Изобретение может быть использовано, например, в деревообрабатывающей промышленности, а конкретнее при распиловке бревен на брусья и доски, при разрезании, фрезеровании и др. операциях при изготовлении деталей из дерева.
Известен инструмент для деревообработки в виде нагретой проволоки.
Недостатком этого инструмента являются ограниченные возможности уменьшения ширины реза и сложность механизации процесса.
Известен также инструмент (дисковый нож) для безопилочной обработки материалов с низкой теплопроводностью, содержащий изготовленные из листового материала с высоким омическим сопротивлением несущую часть и режущую кромку. Известный инструмент связан с непроизводительными затратами энергии, вызывающими к тому же увеличение ширины реза.
Целью изобретения является сведение к минимуму непроизводительных затрат энергии и обеспечение минимальной ширины реза.
Поставленная цель достигается за счет того, что в известном инструменте для безопилочной обработки материалов с низкой теплопроводностью, содержащем изготовленные из листового материала с высоким омическим сопротивлением несущую часть и режущую кромку, несущая часть выполнена перфорированной, причем расположение и форма отверстий выбраны из расчета обеспечения соотношения электрического сопротивления одинаковых по размерам участков на несущей части и режущей кромке не менее, чем два с половиной к одному.
Это соотношение установлено экспериментально. При нагреве перфорированного инструмента электрическим током в том случае, когда электрическое сопротивление его участка на несущей части по сравнению с таковым на одинаковом по размерам участке режущей кромки не менее чем, в 2,5 раза больше, гарантированно обеспечивается такой градиент температур, при котором режущая кромка инструмента способна сжигать обрабатываемый материал, в то время как несущая часть находится при температуре существенно ниже температуры воспламенения обрабатываемого материала.
Комплекс отличительных признаков обеспечивает положительные свойства, заключающиеся в том, что при нагреве инструмента электрическим током тепловая энергия, идущая на прожигание материала, сосредотачивается, преимущественно, на режущей кромке, где сопротивление электрическому току минимальное. Это позволяет существенно снижать температуру нагрева инструмента в зоне его несущей части и исключать возможность непроизводительного обжига материала за режущей кромкой, т. е. исключать непроизводительные затраты энергии и обеспечивать минимальную ширину реза.
На фиг. 1 показан элемент перфорированного инструмента.
Перфорированный инструмент содержит несущую часть 1 и режущую кромку 2. Инструмент изготавливается из листового проката минимальной толщины, но достаточной для сохранения геометрии при работе. Инструмент может выполняться в виде диска, цилиндра, пластины, ленты и т.д. На несущей части 1 расположены отверстия 3 квадратной формы.
Параметры перфорации определяются аналитически. Расчет параметров перфорации нужно производить исходя из обеспечения установленного соотношения электросопротивлений одинаковых по размерам участков несущей части и режущей кромки перфорированного инструмента.
Следует отметить, что параметры в расчетной формуле электросопротивления, касающиеся свойств материала для несущей части и режущей кромки, одинаковы и при расчете соотношения электросопротивлений не учитываются. Соотношение электросопротивлений фактически определяется соотношением геометрических параметров сравниваемых элементов.
Для сравнительного расчета принимается в качестве одинаковых по габаритам участков отверстие перфорированного инструмента с прилегающими к нему по периметру полосками металла, приходящимися на каждое из отверстий перфорации (фиг. 2) и одинаковый с ним по габаритным размерам участок без отверстия.
Известно, что электросопротивление проводника тока прямо пропорционально его длине и обратно пропорционально площади его поперечного сечения. Для упрощения расчетов толщина участков принята равной единице. При наличии на участке отверстия ток при нагреве потечет по длине участка, равной t, и по сечению, равному (b + t )˙ 1, а на длине b по сечению, равному t ˙ 1. Сомножитель, учитывающий геометрические размеры в формуле расчета электросопротивления, можно записать в следующем виде: +
+  .
.
При отсутствии отверстия на участке электрический ток по всей длине участка, равной (b+t), течет по сечению (b + t)˙1. Сомножитель, учитывающий геометрические размеры в формуле расчета электросопротивления, записывается в виде 1.
1.
Из соотношения +
+  /
/ 2,5 определяются параметры перфорации, т.е. b и t. Для этого значение
2,5 определяются параметры перфорации, т.е. b и t. Для этого значение  принимается приближенно равным 0,3, тогда
принимается приближенно равным 0,3, тогда  ≥ 2,2.
≥ 2,2.
Например, примем t 1,8 мм, b должно быть ≥ 4 мм.
