Изобретение относится к механической обработке труб давлением и может быть использовано для заглушки труб или изготовления труб с отверстием в донной части, с заданным радиусом сопряжения боковой поверхности и донной части.
Известен способ изготовления трубы с донной частью, заключающийся в деформировании концевого участка вращающейся относительно продольной оси трубчатой заготовки формообразующими роликами, реализуемый при работе устройства для заглушки одного конца металлического трубчатого элемента (заявка JP 56-23686, МКИ В21D 41/04, опубл. 1981 г.), содержащего патрон для закрепления и вращения трубчатой заготовки и подвижную формирующую головку с рабочими роликами, установленную с возможностью перемещения вдоль трубчатой заготовки.
Недостатками такого способа и устройства является их сложность, а также невозможность получения плоской донной части и заданного радиуса сопряжения боковой поверхности и донной части.
Наиболее близким к заявляемым способу и устройству и принятым в качестве прототипа является способ изготовления трубы с донной частью (заявка JP 59-033041, МКИ3 В21D 41/04, опубл. 1984 г.), заключающийся в деформировании формообразующим инструментом концевого участка вращающейся относительно продольной оси трубчатой заготовки, при этом формообразующий инструмент расположен на рычаге, который поворачивают относительно оси, перпендикулярной оси заготовки, реализуемый при работе устройства, содержащего формообразующий инструмент, расположенный на рычаге, установленном с возможностью поворота относительно оси, перпендикулярной оси заготовки.
Такие способ и устройство более просты, однако они также не позволяют получать трубы с плоской или вогнутой донной частью и заданным радиусом сопряжения боковой поверхности и донной части.
Задачей изобретения является обеспечение возможности получения трубы с плоской или вогнутой донной частью и заданным радиусом сопряжения боковой поверхности и донной части.
Поставленная задача решается за счет усовершенствования способа изготовления трубы с донной частью, включающего деформирование концевого участка установленной на оправке и вращающейся относительно продольной оси трубчатой заготовки поворотом формообразующего инструмента, расположенного на рычаге, относительно оси, перпендикулярной оси заготовки.
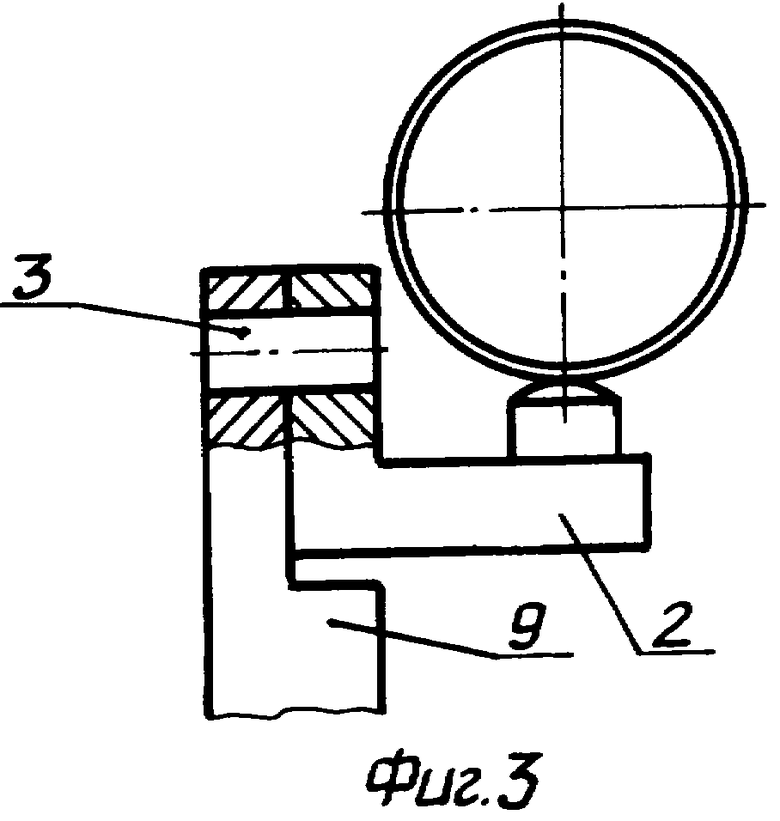
Это усовершенствование заключается в том, что используют оправку, боковая поверхность которой выполнена сопряженной с ее торцом по радиусу, соответствующему радиусу сопряжения внутренней боковой поверхности готовой детали с ее донной частью, перед деформированием заготовку устанавливают на оправку с выступанием ее концевого участка перед торцом оправки, обеспечивающим соответствие объема металла выступающего концевого участка заготовки объему металла донной части готовой детали, а поворот рычага осуществляют относительно оси, расположенной на расстоянии от рабочей поверхности формообразующего инструмента, соответствующем радиусу сопряжения наружной боковой поверхности готовой детали с ее донной частью, в соответствии со схемой расположения заготовки и формообразующего инструмента после деформирования, как это изображено на фиг.2.
