Изобретение относится к металлорежущим станкам и предназначено для использования в инструментах для токарных, расточных и других станков со сменными режущими пластинами, прижимаемыми к державкам.
Известен узел режущего инструмента, содержащий державку с гнездом под режущую пластину, имеющим опорную поверхность, многогранную пластину, установленную на указанной опорной поверхности гнезда посредством штифта, запрессованного в державке, и крепежного клина с винтом (Нормали машиностроения МН3899-62 МН 3914-62 РТМ 63-62. Резец 2102-1949 МН 3903-62).
Недостаток известного режущего инструмента состоит в его низкой работоспособности. Указанный недостаток можно объяснить тем, что в процессе резания в месте контакта режущей пластины с заготовкой и сходящей стружкой режущая пластина и особенно вершина пластины нагреваются. Прогреваясь, режущая пластина нагревает и опорную поверхность державки под пластиной. При этом наиболее нагретым оказывается участок опорной поверхности, расположенный под режущей вершиной, который теряет свои механические свойства и расплющивается под действием вертикальной составляющей силы резания, что приводит к изгибным напряжениям в режущей пластине и ее поломкам в области вершины.
Известен также узел режущего инструмента, содержащий державку с гнездом под режущую пластину, имеющим опорную поверхность, ограниченную кромками и вершиной, и опору режущей пластины в виде твердосплавной подкладки, установленной под режущей пластиной на опорной поверхности державки.
Такой узел режущего инструмента имеет более высокую стойкость за счет уменьшения деформации дна выемки державки. Этот узел наиболее близок по технической сущности к изобретению и принят за прототип.
Однако данный узел режущего инструмента в случае его применения имеет недостаточную стойкость.
Указанный недостаток можно объяснить наличием двух стыков между режущей пластиной и опорой (твердосплавной подкладкой), между твердосплавной подкладкой и опорной поверхностью гнезда корпуса режущего инструмента, ухудшающих механизм теплопередачи. По этой причине основное количество тепла, выделяемого в процессе резания, аккумулируется при вершине. Возможная неплоскостность в стыках приводит к возникновению вибраций.
Накапливание тепла при вершине режущей пластины при работе узла, низкая теплопроводность твердого сплава и неравномерная деформация опорной поверхности гнезда корпуса на участках, приближенных к зоне резания, а также возникающая вибрация из-за неплоскостности в стыках приводят к образованию микротрещин в поверхностном слое пластины (режущих кромок), вызывая их выкрашивание.
Задачей изобретения является разработка узла режущего инструмента со сменными режущими пластинами, обеспечивающего снижение деформации дна выемки державки, но имеющего повышенную стойкость при работе.
Это решается тем, что в известном узле режущего инструмента, содержащем державку с выемкой и опорой режущей пластины из материала с твердостью и теплостойкостью выше твердости и теплостойкости материала державки, установленной в этой выемке, в дне выемки при ее вершине выполнено гнездо, а опора выполнена в виде стержня и установлена в упомянутом гнезде, при этом наружный торец стержня расположен в плоскости дна выемки.
В дне выемки у ее кромок может быть выполнено по крайней мере по одному дополнительному гнезду, в которых установлены дополнительные стержни, а гнездо и стержень могут быть выполнены цилиндрическими, нормальными дну выемки.
Выполнение гнезда в дне выемки при ее вершине, а опоры в виде стержня, установленного в гнезде, позволяет уменьшить деформацию дна выемки путем восприятия стержнем возникающей при резании нагрузки.
Увеличение площади контакта режущей пластины с более теплопроводным, чем материал опоры, материалом державки позволяет улучшить теплоотвод от режущей пластины в державку, снижая теплонапряженность в режущей пластине.
Расположение наружного торца стержня в плоскости дна выемки позволяет создать более надежный контакт между режущей пластиной и поверхностью дна выемки под режущую пластину.
