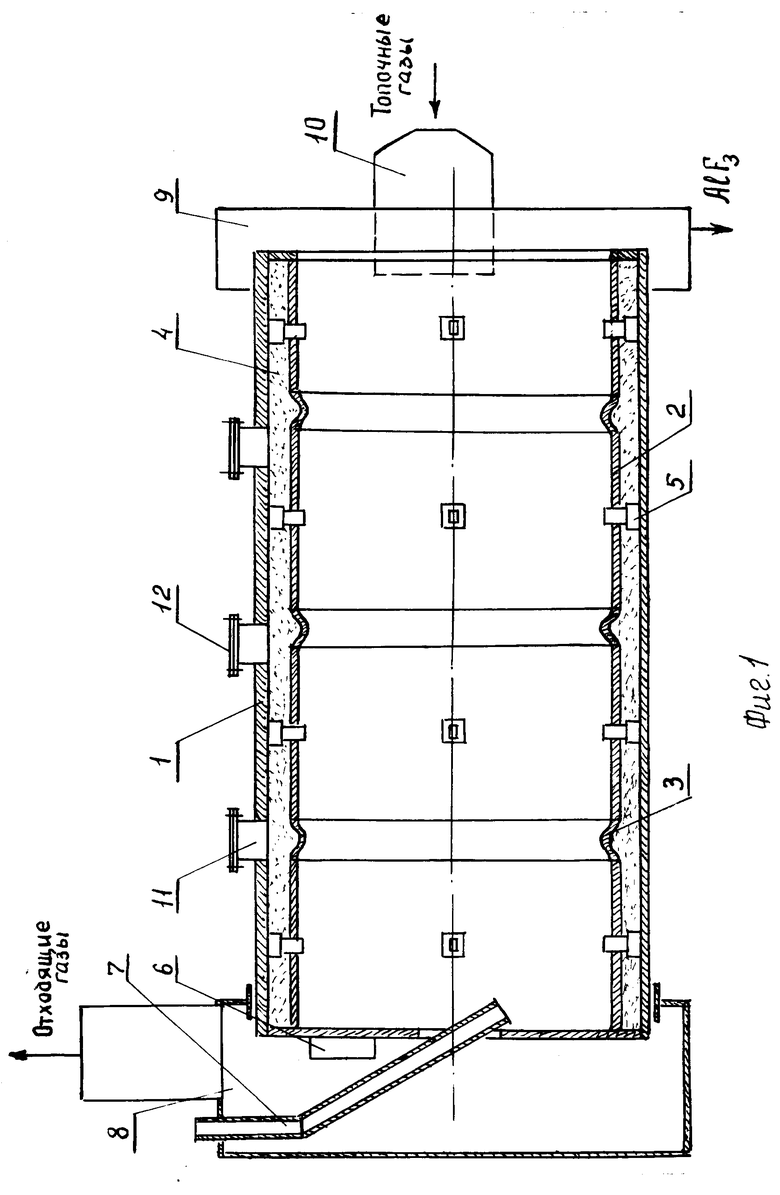
На фиг. 1 представлен продольный разрез вращающейся печи для термообработки фтористого алюминия. Печь состоит из корпуса 1, внутри которого находится металлическая обечайка, состоящая из гладких 2 и гофрированных 3 участков. Кольцевой объем 4, образованный стенкой корпуса и металлической обечайкой, заполнен порошкообразным теплоизоляционным материалом. Гладкие участки металлической обечайки прикреплены к корпусу элементами 5. Загрузочный конец печи снабжен отверстием 6 для ввода исходного влажного материала и вывода отходящих газов. Влажный материал поступает через течку 7, а отходящие газы поступают в распределительную коробку 8. Разгрузочный конец печи имеет разгрузочную коробку 9 и распределительную коробку 10 для топочных газов. Корпус печи оснащен люками для засыпки термоизоляционного материала 11 и клапанами 12 выпуска газофазных компонентов, выделяющихся из теплоизоляции.
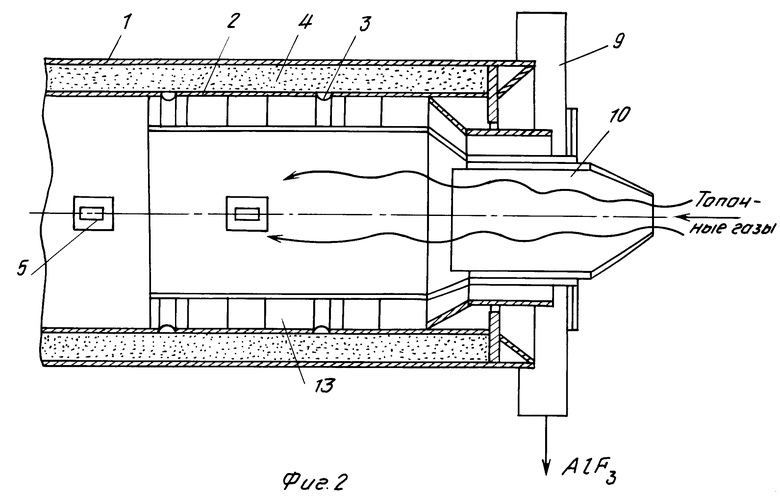
На фиг. 2 показан разгрузочный конец печи, оснащенный кондуктивным теплообменником 13.
