Изобретение относится к петлям для навешивания дверей, а именно к петлям особой конструкции с двумя и более осями вращения, а также к устройствам для обработки металлов, а точнее к устройствам для установки и крепления изделий в положение для сварки. Оба взаимосвязанные изобретения могут найти применение в электротехнической промышленности, машиностроении и других отраслях промышленности, в которых используются левые и правые внутренние дверные петли и устройства для их изготовления. Петли используются в металлических ящиках (подвесных шкафах) и шкафах (на лапах) для монтажа в них электро-, гидро-, пневмоаппаратов и т. п.
Известна внутренняя двухзвенная петля металлического ящика или шкафа с упругим уплотнением дверей, содержащая упор и два звена двух цилиндрических шарниров, продольные оси которых расположены на некотором расстоянии друг от друга и параллельны между собой, а также перемычку, к полкам которой приварены упор и звенья шарниров. При этом звено для навешивания двери выполнено в виде гладкой (без ступеней) втулки, звено для навешивания петли на корпус ящика или шкафа выполнено в виде ступенчатой оси, а перемычка между втулкой и осью выполнена в виде скобы. Для крепления одной двери необходимо минимум две двухзвенные петли, втулки которых образуют одну группу соосных звеньев цилиндрических шарниров, а ступенчатые оси другую группу.
Недостатком двухзвенной петли является заедание ее звеньев в цилиндрических шарнирах из-за несинхронности поворота перемычек этих петель при открывании и закрывании ящика или шкафа. Несинхронность поворота петель в свою очередь вызвана всегда имеющейся фактической разностью моментов трения, действующих на звенья цилиндрических шарниров разных петель одной двери, отсутствием синхронизирующей связи между перемычками этих петель и недостаточной жесткостью дверей на кручение вокруг осей геометрической оси звеньев первой группы. При этом с увеличением усилия на преодоление заедания возрастает скручивание двери и несинхронность поворота петель, а это приводит к еще более сильному заеданию. Жесткость на кручение дверей металлических ящиков и шкафов невелика, так как их обычно изготавливают из тонкого листового материала, а местные ужесточения дверей рифлями, накладками, ребрами жесткости и т. п. малоэффективны. Повышение же жесткости дверей за счет утолщения этого материала привело бы к значительному увеличению металлоемкости и массы дверей и шкафа в целом.
Известно устройство для изготовления двухзвенной петли, содержащее плиту с отверстием для установки ступенчатой оси петли меньшей по диаметру ступенью с жестко закрепленным на плите пальцем для установки на него (надеванием) гладкой втулки петли и со съемными планками фиксаторами для установки перемычки. Устройство применяется на Азовском заводе КПА (кузнечно-прессовых автоматов). Из-за отсутствия существенных отличий и новизны по сравнению с ранее известными подобными устройствами оно непатентоспособно, а из-за простоты конструкции изготовлено без чертежей.
Недостатком устройства является необходимость при съеме некоторых готовых петель (некоторых экземпляров петель) выбивания ступенчатой оси петли из отверстия плиты и сбивания втулки петли с пальца устройства из-за остаточных деформаций в петле после ее сварки. Этот недостаток устройства не поддается устранению, так как базирование перед сваркой втулки петли по внутренней цилиндрической поверхности ее отверстия и ступенчатой оси на наружной цилиндрической поверхности меньшей по диаметру ступени является единственно возможным при данной конструкции петли.
Наиболее близкой к предлагаемой по технической сущности является выбранная в качестве прототипа внутренняя четырехзвенная дверная петля металлического ящика или шкафа с торцовым упругим уплотнением дверей, содержащая пластину, две скобы, два упора, два звена цилиндрических шарниров в виде гладких втулок для навешивания двери и два звена в виде ступенчатых осей для навешивания петли на корпус ящика или шкафа. При этом пластина и две скобы образуют вместе общую для всех четырех звеньев сварную перемычку, к полкам которой приварены втулки и ступенчатые оси. Две втулки образуют одну группу соосных звеньев цилиндрических шарниров, а две ступенчатые оси другую группу соосных звеньев. Группы расположены так, что их продольные оси параллельны и удалены друг от друга на некоторое расстояние. По составу четырехзвеную петлю можно считать также состоящей из двух двухзвенных петель и пластины, приваренной к скобам их петель. Таким образом, четырехзвенная петля отличается от двух двухзвенных петель, на которые навешена дверь, только наличием дополнительной пластины. Пластина, хотя несколько и увеличивает трудоемкость, металлоемкость и массу по сравнению с двумя отдельными петлями, но синхронизирует поворот скоб этих двух петель и устраняет таким образом скручивание двери, т. е. основную причину заеданий при открывании и закрывании ящика или шкафа. При этом увеличение общей массы ящика или шкафа за счет введения пластины значительно меньше увеличения, которое было бы при обеспечении синхронизации за счет увеличения жесткости дверей.