Такое выполнение процесса деформирования позволяет ограничить деформацию материала заготовки зазором между оправкой и рабочей поверхностью формообразующего инструмента и за счет этого получить трубу с плоской или вогнутой донной частью и заданным радиусом сопряжения боковой поверхности и донной части.
Поставленная задача решается также за счет усовершенствования устройства для изготовления трубы с донной частью, содержащего оправку для установки трубчатой заготовки, формообразующий инструмент, расположенный на рычаге, установленном с возможностью поворота относительно оси, перпендикулярной оси заготовки.
Это усовершенствование заключается в том, что боковая поверхность оправки сопряжена с торцом по радиусу, соответствующему радиусу сопряжения внутренней боковой поверхности готовой детали с ее донной частью, рычаг установлен на державке, а ось его поворота расположена на расстоянии от рабочей поверхности формообразующего инструмента, соответствующем радиусу сопряжения наружной боковой поверхности готовой детали с ее донной частью, в соответствии со схемой расположения заготовки и формообразующего инструмента после деформирования, как это изображено на фиг.2.
Такое выполнение устройства позволяет ограничить деформацию материала заготовки зазором между оправкой и рабочей поверхностью формообразующего инструмента и за счет этого получить трубу с плоской или вогнутой донной частью и заданным радиусом сопряжения боковой поверхности и донной части.
Единым техническим результатом, достигаемым изобретением, является обеспечение деформации заготовки в зазоре между оправкой и рабочей поверхностью формообразующего инструмента.
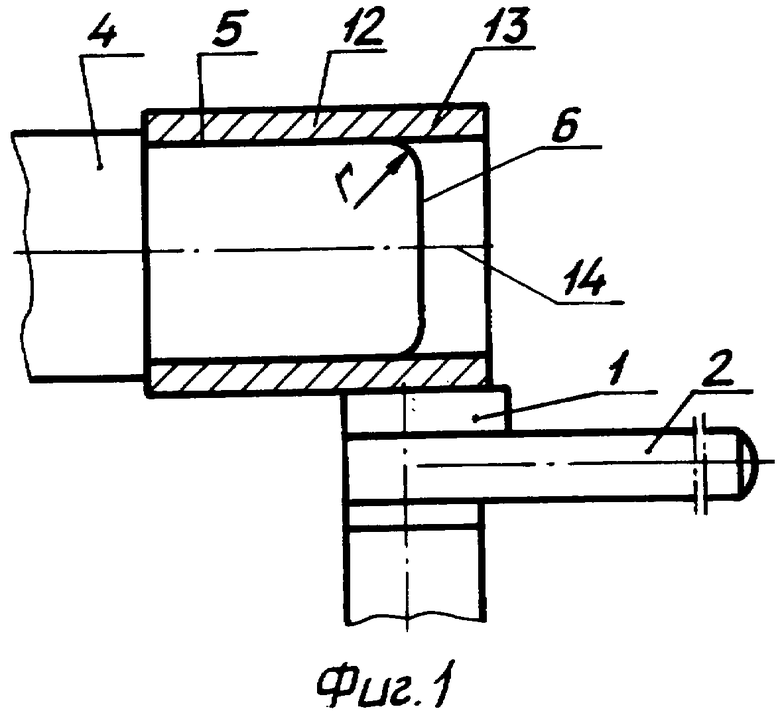
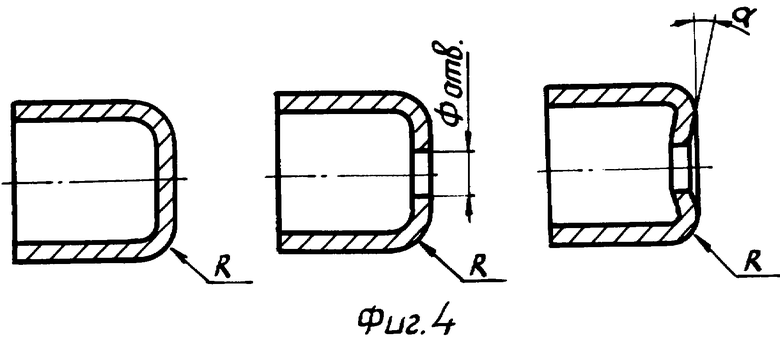
Изобретение поясняется чертежом, где на фиг.1 изображена схема расположения заготовки и формообразующего инструмента перед деформированием, на фиг.2 - то же, после деформирования, на фиг.3 - вид слева на фиг.1, на фиг.4 - варианты готовых деталей.
Устройство для изготовления трубы с донной частью содержит формообразующий инструмент - твердосплавную пластину 1, расположенную на рычаге 2, установленном с возможностью поворота относительно оси 3, перпендикулярной оси заготовки. Устройство снабжено оправкой 4, боковая поверхность 5 которой сопрягается с торцом 6 по радиусу R, соответствующему радиусу сопряжения внутренней боковой поверхности готовой детали 7 с внутренней поверхностью ее донной части 8. Рычаг 2 установлен на