Указанный на фиг. 1 вариант инструмента, исполненного, например, в виде ленты, нагреваемой в зоне обработки электрическим током, обеспечивает эффективную резку материалов с низкой теплопроводностью при минимальных затратах электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БЕЗОПИЛОЧНОГО РЕЗАНИЯ МАТЕРИАЛОВ С НИЗКОЙ ТЕПЛОПРОВОДНОСТЬЮ | 1992 |
|
RU2050260C1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ПЕРФОРИРОВАННОЙ СТЕНКОЙ | 2019 |
|
RU2715778C1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ОТГИБАМИ И ВЫКРУЖКАМИ ПОЛОК | 2020 |
|
RU2755179C1 |
| ИЗМЕЛЬЧИТЕЛЬ БАРАБАННЫЙ | 2005 |
|
RU2312707C2 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 1997 |
|
RU2138927C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРУГОВЫХ ОТВЕРСТИЙ И ДЕТАЛЕЙ | 1992 |
|
RU2031761C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2001 |
|
RU2189887C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 1999 |
|
RU2168394C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ТОЧЕЧНОЙ СВАРКИ ФИЛЬТРА ЗАДЕРЖКИ КАТАЛИЗАТОРА | 1997 |
|
RU2113953C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
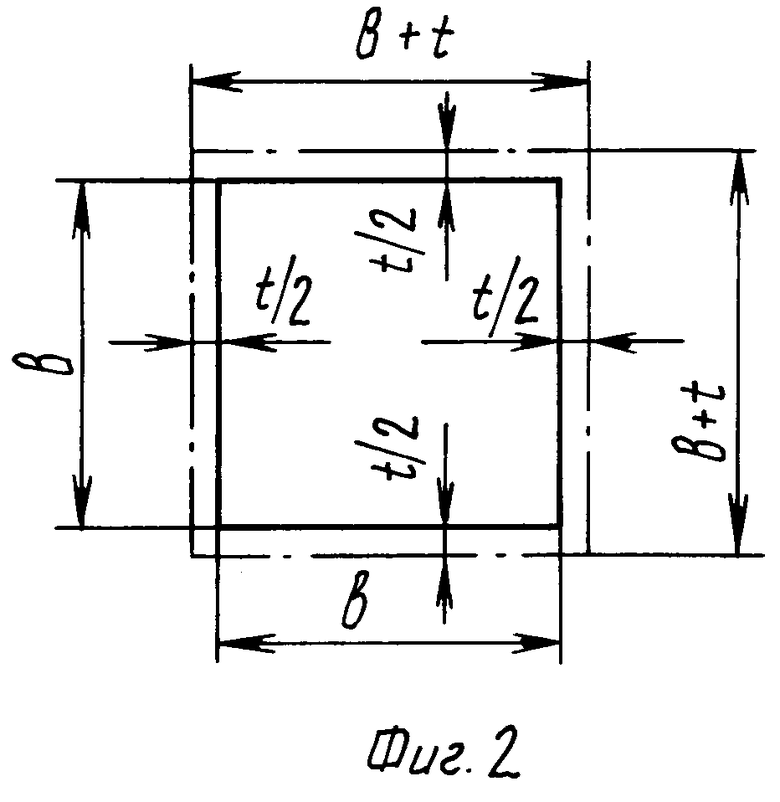
Использование: обработка материалов, например, в деревообрабатывающей промышленности. Цель: снижение энергозатрат и обеспечение минимальной ширины реза. Сущность изобретения: инструмент содержит изготовленные из листового материала с высоким омическим сопротивлением несущую часть 1 и режущую кромку 2. Несущая часть 1 выполнена перфорированной, причем расположение и форма отверстий 3 выбраны из расчета обеспечения соотношения электросопротивления одинаковых по размерам участков на несущей части и на режущей кромке не менее, чем два с половиной к одному. Положительный эффект: обеспечение качественного реза с минимальными энергозатратами. 2 ил.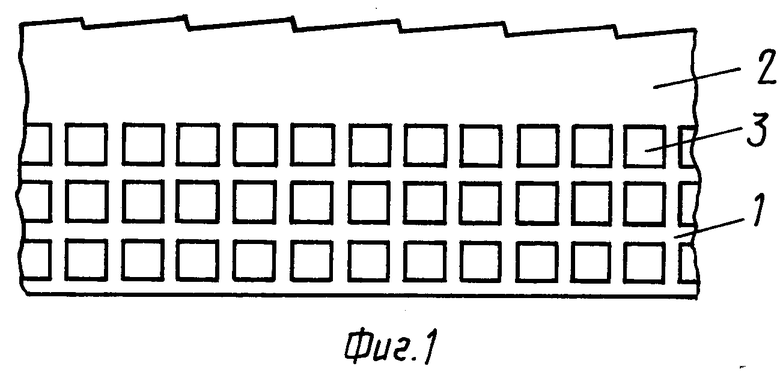
ИНСТРУМЕНТ ДЛЯ БЕЗОПИЛОЧНОЙ ОБРАБОТКИ МАТЕРИАЛА С НИЗКОЙ ТЕПЛОПРОВОДНОСТЬЮ, содержащий изготовленные из листового материала с высоким омическим сопротивлением несущую часть и режущую кромку, отличающийся тем, что несущая часть выполнена перфорированной, причем расположение и форма отверстий выбраны из расчета обеспечения соотношения электрического сопротивления одинаковых по размерам участков на несущей части и режущей кромке не менее 2,5:1.
| Пила | 1979 |
|
SU973358A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
