Изобретение относится к деревообрабатывающей промышленности и может быть использовано как оборудование для изготовления деталей деревянных жилых и промышленных зданий.
Известно устройство для изготовления деревянных деталей сруба, содержащее станину, направляющую, переднюю неподвижную и заднюю подвижную бабки с центрами, каретку с узлами резания и привод [1]
Недостатком известного устройства является низкая производительность.
Известно устройство для изготовления деревянных деталей сруба, содержащее станину, направляющие, тележку, неподвижную и подвижную бабки с центрами, привод, узел резания (узел формирования профиля), механизм выборки продольного паза и люнет с фиксирующими ножами (опорами). В известном устройстве при формировании профиля (обработки детали по диаметру) и выборки продольного паза обрабатываемая деталь поступательно перемещается и взаимодействует с неподвижными ножами (опорами) люнета. Это значит, что между соприкасающимися поверхностями обрабатываемой детали и неподвижных ножей (опор) имеет место трение скольжения, что приводит к увеличению энергозатрат, а также к преждевременному износу неподвижных ножей (опор), что требует частой замены [2]
Известно также устройство для изготовления деревянных деталей сруба, содержащее станину, направляющие, переднюю неподвижную и заднюю подвижную бабки с центрами, каретку, механизм формирования профиля, механизм выборки продольного паза, расположенный по ходу обработки детали за последним, люнет, привод и механизм выборки поперечных пазов, расположенный по ходу обработки детали за механизмом выборки продольного паза. В известном устройстве каретка установлена на направляющих станины, смонтированных параллельно оси центров передней и задней бабок, механизм формирования профиля выполнен в виде приводной обоймы с подвижно установленными на ней люнетом и резцами, механизм выборки продольного паза выполнен в виде вращающихся на опорах цилиндрической пилы, механизм выборки поперечных пазов выполнен в виде цилиндрической чашечной пилы, причем все механизмы резания установлены на поворотных рамах, смонтированных на каретке, причем приводы поворотных рам выполнены в виде кривошипных механизмов с телескопическими шатунами. Подробнее конструктивное исполнение узлов механизмов резания и их приводов неоправданно усложняет как саму конструкцию устройства, так и процесс настройки его узлов [3]
В основу изобретения положена задача создания устройства для изготовления деревянных деталей сруба с таким конструктивным исполнением каждого узла, которое бы обеспечило минимальные энергозатраты, долговечность работы, надежность и упрощение как самой конструкции устройства путем унификации механизмов резания, так и процесс их настройки.
Задача достигается тем, что в устройстве для изготовления деревянных деталей сруба, содержащем станину, направляющие, переднюю неподвижную и заднюю подвижную бабки с центрами, установленных на станине, привод, каретку, механизм формирования профиля, смонтированный на каретке, механизм выборки продольного паза, установленный по ходу обработки детали за механизмом формирования профиля, люнет и механизм выборки поперечных пазов, установленный по ходу обработки детали за механизмом выборки продольного паза, станина установлена на направляющих с возможностью возвратно-поступательного перемещения посредством привода и в него введены вторая и третья каретки, причем каждая из трех кареток установлена на направляющих, смонтированных перпендикулярно оси центров передней и задней бабок, а механизм формирования профиля выполнен в виде первого электродвигателя с фрезой на валу, механизм выборки продольного паза установлен на второй каретке и выполнен в виде второго электродвигателя с фрезой на валу, механизм выборки поперечных пазов установлен на третьей каретке и выполнен в виде третьего электродвигателя с фрезой на валу, при этом люнет установлен неподвижно между направляющими механизмов формирования профиля и выборки продольного паза.
Каждая из трех кареток имеет индивидуальный привод перемещения.
Механизм формирования профиля выполнен с конической фрезой с двумя рабочими кромками.
Люнет выполнен с шаровыми опорами.
Люнет выполнен с шаровыми опорами с защитными уплотнениями.