державке 9 с возможностью поворота относительно оси 3, расположенной на расстоянии от рабочей поверхности 10 формообразующего инструмента, соответствующем радиусу R сопряжения наружной боковой поверхности 11 готовой детали 7 с наружной поверхностью ее донной части 8, в соответствии со схемой расположения заготовки и формообразующего инструмента после деформирования, как это изображено на фиг.2.
Способ изготовления трубы с донной частью осуществляют на токарном станке, в патроне которого закрепляют заготовку 12, установленную на оправке 4 с выступанием концевого участка 13 перед торцом 6 оправки 4. При этом объем металла выступающего концевого участка 13 заготовки 12 соответствует объему металла донной части 8 готовой детали 7. Державку 9 закрепляют в резцедержателе станка (не показан), который подводят к заготовке, располагая ось 3 вращения рычага 2 на расстоянии от рабочей поверхности 10 формообразующего инструмента (твердосплавной пластины 1), соответствующем радиусу R сопряжения наружной боковой поверхности 11 готовой детали 7 с наружной поверхностью ее донной части 8, в соответствии со схемой расположения заготовки и формообразующего инструмента после деформирования, как это изображено на фиг.2. Заготовку вращают относительно ее продольной оси 14, при этом за счет трения рабочей поверхности 10 формообразующего инструмента - твердосплавной пластины 1 и поверхности заготовки 12 последняя нагревается. Поворачивая рычаг 2 относительно оси 3, осуществляют деформирование твердосплавной пластиной 1 концевого участка 13 нагретой вращающейся трубчатой заготовки 12. В результате получают готовую деталь 7, донная часть 8 которой сопрягается с боковой поверхностью по заданному радиусу. При этом можно изготовить трубу как с заглушенной донной частью, так и с отверстием в донной части, а также с плоской или вогнутой донной частью.
Предлагаемым способом и с применением предлагаемого устройства изготовили деталь из стали 20 диаметром 3 мм, толщиной стенки 2 мм с донной частью с отверстием диметром 14 мм, сопрягающейся с боковой поверхностью по наружному радиусу R 3 мм. Для этого трубчатую заготовку устанавливали на оправке с выступанием концевой части на 4,5 мм в патроне токарного станка 16К20, в резцедержателе которого закрепляли державку с формообразующим инструментом - твердосплавной пластиной из сплава ВК8. Заготовку вращали со скоростью 1500 об/мин и поворачивали рычаг до его расположения перпендикулярно оси заготовки.