Недостатком конструкции четырехзвенной петли является оставшееся неустраненным заедание звеньев некоторых петель (некоторых экземпляров петель) в цилиндрических шарнирах из-за повышенной несоосности внутри каждой из двух групп звеньев шарниров. Повышенная несоосность вызвана в свою очередь низкой технологичностью конструкции петли по обеспечению этой способности. Из-за низкой технологичности конструкции сварку петли нельзя произвести в одном устройстве и ее приходится делать в двух последовательно используемых устройствах с разными установочными базами. Кроме того, существенным недостатком этой петли является то, что она не обеспечивает удовлетворительную герметичность ящика или шкафа с высотой корпуса порядка 1000 мм и более без учета высоты транспортных и опорных элементов, выступающих частей крыши и т. п. В широко применяемых ящиках и шкафах с такой высотой корпуса из-за увеличенного при этом расстояния между верхней и нижней парой звеньев цилиндрических шарниров, особенно посредине между этими парами, закрытая дверь отгибается наружу ее упругим уплотнением настолько, что уплотнение в этих местах оказывается недостаточно сильно прижатым дверью к корпусу и не обеспечивающим требуемую герметичность ящика или шкафа. Введение дополнительных пар звеньев могло бы устранить этот недостаток. Однако их введение с учетом нетехнологичности конструкции известной четырехзвенной петли по обеспечению соосности звеньев внутри групп приводит к увеличению заеданий при открывании и закрывании дверей и поэтому практически невозможно.
Наиболее близким по технической сущности к предлагаемому устройству для многозвенной петли являются два устройства, последовательно используемые для сварки четырехзвенной петли. В первом устройстве производится сварка двухзвенных петель, являющихся заготовками для многозвенной петли. Это устройство и его недостатки описаны выше. Во втором устройстве производится приварка двух двухзвенных петель их скобами к жестко соединяющей их между собой пластине. Второе устройство не патентовалось и не имеет какой-нибудь другой государственной регистрации. Оно содержит плиту, два ограничителя для установки двух предварительно сваренных двухзвенных петель и четыре платика для установки и приварки к двухзвенным петлям пластины.
Недостатком устройства является то, что в нем петли устанавливаются по наружным поверхностям скоб. В результате этого изменения баз в большинстве четырехзвенных петель получается повышенная несоосность звеньев внутри групп звеньев, которая приводит к заеданиям при открывании и закрывании ящика или шкафа. Это заедание меньше заедания из-за несинхронности в двух, не связанных между собой пластиной, двухзвенных петлях, но однако существенно снижает удобство обслуживания ящика или шкафа. Общим недостатком обоих устройств является то, что их два, и то, что время их обслуживания соответственно почти удваивается по сравнению со временем, если бы вместо них было одно устройство. Однако заменить эти два последовательно используемых устройства одним устройством для сварки сразу всей четырехзвенной петли с установкой ее втулок по внутренним цилиндрическим поверхностям, а ступенчатых осей по наружным цилиндрическим поверхностям невозможно по следующей причине. После сварки большинство четырехзвенных петель практически невозможно снять с устройства из-за остаточных деформаций после сварки. При этом съем готовых петель не становится возможен и после замены сварной перемычки, состоящей из двух скоб и пластины, на цельную. В петле с цельной перемычкой меньше на два сварных шва, соответственно меньше и деформации, но они еще достаточно велики и съем большинства готовых петель без повреждения их или устройства остается невозможным.
