Изобретение относится к технологии производства и ремонта изделий из полимерных материалов, преимущественно листов или монолитных панелей с односторонним подходом, например панелей крыла самолета.
Известен способ ремонта стенок контейнеров, представляющих собой трехслойную конструкцию с оболочками из листового стеклопластика и средней частью из древесины (патент ФРГ N 2758892 кл. В 32 В 35/00).
В соответствии с этим способом из дефектной оболочки вырезается поврежденный материал в виде прямоугольника со скосами по краям. В образовавшееся углубление, дном которого является деревянная часть стенки, заливается заподлицо с наружной поверхностью стеклопластиковой оболочки жидкая эпоксидная смола холодного отверждения. Ремонт панелей с односторонним подходом (например, панелей крыла) способом заливки жидкой смолой дефектного участка невозможен ввиду отсутствия опоры снизу. Осуществление ремонта таким способом нижних панелей крыла также не представляется возможным.
Известно техническое решение способа ремонта изделий из полимерных материалов, включающего определение границ зоны повреждения, вырезание поврежденной зоны с образованием сквозного отверстия и накладки соответствующей формы, вклеивание последней в зону повреждения с соблюдением режима давления и нагрева (а.с. СССР N 1359142, кл.5 В 29 C 73/26, опубл. 1987 г.).
Но такой способ ремонта изделий из полимерных материалов возможен, если дефекты имеют небольшие размеры. Для обработки дефектных зон требуется набор специальных инструментов нескольких типоразмеров и только круглых очертаний. Кроме того, существует вероятность не совсем плотного прилегания краев накладки к краям поврежденной зоны объекта из-за погрешности обработки их соответствующими сферическими поверхностями инструментов.
Известен и другой способ ремонта изделий из полимерных материалов, при котором определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия, изготавливают накладку из последовательно наложенных друг на друга слоев клеевого препрега соответствующей формы и вклеивают последние в зону повреждения изделия с соблюдением режима нагрева и давления (патент RU 2039655, кл. B 29 C 73/14, B 32 B 1/10, опубл. 1995 г. ).
К недостаткам этого способа ремонта следует отнести заданный разработчиками угол скоса кромок отверстий в дефектной зоне обшивки (35-45o), являющийся для предложенного способа определяющим фактором, существенно отличающийся от общепринятой оптимальной величины (3o), полученной опытным и расчетным путем. Фрезеровка паза в заполнителе с таким углом скоса для установки дополнительных накладок к верхней и нижней обшивкам приведет к разрушению заполнителя вблизи края отверстия на значительной площади, а накладки с такими скосами для верхней и нижней обшивок, изготовленные заранее или собранные из слоев препрега в зоне ремонта, вставить внутрь панели невозможно. В этой связи теряет смысл основополагающий тезис разработчиков о введении внутренних ремонтных накладок для верхней и нижней обшивки. Взамен накладок, предлагаемых разработчиками, в технологии ремонта полимерных материалов, разработанной в США более 20 лет назад, предусмотрено небольшое утолщение заплат в зоне ремонта за счет нескольких дополнительных слоев препрега.
Технический результат настоящего изобретения состоит в простоте выполнения способа, эффективности выполнения ремонта любых размеров на агрегатах любой толщины.
Технический результат достигается за счет того, что в способе ремонта изделий из полимерных материалов размер каждого последующего слоя клеевого препрега выбирают меньше предыдущего на величину нахлеста, а среднюю часть накладки, располагаемую в сквозной части отверстия, предварительно отверждают путем нагрева и сжатия посредством тарированной струбцины вне ремонтной зоны, а при вклеивании накладки в зону повреждения ее укладывают минимальными слоями вниз, при этом края накладки, оставшиеся неотвержденными, выступающие за контур сквозного отверстия, укладывают на поверхность скоса отверстия в зоне повреждения.
Более подробно ремонт поврежденной поверхности показан на чертежах, где:
на фиг. 1 показан дефект и контур вырезки;
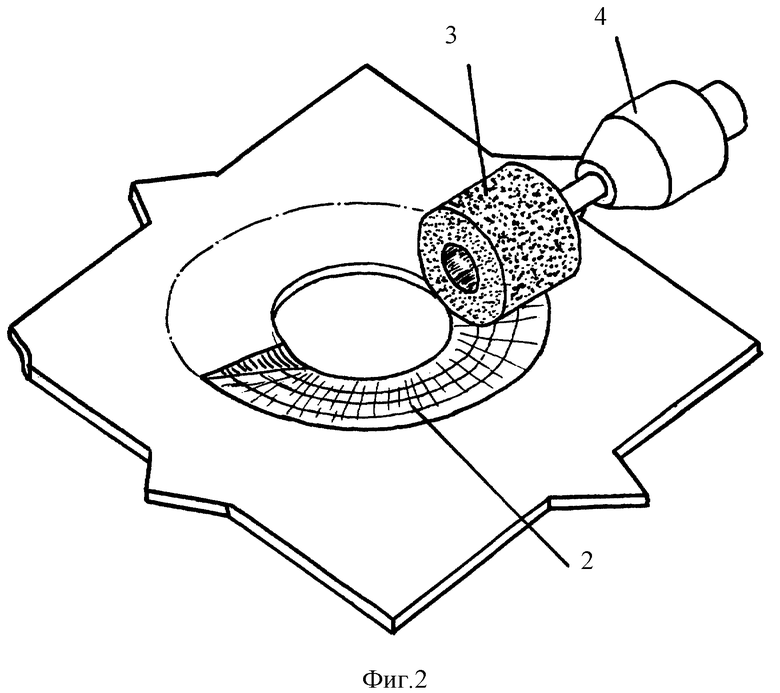
на фиг. 2 - вырезка конической поверхности по краю дефектной зоны;
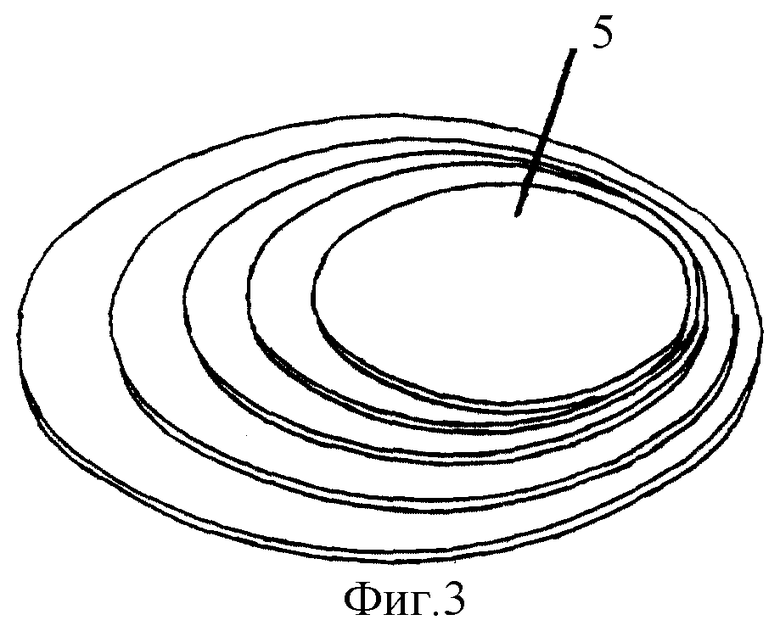
на фиг. 3 - шаблон для вырезания слоев накладки;
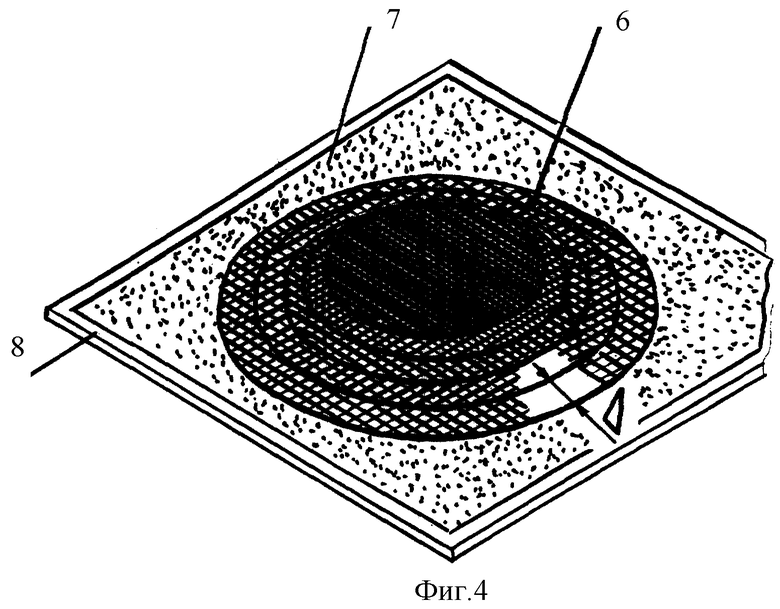
на фиг. 4 - вырезанные слои накладки;
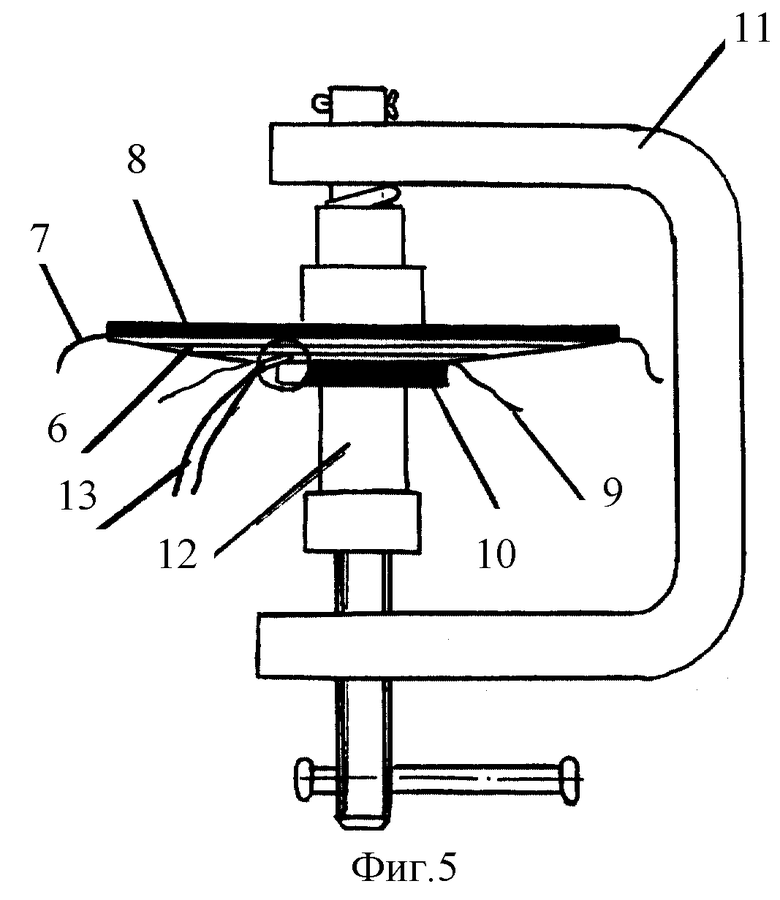
на фиг. 5 - отверждение средней части накладки;
на фиг. 6 - узел А фиг. 5;
на фиг. 7 - вклеивание накладки в ремонтируемую зону изделия.
Способ заключается в следующем.
Определяют место повреждения и его границы 1 (фиг. 1), после чего в поврежденной зоне вырезают сквозное отверстие по намеченному контуру 1 (фиг. 2) с образованием вокруг отверстия конической поверхности 2, например, с помощью абразивного круга 3, укрепленного в пневмодрели 4. Размечают и вырезают по шаблонам из плотной бумаги 5 (фиг. 3) слои клеевого препрега 6 накладки, причем каждый последующий слой должен быть меньше предыдущего на величину нахлеста Δ, вычисляемую по формуле
Δ = L/n,
где L - длина скоса выемки в панели;
n - определяется соотношением толщины ремонтируемой панели к толщине монослоя препрега.
Количество слоев препрега определяют из соотношения
n =Tp/tm,
где Tp - толщина ремонтируемой панели;
tm - толщина монослоя ткани, являющейся основой клеевого препрега.
Вырезанные слои препрега укладывают на антиадгезионной пленке 7 (фиг. 4), помещенной на подложке из алюминиевого сплава 8, причем слои располагают от большего к меньшему с обеспечением равномерного нахлеста слоев. После сборки накладки поверх наименьшего слоя укладывают антиадгезионную пленку 9 (фиг.5), накрывают прокладкой 10 из алюминиевого сплава. Далее среднюю часть накладки, располагаемую в сквозном отверстии, предварительно отверждают путем нагрева и сжатия посредством тарированной струбцины 11 вне ремонтной зоны. В тарированной струбцине наименьшие слои обращены к нагревателю 12. Нагрев контролируется с помощью термопары 13, помещенной между прокладкой 10 и антиадгезионной пленкой 9 (фиг. 6). Вследствие низкой теплопроводности слоев клеевого препрега 6 распространение тепла вне зоны нагрева не происходит.
Величина усилия сжатия слоев препрега 6 накладки в струбцине 11 регулируется и соответствует давлению формования полимерного материала в автоклаве. Происходит отверждение средней части накладки, причем размер отвержденного участка превышает или равен размеру сквозного отверстия в дефектной зоне.
Далее накладку укладывают в поврежденную зону 1 изделия 14 (фиг.7) минимальными слоями вниз, обеспечивают подачу давления воздушным мешком 15 через теплоизолятор 16 и нагреватель 17. При этом края накладки, оставшиеся неотвержденными, выступающие за контур сквозного отверстия, укладывают па поверхность скоса отверстия зоны повреждения и проводят вклеивание накладки в поврежденный участок изделия. Края накладки вследствие низкой теплопроводности полимеров, оставшиеся неотвержденными, легко, без подгонки и зазоров, прилегают к поверхности скосов отверстия в поврежденной зоне. Вклеивание накладки может выполняться также с использованием вакуумного мешка.
Реализация заявленного способа позволяет производить ремонт дефектов любых размеров с высокой эффективностью.
Предлагаемый способ ремонта изделий из полимерных материалов позволяет без демонтажа и вывода из строя объекта осуществлять ремонт известными средствами с использованием простой оснастки. Способ обеспечивает высокоточный подбор слоев препрега и оптимальные прочностные характеристики отремонтированного участка поверхности объекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОДНОСТОРОННИМ ДОСТУПОМ К ЗОНЕ РЕМОНТА | 2019 |
|
RU2723868C1 |
| СПОСОБ РЕМОНТА ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 2000 |
|
RU2181083C2 |
| СПОСОБ РЕМОНТА ДЛИННОМЕРНЫХ ПОВРЕЖДЕНИЙ НЕГЕРМЕТИЧНЫХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2021 |
|
RU2756744C1 |
| Способ клеевого ремонта аэродинамических поверхностей воздушных судов | 2020 |
|
RU2754706C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| СПОСОБ РЕМОНТА КЕССОНА КРЫЛА С СЕТЧАТЫМИ КОМПОЗИЦИОННЫМИ НЕРВЮРАМИ, КОМПОЗИЦИОННОЙ ОБШИВКОЙ И МЕТАЛЛИЧЕСКИМИ ЛОНЖЕРОНАМИ | 2017 |
|
RU2652765C1 |
| Способ ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов | 2023 |
|
RU2815201C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ РЕМОНТА ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2089393C1 |
Изобретение относится к технологии производства и ремонта изделий из полимерных материалов, преимущественно листов или монолитных панелей с односторонним подходом, например панелей крыла самолета. В способе ремонта изделий из полимерных материалов определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия. Изготавливают накладку из последовательно наложенных друг на друга слоев клеевого препрега соответствующей формы и вклеивают последовательно в зону повреждения изделия с соблюдением режима нагрева и давления. Размер каждого последующего слоя клеевого препрега выбирают меньше предыдущего на величину нахлеста. Среднюю часть накладки, располагаемую в сквозном отверстии, предварительно отверждают путем нагрева и сжатия посредством тарированной струбцины вне ремонтной зоны. При вклеивании накладки в зону повреждения ее укладывают минимальными слоями вниз. Края накладки, оставшиеся неотвержденными, выступающие за контур сквозного отверстия, укладывают на поверхность скоса отверстия зоны повреждения. Реализация заявленного способа ремонта изделий позволяет производить ремонт дефектов любых размеров с высокой эффективностью. 7 ил.
Способ ремонта изделий из полимерных материалов, при котором определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия, изготавливают накладку из последовательно наложенных друг на друга слоев клеевого препрега соответствующей формы и вклеивают последовательно в зону повреждения изделия с соблюдением режима нагрева и давления, отличающийся тем, что размер каждого последующего слоя клеевого препрега выбирают меньше предыдущего на величину нахлеста, а среднюю часть накладки, располагаемую в сквозном отверстии, предварительно отверждают путем нагрева и сжатия посредством тарированной струбцины вне ремонтной зоны, а при вклеивании накладки в зону повреждения ее укладывают минимальными слоями вниз, при этом края накладки, оставшиеся неотвержденными, выступающие за контур сквозного отверстия, укладывают на поверхность скоса отверстия зоны повреждения.
| Способ ремонта изделий из полимерных материалов | 1985 |
|
SU1359142A1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| Изготовление стеклопластиковых самолетных деталей методом контактного прессования | |||
| -М.: ВИАМ, 1967, с.19,29. | |||