Подготовка печи к работе осуществляется следующим образом.
Сначала открывают люки 11 для засыпки теплоизоляционного материала, засыпают его, люки закрывают и печь поворачивают. Печь останавливают, снова засыпают материал в люки и снова поворачивают. Операцию повторяют до заполнения кольцевого объема 4, образованного корпусом 1 и металлической обечайкой до достижения коэффициента заполнения его 0,85 0,98. После этого через распределительную коробку 10 подают топочные газы во внутренний объем печи, а через течку 7 подают в печь влажный фтористый алюминий. Благодаря противоточному движению топочных газов и влажного материала происходит сушка и прокалка продукта. В процессе термообработки металлическая обечайка нагревается до температуры 200 500оС в зависимости от зоны термообработки. При этом происходит осевое термическое расширение обечайки. Удлинение гладких участков металлической обечайки 2 компенсируется сжатием гофрированных участков 3, в результате чего не происходит разрушения обечайки, жестко приваренной к торцам печи и в местах крепления обечайки к цилиндрической поверхности корпуса элементами 5. Использованная сухая термоизоляция обеспечивает возможность беспрепятственного радиального термического расширения обечайки. Термообработанный материал продвигается по объему печи и выгружается через разгрузочную коробку 9. Отходящие газы через отверстие 6 поступают в распределительную коробку 8 и вентилятором направляются в систему абсорбции. Если вращающаяся печь со стороны разгрузочного конца оснащена кондуктивным теплообменником 13, то топочные газы подают внутрь теплообменника, а прокаливаемый материал движется в зазоре между обечайкой и наружной стенкой теплообменника. При накоплении газовой фазы в материале теплоизоляции его выбрасывают через предохранительные клапаны 12.
Использование предложенной конструкции позволяет получить фтористый алюминий высокого качества, значительно увеличить срок службы печи за счет компенсации теплового расширения и надежности теплоизоляции. Печь проще в эксплуатации за счет легкости замены и обновления теплоизоляционного слоя. Эксплуатация печи обеспечивает санитарно-гигиенические нормы, т.к. легко регулируется температура наружной стенки корпуса печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИОНИРОВАННЫЙ АППАРАТ ДЛЯ ТЕРМООБРАБОТКИ ЗЕРНИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2036403C1 |
| УСТРОЙСТВО ДЛЯ ДЕГИДРАТАЦИИ ФТОРИДА АЛЮМИНИЯ | 1997 |
|
RU2115625C1 |
| ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ДЕГИДРАЦИИ ФТОРИДА АЛЮМИНИЯ | 1995 |
|
RU2096707C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ α -ОКСИДА АЛЮМИНИЯ | 1992 |
|
RU2045499C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИКИ НА ОСНОВЕ α - ОКСИДА АЛЮМИНИЯ | 1992 |
|
RU2046774C1 |
| ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ДЕГИДРАТАЦИИ ФТОРИДА АЛЮМИНИЯ | 1997 |
|
RU2112188C1 |
| Устройство для измельчения материалов | 1990 |
|
SU1782194A3 |
| Туннельная печь | 1991 |
|
SU1823919A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ КОМПЕНСАТОРОВ НА МЕТАЛЛИЧЕСКИХ ОБЕЧАЙКАХ | 1997 |
|
RU2104109C1 |
| ИНСИНЕРАТОР | 1995 |
|
RU2087803C1 |
Сущность изобретения: вращающаяся цепь содержит корпус, размещенную соосно внутри него маталлическую обечайку, прикрепленную к корпусу печи, и теплоизоляционный слой в кольцевом объеме, образованном корпусом печи и металлической обечайкой, устройство для ввода и вывода материала и топочных газов. Металлическая обечайка выполнена в виде гладких участков, соединенных между собой гофрированными участками при соотношении длины гладкого участка к длине гофрированного (3-12):1, в качестве теплоизоляционного слоя использован порошкообразный материал с коэффициентом теплопроводности не более 0,4 Вт/м°С при коэффициенте заполнения кольцевого объема 0,85-0,98, а корпус печи снабжен люками для загрузки теплоизоляционного материала и предохранительными клапанами для выпуска газофазных компонентов, выделяющихся из теплоизоляционного порошка. Печь может быть дополнительно снабжена теплообменником, установленным в разгрузочной части корпуса. Использование предложенной конструкции позволяет получить фтористый алюминий высокого качества, значительно увеличить срок службы печи за счет компенсации теплового расширения и надежности теплоизоляции. 1 з. п. ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Футеровка печи | 1976 |
|
SU600377A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