Целью изобретения является улучшение эксплуатационных качеств петли и повышение технологичности ее изготовления. Поставленная цель достигается тем, что во внутренней многозвенной дверной петле металлического ящика или шкафа с упругим уплотнением дверей, содержащей один или более упоров, две группы соосных звеньев цилиндрических шарниров, расположенных параллельно друг другу, и перемычку, к полкам которой приварены звенья, все звенья выполнены в виде ступенчатых осей, а перемычка выполнена в виде одной, общей для всех звеньев цельной скобы. Поставленная цель достигается также тем, что в многозвенной дверной петле для ящиков и шкафов с высотой корпуса порядка 1000 мм и более без учета высоты транспортных и опорных элементов, выступающих частей крыши и т. п. между верхней и нижней парами приваренных к полкам перемычки звеньев цилиндрических шарниров размещены одна и более дополнительных пар звеньев, а в стенке перемычки посредине между звеньями каждой дополнительной пары выполнено технологическое окно для наложения электродом внутренних швов при приварке дополнительных звеньев к полкам перемычки.
Кроме того, поставленная цель достигается тем, что в устройстве для сварки внутренней многозвенной дверной петли, содержащем плиту и жестко закрепленные на ней детали для установки звеньев цилиндрических шарниров, эти детали выполнены в виде призм, расположенных таким образом, что их V-образные пазы образуют два параллельных ряда, по одному ряду на каждую группу привариваемых соосных звеньев в виде ступенчатых осей, при этом прямые линии пересечения плоскостей наклонных поверхностей каждого из этих пазов расположены внутри ряда на одной прямой. В предлагаемом устройстве для сварки можно варить многозвенную петлю сразу без предварительной сварки заготовок в виде двухзвенных петель и с любым количеством звеньев в виде ступенчатых осей. Все готовые петли после их открепления легко снимаются с открытых пазов призм устройства. Усилие съема практически зависит только от массы петли и не зависит от количества звеньев в петле.