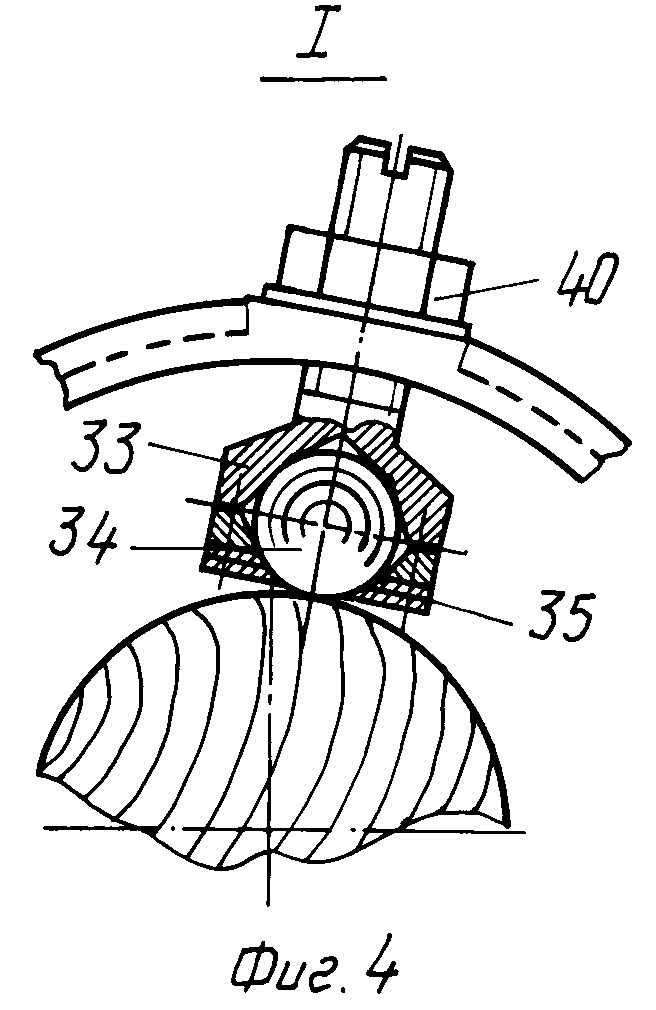
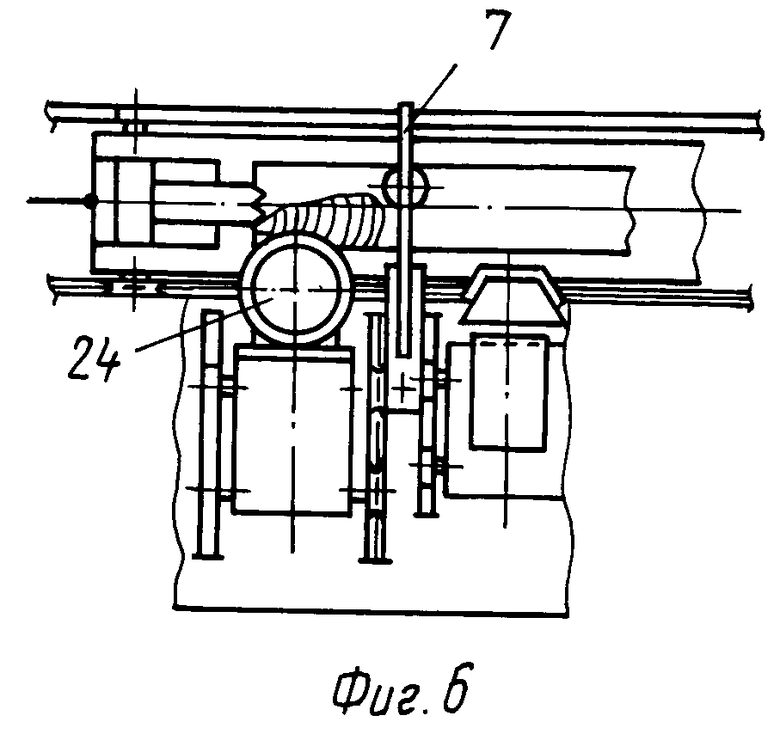
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 то же, вид сверху; на фиг. 3 люнет и схема его взаимодействия с обрабатываемой деталью, вид сбоку; на фиг. 4 узел I на фиг. 3; на фиг. 5 схема взаимодействия обрабатываемой детали с механизмом формирования профиля; на фиг. 6 схема взаимодействия обрабатываемой детали с механизмом выборки продольного паза; на фиг. 7 схема положения механизма выборки поперечных пазов после их формирования, вид сбоку.
Устройство содержит станину 1, установленную на направляющих 2; привод 3 возвратно-поступательного перемещения станины 1, механизм 4 формирования профиля, механизм 5 выборки продольного паза, механизм 6 выборки поперечных пазов и люнет 7.
На станине 1 установлены передняя неподвижная бабка 8 и задняя с приводом подвижная бабка 9 с центрами 10 для закрепления между ними детали 11 заданной длины.
Привод 3 выполнен реверсивным в виде цепной передачи 12. Механизм 4 формирования профиля включает каретку 13 с ручным приводом, установленную на направляющих 14 с возможностью возвратно-поступательного перемещения, первый электродвигатель 15, установленный на каретке 13, и фрезу 16, установленную на валу первого электродвигателя.
Направляющие 14 расположены в плоскости, параллельной плоскости перемещения станины 1, и перпендикулярны оси центров 10. Ось вращения фрезы 16 параллельна направляющим 14 и расположена ниже оси центров 10. Фреза 16 выполнена составной и содержит восемь изломленных под углом 60о ножей 17, установленных в корпусе 18, выполненном в виде усеченного конуса. Каждый из ножей 17 имеет две режущие кромки внешнюю боковую кромку 19 для черновой обработки (снятия коры) и внешнюю торцовую кромку 20 для формирования профиля.
Механизм 5 выборки продольного паза включает каретку 21 с ручным приводом, установленную на направляющих 22, второй электродвигатель 23, установленный на каретке 21, и фрезу 24, установленную на валу второго электродвигателя 23. Направляющие 22 расположены в одной плоскости с направляющими 14 и перпендикулярны оси центров 10. Ось вращения фрезы 24 перпендикулярна плоскости перемещения станины 1. Фреза 24 имеет овалообразную форму в поперечном сечении с режущими кромками на криволинейном участке, а плоскость продольного сечения ее расположена на уровне центров 10.
Механизм 6 выборки поперечных пазов содержит каретку 25 с ручным приводом, установленной на направляющих 26, третий электродвигатель 27, установленный посредством кронштейна 28 на каретке 25 с возможностью перемещения по вертикали, и фрезу 29, установленную на валу третьего электродвигателя 27. Направляющие 26 расположены в одной плоскости с направляющими 22 и перпендикулярны оси центров 10. Ось вращения фрезы 29 параллельна направляющим 26 и расположена выше оси центров 10. Фреза 29 составная и включает корпус 30 цилиндрической формы и нож 31, выполненный в виде удлиненного параллелограмма с острым углом в 80о и плоскостью установленный на торце корпуса.
Люнет 7 содержит дугообразный кронштейн 32, два держателя 33 каждый с шаровой опорой 34 и защитным уплотнением 35. Дугообразный кронштейн 32 шарнирно установлен на кронштейне 36 посредством оси 37 и имеет возможность занимать исходное положение, фиксируемое осью 38, и рабочее положение, фиксируемое осью 39. Кронштейн 36 смонтирован на одном с направляющими кареток основании между механизмом 4 формирования профиля и механизмом 5 выборки продольного паза. Плоскость дугообразного кронштейна 32 перпендикулярна оси центров 10. Каждый из держателей 33 установлен на дугообразном кронштейне 32 под заданным углом между собой посредством резьбового соединения с возможностью перемещения в радиальном направлении с последующим стопорением с помощью гайки 40.
Станина 1, каретки 13, 21 и 25 каждая может позицироваться в исходном и рабочем положениях.
Устройство работает следующем образом.
Обрабатываемую деталь 11 заданной длины зажимают в центрах 10, станина 1, каретки 13, 21 и 25 и люнет 7 находятся в исходных положениях. Перемещением каретки 13 устанавливают фрезу 16 на необходимый диаметр готовой (обработанной) детали, включает первый электродвигатель 15, включают привод задней бабки 9 и реверсивный привод 3. В результате обрабатываемая деталь 11, вращаясь и продольно перемещаясь, взаимодействует с вращающейся фрезой 16, при этом внешние боковые кромки 19 ножей 17 проводят черновую обработку детали (со снятием коры), а внешние торцовые кромки 20 формируют профиль. Продольное перемещение детали 11 (вместе со станиной 1) продолжается до положения, при котором передний торец ее позиционируется (по ходу обработки детали) за люнетом 7. При отключенном приводе 3 переводят люнет 7 в рабочее положение и перемещают шаровые опоры до их соприкосновения с обработанной поверхностью детали 11, включают привод 3. Обрабатывая за один приход всю деталь по длине, выключают привод 3, привод задней бабки 9 и первый электродвигатель 15, а каретку 13 возвращают в исходное положение.