Таким образом, использование предлагаемого способа и устройства позволяет получить трубу с плоской донной частью и заданным радиусом сопряжения боковой поверхности и донной части как с заглушенной донной частью, так и с отверстием за счет обеспечение деформации заготовки в зазоре между оправкой и рабочей поверхностью формообразующего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ В ТРУБНОЙ ЗАГОТОВКЕ ПЛОСКОГО ДНИЩА С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ ТРЕБУЕМОГО ДИАМЕТРА | 2010 |
|
RU2465975C2 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ШАРОВ И ДРУГИХ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1997 |
|
RU2134176C1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
Изобретение относится к обработке труб давлением и может быть использовано для заглушки труб или изготовления труб с отверстием в донной части, с заданным радиусом сопряжения боковой поверхности и донной части. Перед деформированием заготовку устанавливают на оправке, боковая поверхность которой сопряжена с торцом по радиусу, с выступанием ее концевого участка перед торцом оправки. При этом объем металла выступающего концевого участка заготовки соответствует объему металла донной части готовой детали. Рычаг с формообразующим инструментом поворачивают относительно оси, расположенной на определенном расстоянии от рабочей поверхности формообразующего инструмента. Устройство для осуществления способа содержит формообразующий инструмент, расположенный на рычаге, установленном с возможностью поворота относительно оси, перпендикулярной оси заготовки, оправку, боковая поверхность которой сопряжена с торцом по радиусу, соответствующему радиусу сопряжения внутренней боковой поверхности готовой детали с ее донной частью. Рычаг установлен на державке с возможностью поворота относительно оси, расположенной на расстоянии от рабочей поверхности формообразующего инструмента, соответствующем радиусу сопряжения наружной боковой поверхности готовой детали с ее донной частью. Расширяются технологические возможности за счет обеспечения возможности получения трубы с плоской или вогнутой донной частью и заданным радиусом сопряжения боковой поверхности и донной части. 2 н.п. ф-лы, 4 ил.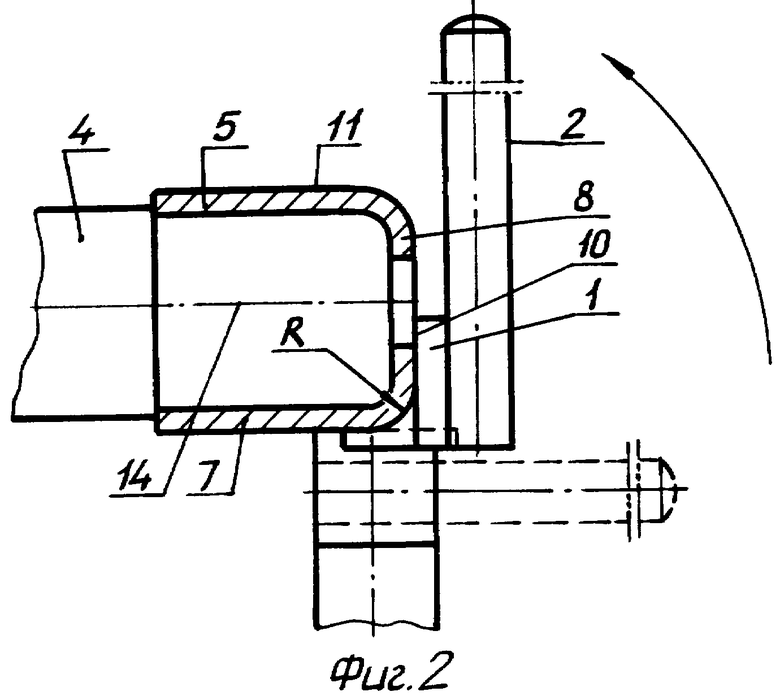
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Способ обкатки концов полых цилиндрических изделий и стан для его осуществления | 1987 |
|
SU1465144A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU262070A1 |
| Многоканальное устройство для определения координат источников акустической эмиссии | 1985 |
|
SU1283650A1 |