Выполнение в дне выемки у ее кромок по крайней мере по одному дополнительному гнезду, в которых установлены дополнительные стержни, образуют несколько опорных точек для самой нагруженной части режущей пластины, обеспечивая повышение жесткости базирования пластин при резании, что уменьшает возможность возникновения вибраций и изгибных напряжений при резании.
Выполнение гнезда и стержня цилиндрическими, нормальными дну выемки, является наиболее простым конструктивным решением, позволяющим изготовить узел с наименьшими затратами.
Кроме того, стержни, упираясь в дно недеформируемой части державки, препятствуют возникновению остаточных деформаций (сплющиванию) вершинной части державки при резании.
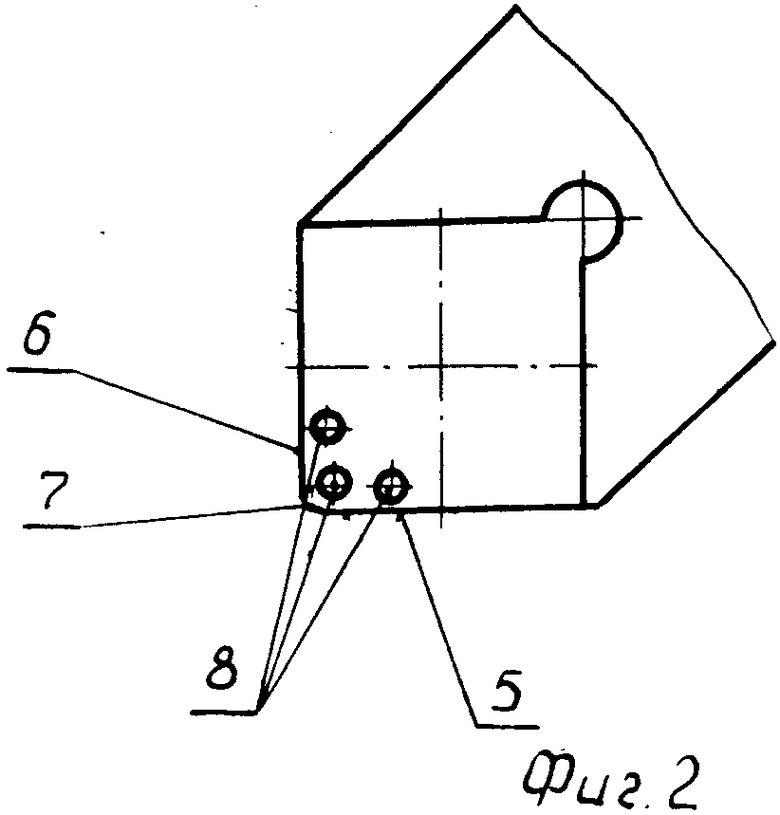
На фиг.1 изображен предлагаемый узел, общий вид; на фиг.2 выемка в державке под режущую пластину, план.
Узел режущего инструмента содержит державку 1 с выемкой 2 для режущей пластины 3. В дне 4 выемки 2, ограниченной кромками 5 и 6 и вершиной 7, при вершине установлена опора в виде стержня 8, помещенного в гнезде 9, выполненном в державке 1. При этом наружный торец а стержня 8 расположен в плоскости дна 4 выемки 2.
В описываемом варианте исполнения в дне 4 выемки 2 у ее кромок 5 и 6 выполнено по одному дополнительному гнезду 9, в которых установлены дополнительные стержни 8.
Гнездо 9 и стержень 8 выполнены цилиндрическими и нормальными дну 4 выемки 2.
Стержни 8 в гнездах 9 запрессованы. Диаметры стержней 8 выбираются конструктивно в зависимости от толщины режущей пластины 3 и площади поверхности дна 4 державки.
Стержни 8 могут быть выполнены из твердого сплава или из стали, например ШХ 15. Например, для режущей пластины 3 квадратной формы с диаметром вписанной окружности 19,5 мм, диаметры стержней выполнены 1,5-2,0 мм, глубина запрессования 6-8 мм.
