Предлагаемое изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления деревянных деталей жилых и промышленных зданий.
Известен оцилиндровочный станок для изготовления деревянных деталей сруба, при использовании которого производится оцилиндровка бревен за счет их обточки (см., например, патент Российской Федерации №2040389, МКИ В27С 9/04, опубликованный 27.07.95 г., Бюл №21).
Оцилиндровочный станок содержит станину с направляющими, каретку для перемещения по направляющим узлами резания в виде механизма формирования профиля и механизма выборки продольного паза, механизм зажима бревна, отличающийся тем, что механизм зажима бревна выполнен в виде шпинделя с приводом его вращения и бабки, подвижной в продольном направлении, механизм формирования профиля выполнен в виде фрезы с фигурными ножами, у каждого из которых одна из режущих кромок параллельна плоскости, проходящей через продольную ось между центрами шпинделя и бабки и перпендикулярной оси вращения фрезы, а вторая режущая кромка наклонена к первой, причем ось вращения фрезы смещена относительно продольной оси.
Недостатком станка является то, что он содержит привод вращения бревна и фрезу с фигурными ножами, производящими обточку бревна до формы цилиндра. При обработке превращается в отходы (стружку) часть древесины, составляющая разность между исходной и конечной формами бревна. При длине бревна 6 м, диаметре вершинной части 210 мм, диаметре комля в 270 мм и диаметре полученного цилиндра в 200 мм отходы составят 30%, при длине бревна 8 м отходы возрастут до 36%. Оцилиндровка бревен длиной более 8 метров практически не производится. Снятие большого припуска требует значительной мощности, приводит к увеличению габаритов, массы и стоимости оцилиндровочных станков.
Решаемая задача - уменьшение отходов древесины при изготовлении оцилиндрованных бревен.
Технический результат - уменьшение мощности, габаритов, массы станка, увеличение выхода используемой древесины, увеличение длины обрабатываемых бревен.