Объединение двух технических решений в одну заявку связано с тем, что петля и устройство для ее сварки совместно решают общую задачу устранение заеданий при открывании и закрывании ящиков и шкафов, а также увеличение герметичности ящиков и шкафов с высотой корпуса порядка 1000 мм и более без учета высоты транспортных и опорных элементов, выступающих частей крыши и т. п. Объединение связано еще с тем, что конструкция петли увязана с конструкцией устройства для ее сварки и использование одного изобретения без другого невозможно.
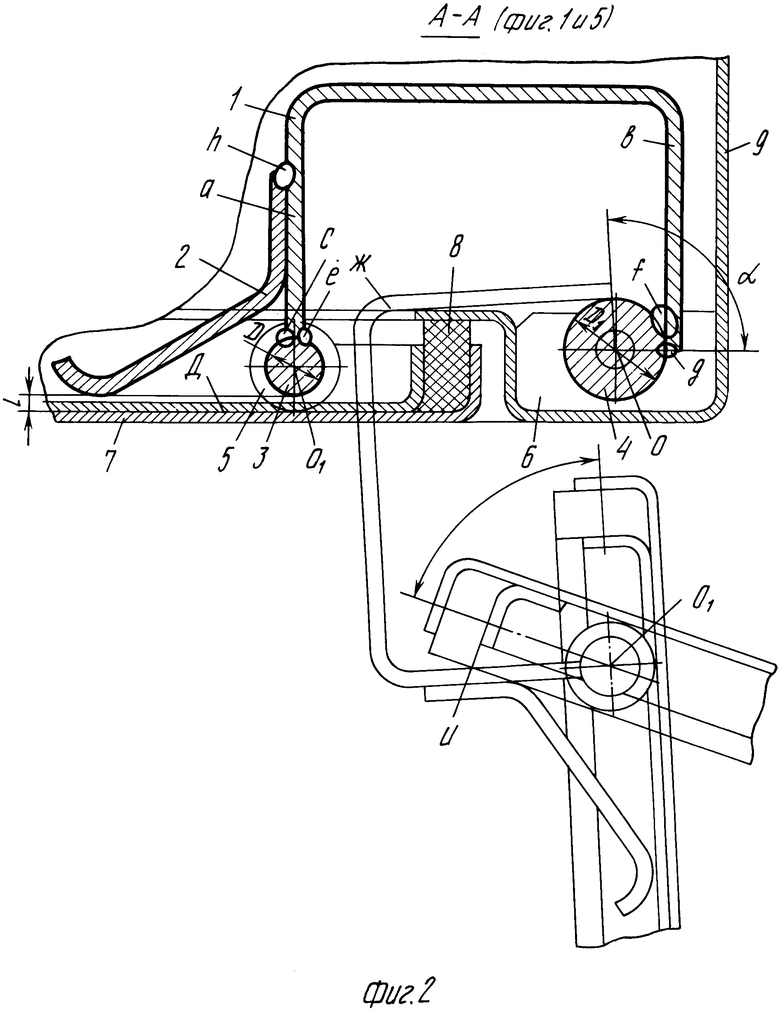
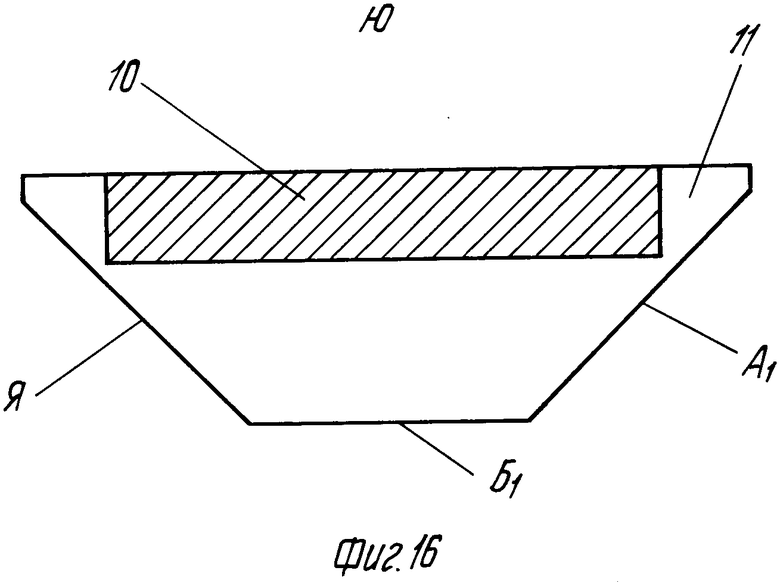
На фиг. 1 изображена правая (для правой двери) четырехзвенная петля, расположенная в вертикальном рабочем положении, общий вид; на фиг. 2 четырехзвенная и шестизвенная петли с показом их крайних положений, поперечное сечение; на фиг. 3 четырехзвенная петля с показом звеньев цилиндрических шарниров (ступенчатых осей) для навешивания двери ящика или шкафа, продольное сечение; на фиг. 4 четырехзвенная петля с показом звеньев (ступенчатых осей) для навешивания ими петли на корпус ящика или шкафа, продольное сечение; на фиг. 5 шестизвенная петля, общий вид; на фиг. 6 шестизвенная петля с показом ступенчатых осей для навешивания на них двери, продольное сечение; на фиг. 7 шестизвенная петля с показом ступенчатых осей для навешивания ими петли на корпус ящика или шкафа, продольное сечение; на фиг. 8 устройство для сварки шестизвенной петли, вид спереди и вид сверху; на фиг. 9 устройство для сварки шестизвенной петли без показа деталей, расположенных над призмами для установки в них ступенчатых осей петли, вид сверху; на фиг. 10 поперечное сечение устройства по призмам для установки ступенчатых осей, предназначенных для навешивания на них двери; на фиг. 11 выносной элемент (увеличенное отдельное изображение) фрагмента сечения, изображенного на фиг. 10; на фиг. 12 поперечное сечение устройства по призмам для установки ступенчатых осей, предназначенных для навешивания ими петли на корпус ящика или шкафа; на фиг. 13 выносной элемент фрагмента сечения, изображенного на фиг. 12; на фиг. 14 поперечное сечение устройства по винтам для крепления перемычки свариваемой петли ящика или шкафа; на фиг. 15 поперечное сечение устройства по подкладке для фиксации упора свариваемой петли; на фиг. 16 поперечное сечение устройства с показом на боковинах скосов для фиксирования устройства в повернутых вокруг продольной оси положениях.
Четырехзвенная внутренняя петля (фиг. 1-4) выполнена в виде сварной конструкции и содержит перемычку 1, два упора 2 и две группы соосных звеньев цилиндрических шарниров, параллельно расположенные на некотором расстоянии друг от друга. В одну группу соосных звеньев входят два одинаковых звена 3, в другую группу два одинаковых звена 4. Все четыре звена выполнены в виде ступенчатых осей. Перемычка 1 выполнена в виде одной, общей для всех звеньев цельной скобы с отогнутыми полками "а" и "б", к которым приварены звенья 3 и 4. Звенья 3 и 4 для навешивания двери ящика или шкафа приварены сварными швами "с" и "е" к торцу Г (фиг. 2 и 3) полки "а" наружной поверхностью большей по диаметру ступени (ступени с диаметром D). При этом меньшие по диаметру ступени (ступени с диа- метром d), на которые надеваются без натяга втулки 5 двери 7 с торцовым уплотнением 8 корпуса 9 ящика или шкафа, расположены вверх. Звенья 4 для навешивания ими петли на корпус ящика или шкафа приварены швами "f" и "g" (фиг. 2) к внутренней поверхности полки "b" наружной поверхностью большей по диаметру ступени (ступени с диаметром D1) таким образом, что меньшие по диаметру ступени (ступени с диаметром d), вставляемые без натяга в отверстия опорных платиков 6, расположены вниз (фиг. 4). Платики 6 (фиг. 2) жестко прикреплены к корпусу 9 ящика или шкафа. Упоры 2 для ограничения поворота в их сторону двери 7 с втулками 5 приварены швами "h" к перемычке 1 так, что между упорами и внутренней поверхностью Д закрытой двери образован зазор "i", равный зазору между наружной поверхностью звеньев 3 и поверхностью Д. Для обеспечения возможности навешивания двери на петлю и навешивания петли на корпус ящика или шкафа, а также для снятия в случае необходимости двери с петли и петли с корпуса в боковых полках "а" и "в" перемычки 1 (фиг. 3 и 4) выполнено по одному пазу. В полке "а" паз выполнен с длиной L, в полке "в" с длиной l. Глубина пазов "j" и "m", а также диаметры D и D1 больших по диаметру ступеней звеньев 3 и 4 выполнены с величинами, обеспечивающими беспрепятственный поворот петли при открывании и закрывании двери.
Шестизвенная внутрення петля (фиг. 2-7) конструктивно подобна описанной выше четырехзвенной петле. Отличие в следующем. Между верхней и нижней парами звеньев 3 и 4 расположена дополнительная пара звеньев 3 и 4. Расположение звеньев 3 и 4 дополнительной пары аналогично расположению звеньев в верхней и нижних парах, т. е. звено 3 расположено ступенью с меньшим диаметром вверх, а звено 4 вниз. В стенке перемычки 1 (фиг. 5) посредине между звеньями дополнительной пары выполнено технологическое окно Е для наложения электродом на доступных с торцов перемычки 1 внутренних швов "е" и "f" при приварке дополнительных звеньев к перемычке. В полках "а" и "b" (фиг. 6 и 7) выполнено по одному дополнительному пазу с длиной l и L для обеспечения возможности навешивания двери на петлю и петли на корпус ящика или шкафа, а также для снятия в случае необходимости двери с петли и петли с корпуса.
Внутренняя четырехзвенная петля (фиг. 2) работает следующим образом.
При открывании двери 7 петля сначала вместе с дверью поворачивается в отверстиях неподвижных платиков 6 против часовой стрелки вокруг оси 0 на угол α до упора перемычкой 1 в корпус 9 по линии, спроектированной в точку Ж. При этом ось 01 переместится в положение 01'. После этого при необходимости возможно дополнительное открывание двери 7 за счет поворота двери с втулками 5 против часовой стрелки относительно оси 01' на угол β до упора упругого уплотнения 8 в перемычку 1 по линии, спроектированной в точку И. Поворот двери 7 по часовой стрелке ограничен упорами 2. Это ограничение устраняет трудности при закрывании двери, предварительно излишне повернутой по часовой стрелке вокруг оси 01'. Синхронизация поворота верхней и нижней частей двери 7, т. е. устранение скручивания двери, при открывании и закрывании производится перемычкой 1. Петли с шестью, восемью и более звеньями работают аналогично четырехзвенной петле.
Устройство для сварки (фиг. 8-13) внутренней петли содержит плиту 10, две прикрепленные боковины 11, на которых стоит устройство; две жестко прикрепленные к боковинам 11 ручки 12 для переноса устройства и его поворота в одно из трех необходимых для сварки петли положений; шесть призм 13 с V-образными пазами для установки в них ступенями с меньшим диаметром звеньев в виде ступенчатых осей 3 и 4; три коротких с продольными пазами прижима 14 и три длинных с продольными пазами прижима 15 для крепления осей 3 и 4 в призмах 13; шесть пружин сжатия 16 для подъема прижимов 14 и 15 при откреплении осей 3 и 4; шесть плоских шайб 17, предотвращающих западание верхних концов пружин в продольные пазы прижимов 14 и 15, шесть винтов 18 для крепления осей 3 и 4 в призмах 13, шесть шайб 19 с выпуклой сферической поверхностью и шесть шайб 20 с вогнутой сферической поверхностью для устранения остаточных деформаций прижимов и винтов 18. Кроме того, устройство (фиг. 14 и 15) содержит для установки и крепления в нем перемычки свариваемой скобы два жестко прикрепленных к плите 10 фиксатора 21 для фиксирования поперечного положения перемычки 1 по внутренним поверхностям ее полок "а" и "b"; две съемные пластины 22, два ввернутых в пластины 22 винта 23 и четыре попарно прикрепленные к плите стойки 24 для удержания пластин 22 при зажатой перемычке 1; две жестко закрепленные к плите подкладки 25 для фиксирования требуемого положения привариваемых к перемычке 1 упоров 2 (фиг. 15). Сверху плиты 10 (фиг. 9, 10 и 12) выполнено шесть гнезд под призмы 13. Призмы 13 плотно вставлены в эти гнезда, привинчены к днищам этих гнезд и расположены так, что их V-образные пазы образуют два параллельных ряда на каждую группу соосных звеньев цилиндрических шарниров в виде ступенчатых осей 3 и 4. Плоскости наклонных поверхностей каждой из трех призм 13, на которых устанавливаются ступенчатые оси 3 (фиг. 11), пересекаются по прямым линиям, лежащим на одной прямой и проецирующимся в поперечном сечении в точке М. Плоскости наклонных поверхностей каждой из остальных трех призм 13, на которых устанавливаются ступенчатые оси 4 (фиг. 13), пересекаются по прямым линиям, лежащим на одной прямой и проецирующимся в поперечном сечении в точку Н. Глубина "n" гнезд в плите 10 под первые три призмы 13 (фиг. 10) больше глубины "n1" гнезд под остальные призмы 13 (фиг. 12). Для повышения соосности между собой ступенчатых осей 3 и повышения после сварки петли соосности между собой ступенчатых осей 4 чистовая механическая обработка, например шлифование, наклонных плоских поверхностей V-образных пазов призм 13 произведена с одной установки на обрабатывающем станке после закрепления призм 13 в их гнездах. При этом сначала обработаны на проход сразу все три первые призмы 13, а потом сразу все три остальные призмы. Прижимы 14 и 15 для удобства их перемещения снабжены соответственно выступами Р и С.
Перед установкой деталей в устройстве винты 18 (фиг. 10 и 12) слегка вывернуты, прижимы 14 и 15 приподняты пружинами 16 и отодвинуты вручную за их выступы Р и С от призм 13, пластины 22 с винтами 23 сняты, а само устройство установлено с опорой на поверхности Б1 боковин 11 (фиг. 16), т. е. с горизонтальным расположением плиты 10. На три призмы 13, расположенные вверху вида на устройство сверху (фиг. 9), устанавливают по одной ступенчатой оси 3 (фиг. 9-11) ступенью с диаметром "d". Оси 3 установлены до упора буртами в левые торцы призмы 13 (фиг. 9). После этого прижимы 14 надвигаются на оси 3, а винты 18 вворачиваются до закрепления осей 3 в призмах 13. Аналогично производится установка и закрепление осей 4 прижимами 15 в призмах 13, расположенных внизу вида на устройство сверху (фиг. 9). Отличие лишь в том, что оси 4 в этих призмах 13 устанавливаются до упора буртами в правые торцы этих призм. На два фиксатора 21 (фиг. 9 и 14) устанавливается полками "а" и "b" вниз перемычка 1 до совмещения ее левого торца В1 с правым торцом левой крайней призмы 13 (фиг. 9). Между стойками 24 вставляются две пластины 22 и винтами 23 крепится перемычка 1 (фиг. 14). После этого устройство поворачивается до установки его на поверхности Я (фиг. 16) скосов обеих боковин 11. В этом положении накладывают три сварных шва "е" и три шва "g" (фиг. 2). Средний шов "е" накладывается через сквозное окно Е (фиг. 5 и 9) в перемычке 1, а крайние два шва "е" с открытых торцов перемычки 1. После этого устройство поворачивается до установки его на поверхности А1 скосов боковин 11. В этом положении накладывают три сварочных шва "с" и "f" (фиг. 2). Средний шов "f" накладывается через сквозное окно Е в перемычке 1 (фиг. 5 и 9), а крайние два шва "f" накладываются с открытых торцов перемычки 1. Затем устройство поворачивается в положение, при котором оно устанавливается на поверхности Б1 обеих боковин 11. На подкладки 25 устанавливается по одному упору 2. Боковые стенки Г1 и Д1 (фиг. 9) фиксируют положение упоров 2 вдоль перемычки 1, а поверхность днища Г (фиг. 15) углублений в подкладках 25 фиксирует положение упоров 2 по высоте. После установки (без закрепления) упоров 2 производится их приварка к перемычке 1 швами "h" (фиг. 2). Сварка петли окончена. Винты 18 (фиг. 10 и 12) слегка выворачиваются, приподнятые пружинами 16 прижимы 14 и 15 отодвигаются вручную за их выступы Р и С от призм 13, винты 23 слегка выворачиваются и вместе с пластинами 22 снимаются с устройства. Готовая петля снимается с устройства. Затем следует установка деталей для сварки следующей петли. Цикл повторяется.
Использование петли и устройства для ее изготовления позволит исключить заедания в звеньях циклических шарниров при открывании и закрывании ящика или шкафа а также улучшить герметичность ящика или шкафа с высотой корпуса порядка 1000 мм и более без учета высоты транспортных и опорных элементов, выступающих частей крыши и т. п. Это даст возможность резко улучшить качество металлических ящиков и шкафов, а также повысить удобство их обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМОК ДЛЯ МЕТАЛЛИЧЕСКИХ ЯЩИКОВ ИЛИ ШКАФОВ | 1991 |
|
RU2032059C1 |
| ЗАЩИТНОЕ УСТРОЙСТВО ОКОННЫХ ПРОЕМОВ | 1994 |
|
RU2092334C1 |
| ЗАХВАТ-КАНТОВАТЕЛЬ ДЛЯ ГРУЗОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1994 |
|
RU2116239C1 |
| ШАРНИРНАЯ ПЕТЛЯ ДЛЯ МЕБЕЛЬНЫХ СТВОРОК | 1993 |
|
RU2070271C1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ КУЗОВА ВАГОНА | 1994 |
|
RU2113961C1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЗАДВИЖКА | 1994 |
|
RU2087658C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1994 |
|
RU2081734C1 |
| СИСТЕМА ДЛЯ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ГАЗА | 1995 |
|
RU2120657C1 |
| КОНТЕЙНЕР | 1996 |
|
RU2114033C1 |
| НАВЕСНОЕ УСТРОЙСТВО ТРЕЛЕВОЧНОГО ТРАКТОРА | 1994 |
|
RU2103854C1 |














Использование: изобретение относится к внутренним левым и правым петлям преимущественно для металлических ящиков, подвесных шкафов и шкафов на лапах с упругим уплотнением створок, например ящиков и шкафов для монтажа электро-, гидро-, пневмоаппаратуры, и к устройствам для их изготовления. Сущность: внутренняя многозвенная дверная петля содержит один или более упоров, две группы соосных звеньев цилиндрических шарниров, параллельно расположенных на некотором расстоянии одна от другой. Все звенья выполнены в виде ступенчатых осей, а соединяющая их перемычка выполнена в виде одной общей для всех звеньев цельной скобы. Устройство для изготовления петли содержит плиту и жестко закрепленные на ней элементы для установки звеньев цилиндрических шарниров. Элементы для установки звеньев цилиндрических шарниров выполнены в виде призм. Призмы расположены так, что их V-образные пазы образуют два параллельных ряда, по одному ряду на каждую группу привариваемых соосно звеньев. 2 з.п. ф-лы, 16 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для перегонки углеводородных масел | 1925 |
|
SU859A1 |
| Рабочие чертежи | |||
| Разработ | |||
| Азовским заводом КПА (по второму объекту). | |||