При работе в месте контакта режущей пластины 3 с заготовкой и сходящей стружкой режущая пластина 3 нагревается, особенно в области вершины 10. Так как стержень, расположенный под режущей пластиной 3, занимает на вершине 7 меньшую площадь, чем площадь вершины державки, большая часть тепла уходит из режущей пластины 3 через материал державки, а меньшая часть тепла через стержень 8, благодаря чему уменьшается накапливание тепла в области режущей вершины 10.
В то же время накапливание тепла в режущей пластине 3 и корпусе не приводит к сплющиванию вершины державки, так как твердосплавные стержни, запрессованные в тело державки, воспринимают нагрузки от сил резания и, упираясь в дно б недеформируемой части державки, препятствуют возникновению остаточных деформаций (сплющиванию) вершинной части державки. Работоспособность такого инструмента повышается.
Использование: в инструментах для токарных, расточных и других станков со сменными режущими пластинами. В дне 4 выемки 2 при ее вершине 7 выполнено гнездо 9 в державке 1. Опора выполнена в виде стержня 8, помещенного в гнезде 9. Наружный торец а стержня расположен в плоскости дна 4 выемки 2. Он может быть выполнен из твердого сплава или стали, например ШХ 15. При работе в месте контакта режущей пластины с заготовкой и сходящей стружкой режущая пластина нагревается, особенно в области вершины 10. Так как стержень, расположенный под режущей пластиной, занимает на вершине 7 меньшую площадь, чем площадь вершины 5 державки, большая часть тепла уходит из режущей пластины через материал державки, а меньшая часть тепла через стержень, благодаря чему уменьшается накапливание тепла в области режущей вершины. 2 з.п.ф-лы 2 ил.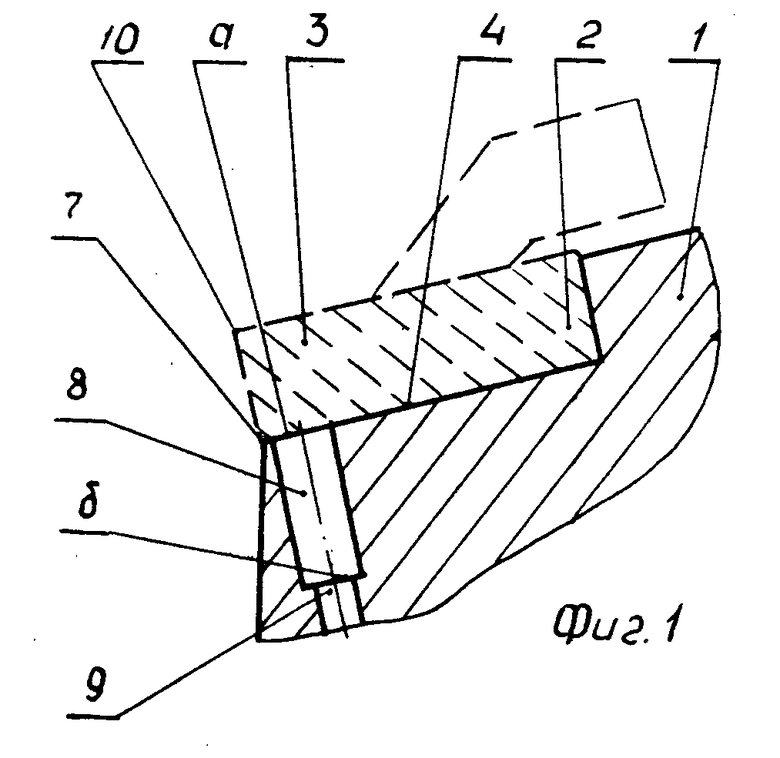
| Краткий справочник металлиста | |||
| Под ред | |||
| Малова А.Н., Резцы токарные проходные с механическим креплением перетачиваемых пластинок | |||
| М.: Машиностроение, 1972, с.258. |