Этот технический результат достигается тем, что в станке для оцилиндровки бревен, содержащем станину, на которой установлены подвижный и неподвижный механизмы зажима бревна и направляющие для перемещения каретки с установленными на ней узлами резания в виде механизма формирования профиля - фрезы и механизма выборки продольного паза в виде фрезы с режущими кромками, соответствующими форме вырезаемого паза с приводами и механизмами поперечных перемещений, исключается привод вращения бревна и фреза для формирования профиля с фигурными ножами с двумя режущими кромками и вводится установленный на каретке узел пиления с механизмом вертикального перемещения, фреза для формирования профиля имеет режущие кромки с радиусом, равным радиусу формируемого цилиндра, а центральная плоскость траектории резания этой фрезы проходит через центральную ось бревна.
Исключение привода вращения бревна и фрезы с двумя режущими кромками исключает обточку бревна и превращение в отходы значительной части древесины, введение узла пиления обеспечивает получение вместо этих отходов делового пиломатериала, а использование фрезы с радиусными кромками позволяет получить качественную поверхность оцилиндрованного бревна при съеме минимальных припусков.
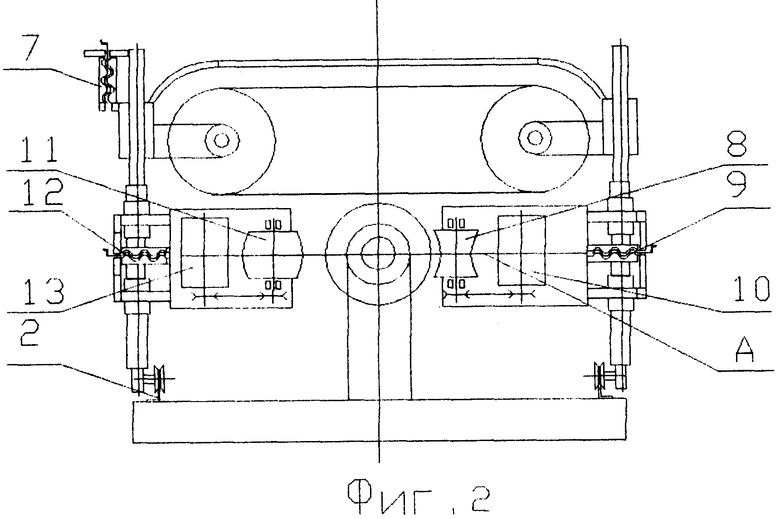
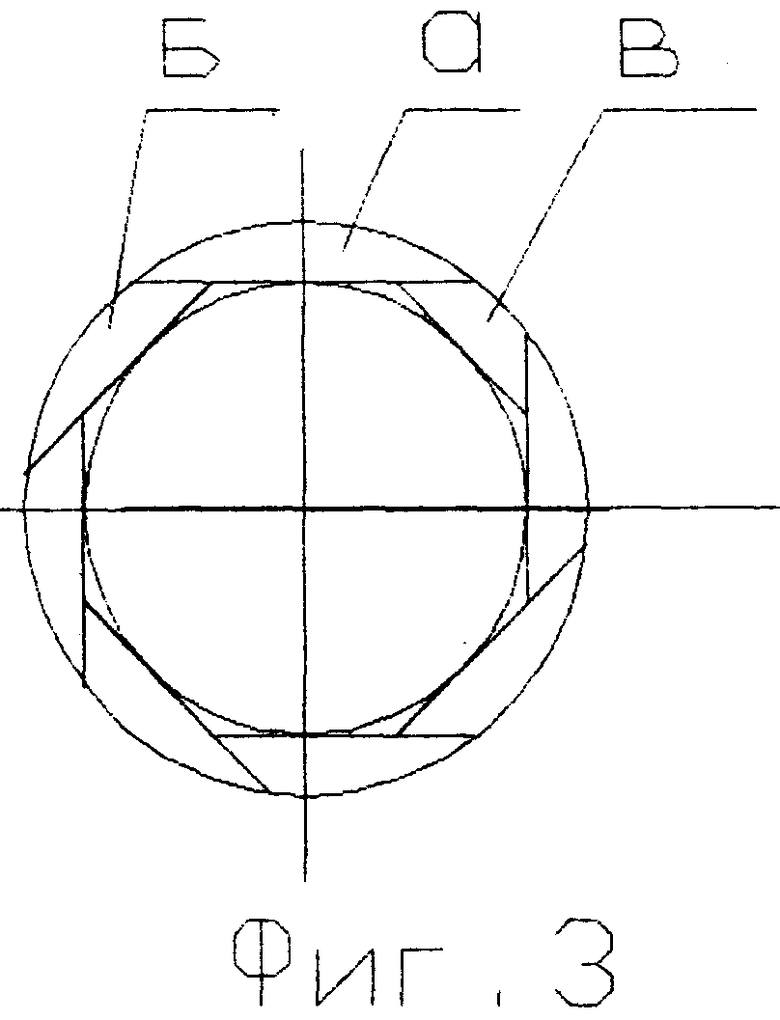
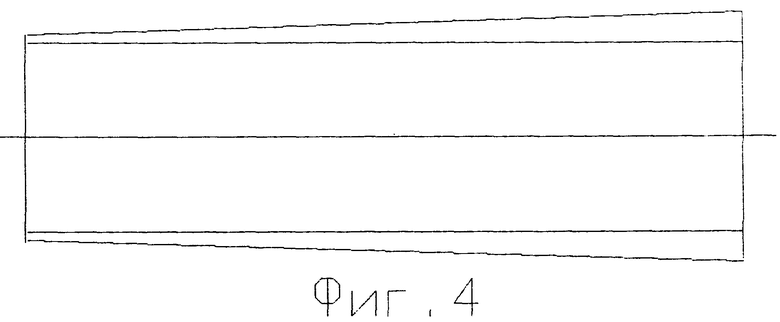
На фиг.1 приведен вид станка с торца, на фиг.2 - вид станка сбоку, на фиг.3 показаны разрезы, выполняемые узлом пиления, на фиг.4 - начальная и конечная формы бревна.
Станок для оцилиндровки бревен содержит станину 1 с направляющими 2, по которым перемещается каретка 3. На станине установлены подвижный 4 и неподвижный 5 механизмы зажима бревна. На каретке установлен узел пиления 6, например, в виде ленточнопильного устройства с механизмом вертикального перемещения 7, фреза 8 для формирования профиля, имеющая режущие кромки с радиусом, равным радиусу формируемого цилиндра, а центральная плоскость траектории резания А этой фрезы проходит через центральную ось бревна, совпадающую с осью, соединяющей центры механизмов зажима бревна. Фреза 8 снабжена механизмом 9 поперечного перемещения и приводом 10. На каретке также установлена фреза 11 для выборки продольного паза с механизмом 12 поперечного перемещения и приводом 13. Обрабатывается бревно 14.
Станок для оцилиндровки бревен работает следующим образом.