Для формирования (выборки) продольного паза включают реверс привода 3, в результате чего станина 1 ускоренно возвращается в рабочее положение, при котором передний торец обрабатываемой детали 11 позицируется перед фрезой 24. Включают привод 3. Перемещением каретки 21 в рабочее положение ориентируют фрезу 24 на заданную глубину продольного паза, включают второй электродвигатель 23, включают привод 3. В результате обрабатываемая деталь, продольно перемещаясь, взаимодействует с вращающейся фрезой 24 с выборкой продольного паза. Обрабатывая за один проход всю деталь 11 по длине, выключают привод 3 и второй электродвигатель 23, а каретку 21 возвращают в исходное положение.
Для выборки поперечного паза (первого) включают реверс привода 3, в результате чего станина 1 ускоренно возвращается в положение, при котором передний торец обрабатываемой детали 11 позицируется за фрезой 29 (по ходу обработки детали) на заданном расстоянии, выключают привод 3, перемещением третьего электродвигателя 27 в вертикальном направлении устанавливают фрезу 29 на заданную глубину поперечного паза, включают привод задней бабки 9, поворачивая обрабатываемую деталь 11 на угол, при котором продольный паз располагается внизу, выключают привод задней бабки 9, включают третий электродвигатель 27, подают каретку 25 вперед на величину формирования сквозного поперечного паза, выключают третий электродвигатель 27, возвращают каретку 25 в исходное положение, включают привод 3, поступательно перемещая станину 1 до положения, при котором задний торец (по ходу обработки) детали 11 позицируется перед фрезой 29 на заданном расстоянии, выключают привод 3, включают третий электродвигатель 27, подают каретку 25 вперед на величину формирования второго сквозного поперечного паза, выключают третий электродвигателя 27, возвращают каретку 25 в исходное положение, включают реверс привода 3, возвращая ускоренно станину 1 на исходную позицию выключают привод 3, отводят от обработанной поверхности детали 11 шаровые опоры 33, переводят люнет 7 в исходное положение, перемещают заднюю бабку 9 (предварительно закрепив к детали захватные органы грузоподъемного устройства), разжимают готовую деталь 11 и удаляют из зоны обработки.
Установка позволяет также посредством механизма 4 срезать горбыль, для чего необходимо установить ось вращения фрезы 16 на уровень центров 10 посредством проставки между основанием первого электродвигателя 15 и ответной поверхности каретки 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1991 |
|
RU2040389C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 1992 |
|
RU2098266C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1993 |
|
RU2015881C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2006 |
|
RU2307025C1 |
| СТАНОК ДЛЯ ОЦИЛИНДРОВКИ БРЕВЕН | 2007 |
|
RU2339502C1 |




Изобретение относится к деревообрабатывающей промышленности и может быть использовано как оборудование для изготовления деталей деревянных жилых и промышленных зданий. Цель изобретения упрощение конструкции при одновременном повышении качества. Устройство содержит станину 1, направляющие 2, привод 3, механизм 4 формирования профиля, механизм выборки продольного паза, установленный за механизмом 4, механизм 6 выборки поперечных пазов, установленный за механизмом 5, люнет 7, каретки. Новым в устройстве является то, что станина 1 с обрабатываемой деталью установлена на направляющих 2 с возможностью возвратно-поступательного перемещения посредством привода 3. Каждый механизм выполнен в виде электродвигателя с фрезой на его валу и установлен соответственно на каретках, каретки установлены соответственно на направляющих, перпендикулярных направляющим 2. Механизм 4 имеет фрезу, выполненную в виде усеченного конуса с режущими кромками. Люнет 7 выполнен с шаровыми опорами с уплотнением и установлен мехду механизмами 4 и 5 на одном с направляющими основании. Устройство позволяет также срезать горбыль посредством механизма 4 с фрезой. 3 з.п. ф-лы, 7 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