Обрабатываемое бревно 14 устанавливается между подвижным и неподвижным 5 механизмами зажима бревна. С помощью механизма вертикального перемещения 7 узел пиления 6 устанавливается в требуемое положение относительно бревна и за счет перемещения каретки 3 вдоль бревна отпиливают от бревна последовательно элементы "а", "б", "в" (фиг.3), соответственно поворачивая бревно после каждого прохода. После срезания первого элемента "б" механизмом 9 перемещают фрезу 8 в положение, соответствующее форме желаемого цилиндра. За счет того, что радиус режущих кромок фрезы 8 равен радиусу оцилиндрованного бревна, при каждом последующем проходе формируется часть поверхности цилиндра.
Перед последним проходом механизмом 12 фреза 11 перемещается в положение, соответствующее ширине паза, и производится его выборка при продольном перемещении каретки.
Таким образом, за счет отпила от бревна элементов "а", "б", "в" исключается перевод этой части бревна в отходы, обеспечивается получение делового пиломатериала и уменьшается припуск, снимаемый при формировании поверхности цилиндра. Исключение привода вращения бревна, уменьшение снимаемого припуска позволяет уменьшить мощность, потребляемую станком, уменьшить его габариты, массу и оцилиндровывать бревна любой длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1991 |
|
RU2040389C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2012 |
|
RU2497661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| ОЦИЛИНДРОВОЧНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2003 |
|
RU2268138C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| СПОСОБ ОБРАБОТКИ БРЕВЕН | 1992 |
|
RU2051025C1 |
Изобретение относится к оборудованию для изготовления деталей жилых и промышленных зданий. Станок содержит станину, на которой установлены подвижный и неподвижный механизмы зажима бревна и направляющие для перемещения каретки с установленными на ней узлами резания в виде механизма формирования профиля - фрезы и механизма выборки продольного паза в виде фрезы с режущими кромками, соответствующими форме вырезаемого паза, с приводами и механизмами поперечных перемещений. На каретке дополнительно установлен узел пиления с механизмом вертикального перемещения. Фреза для формирования профиля имеет режущие кромки с радиусом, равным радиусу формируемого цилиндра, а центральная плоскость траектории резания этой фрезы проходит через центральную ось бревна, совпадающую с осью, соединяющей центры зажима бревна. Изобретение уменьшает массу и габариты станка, увеличивает выход древесины. 4 ил.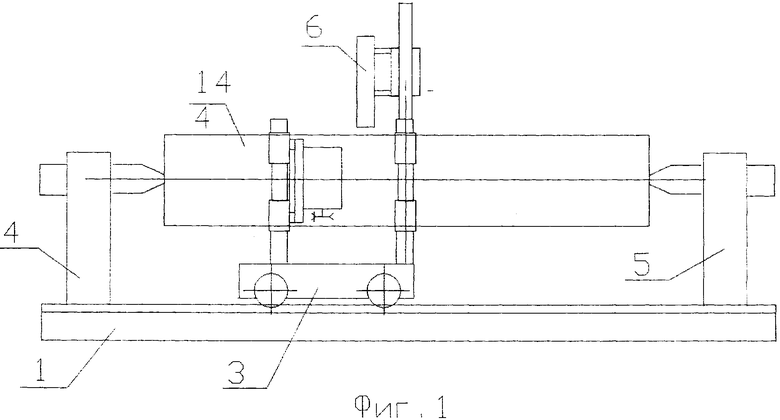
Станок для оцилиндровки бревен, содержащий станину, на которой установлены подвижный и неподвижный механизмы зажима бревна и направляющие, для перемещения каретки с установленными на ней узлами резания в виде механизма формирования профиля - фрезы и механизма выборки продольного паза в виде фрезы с режущими кромками, соответствующими форме вырезаемого паза, с приводами и механизмами поперечных перемещений, отличающийся тем, что на каретке дополнительно установлен узел пиления с механизмом вертикального перемещения, а фреза для формирования профиля имеет режущие кромки с радиусом, равным радиусу формируемого цилиндра, а центральная плоскость траектории резания этой фрезы проходит через центральную ось бревна, совпадающую с осью, соединяющей центры зажима бревна.
| ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1991 |
|
RU2040389C1 |
| Регенеративный приемник | 1923 |
|
SU562A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1993 |
|
RU2015881C1 |
| СПОСОБ ОБРАБОТКИ БРЕВЕН | 1992 |
|
RU2051025C1 |
| ОКОРОЧНО-НАКАЛЫВАЮЩИЙ АГРЕГАТ | 0 |
|
SU236753A1 |
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |

