Изобретение относится к обработке металлов давлением, а конкретно к волочильному производству.
Известно устройство для производства арматурного профиля, содержащее волоку, осуществляющую деформацию катанки с равномерным обжатием по сечению и установленную за ней роликовую клеть для нанесения периодического профиля [1]
Известно устройство для производства арматурного профиля, содержащее установленные в едином технологическом процессе волоку для получения овалообразного профиля и профилирующую роликовую волоку [2]
Технической задачей является повышение качества изделий за счет предотвращения сваливания овальной полосы в профилирующем калибре при больших обжатиях и расширение сортимента арматурного профиля.
Техническая задача достигается тем, что в устройстве для производства арматурного профиля, содержащем установленные в едином технологическом процессе волоку для получения овалообразного профиля и профилирующую роликовую волоку с горизонтальными роликами перед волокой для получения овалообразного профиля, выполненной в виде пары вертикальных роликов с гладкой бочкой, установлена монолитная волока с круглым калибром, а между парой вертикальных роликов и профилирующей роликовой волокой установлена разъемная проводка с прямоугольным отверстием с расположением задней торцовой стенки от оси роликов профилирующей волоки на расстоянии l, определяемым зависимостью
l  + 1,5 ÷ 2,0 мм, где Н высота разъемной пpоводки, мм;
+ 1,5 ÷ 2,0 мм, где Н высота разъемной пpоводки, мм;
D диаметр роликов профилирующей волоки, мм.
Наличие монолитной волоки с круглым калибром позволяет производить небольшое обжатие (1 ÷ 3), достаточное для устранения овальности в исходной горячекатаной заготовке и создания перед волокой для получения овалообразного профиля противонатяжения, которое уменьшает усилие волочения и с помощью которого осуществляется дополнительная правка и центровка заготовки.
Боковые грани прямоугольного отверстия разъемной проводки, установленной на минимально возможном расстоянии l от оси роликов профилирующей волоки позволяют надежно удерживать полосу от сваливания в очаге деформации профилирующего калибра при значительных обжатиях, т.е. выполняют функцию удерживающей арматуры.
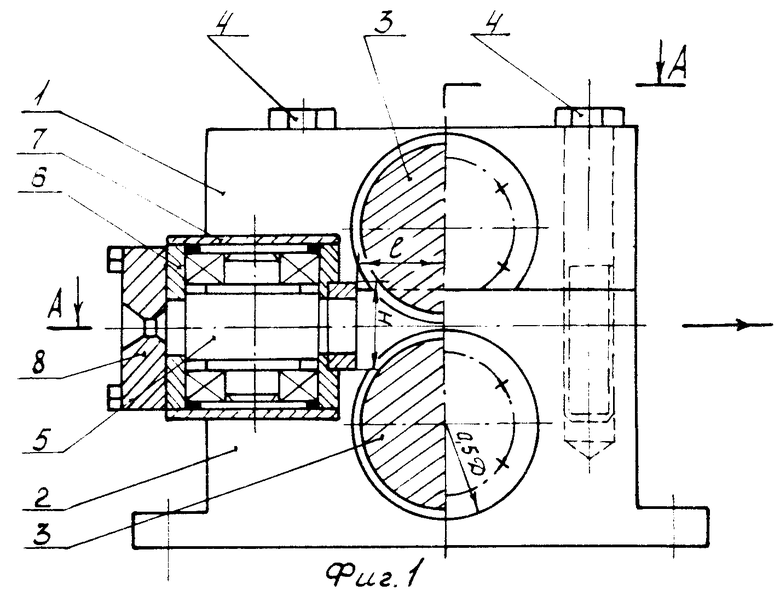
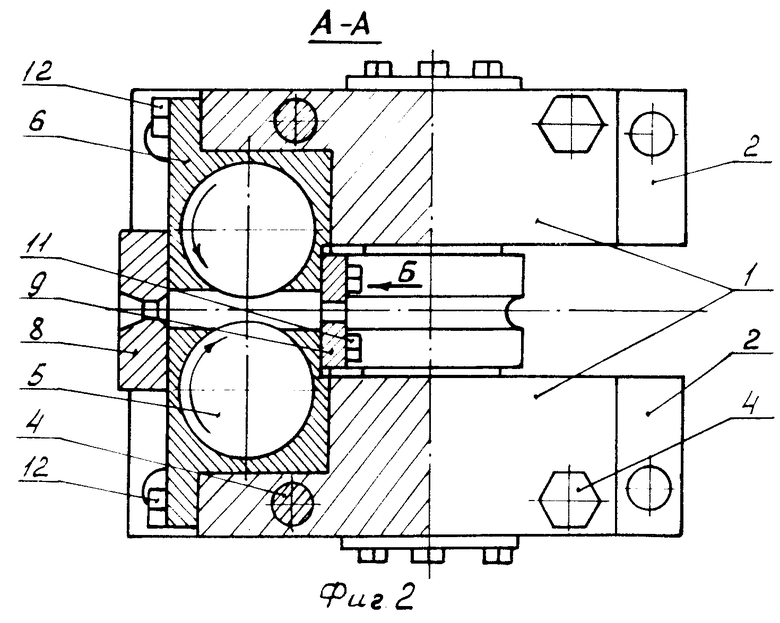
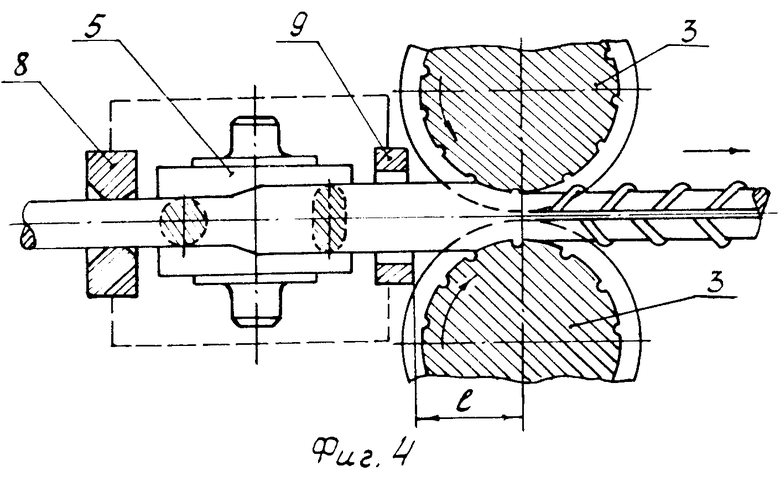
На фиг.1 представлено предлагаемое устройство, вид сбоку; на фиг.2 разрез А-А на фиг. 1; на фиг.3 вид по стрелке Б на фиг.2; на фиг.4 волочение арматурной стали.
Устройство содержит кассету с вертикальными роликами 5 и массивные верхние 1 и нижние 2 подушки, в которых размещены подшипники горизонтальных роликов 3, при этом верхние и нижние подушки соединены болтами 4. Вертикальные ролики 5 для получения арматурной стали выполнены гладкими, а на горизонтальных роликах 3 нарезан профилирующий калибр.
В монолитном корпусе 6 кассеты по оси волочения выполнено круглое отверстие для прохода обрабатываемой заготовки, а также два вертикальных сквозных отверстия, в которых монтируются ролики 5 в сборе с подшипниками, закрываемые крышками 7. Симметрично оси волочения к корпусу 6 со стороны входа заготовки закреплена волока 8, а на выходе разъемная проводка 9 с прямоугольным отверстием, выполненная из двух Г-образных пластин и с овальными отверстиями, каждая из которых крепится к корпусу 6 болтами 10. Собранная кассета установлена в пазы, образуемые виточками в верхних 1 и нижних 2 подушках со стороны входа заготовки, и закреплена к нижним подушкам 2 болтами 11 таким образом, что проводка располагается на расстоянии l от оси горизонтальных роликов 3, которое определяется зависимостью
l  + 1,5 ÷ 2,0 мм, где Н высота разъемной проводки, мм;
+ 1,5 ÷ 2,0 мм, где Н высота разъемной проводки, мм;
D диаметр роликов профилирующей волоки.
Расстояние является минимально возможным с заданными Н и D, при котором разъемная проводка не соприкасается с вращающимися роликами 3. Увеличение l на 1,5 ÷ 2,0 мм гарантирует несоприкосновение проводки с роликами 3 в случаях неточности изготовления: выточек в подушках, диаметра роликов 3, корпуса 6 и др. деталей волоки.
Устройство собирается в следующем порядке.
Предварительно кассеты горизонтальных и вертикальных роликов собираются раздельно. При сборе кассеты горизонтальных роликов 3 на левые и правые шейки нижнего и верхнего валов одеваются соответственно нижние 2 и верхние 1 подушки. Затем верхний вал в сборе с подушками 1 устанавливается на подушки 2 собранного нижнего вала, после чего подушки 1 и 2 с усилием стягиваются между собой болтами 4. Затем с помощью механизмов осевой регулировки производится необходимое совмещение калибров верхнего и нижнего роликов 3.
При сборке кассеты вертикальных роликов 5 вначале закрепляется винтами нижняя крышка 7 подшипников, затем в вертикальные отверстия сверху заводятся гладкие ролики 5 с подшипниками. Ставится и закрепляется винтами верхняя крышка 7 подшипников. После монтажа роликов 5 к корпусу 6 крепится болтами волока 8 на выходной стороне корпуса 6 симметрично оси волочения крепятся болтами 10 Г-образные пластины, образующие разъемную проводку с шириной прямоугольного отверстия, соответствующей величине зазора между гладкими вертикальными роликами 5.
Устройство работает следующим образом.
Передний предварительно заостренный конец исходной заготовки пропускают через отверстие волоки 8 зазор между гладкими роликами 5, отверстие разъемной проводки профилирующий калибр горизонтальных роликов 3, затем с помощью тянущего устройства волочильного стана протягивают исходную заготовку. При этом в волоке 8, установленной на входе в кассету вертикальных роликов 5, производится обжатие 1 ÷ 3% по диаметру заготовки, что уменьшает овальность исходной горячекатаной заготовки и создает перед вертикальными роликами 5 противонатяжение, способствующее дополнительной правке и центровке заготовки, а также уменьшает уширение и давление металла в гладких роликах 5. При деформации круглой заготовки вертикальными гладкими роликами получается полоса с плоскими боковыми гранями "плоский овал", который проходит через разъемную проводку, с прямоугольным отверстием, ширина которого соответствует толщине "плоского овала", при этом боковые грани отверстия проводки, установленной на минимально возможном расстоянии от горизонтальных роликов 3, позволяют надежно удерживать полосу от сваливания в очаге деформации профилирующего калибра при обжатиях в нем до 30%
Установка монолитной волоки на входе в кассету вертикальных роликов уменьшает овальность исходной заготовки, позволяет создавать противонатяжение, что способствует дополнительной правке и центровке заготовки, уменьшению уширения и давления металлов в первой паре роликов.
Прочность разъемной проводки позволяет осуществлять надежное удержание плоского овала от сваливания в профилирующем калибре при больших обжатиях.
Возможность раздельной регулировки зазора между роликами и ширины отверстия в разъемной проводке расширяет технологические возможности устройства. Применение гладких роликов и разъемной проводки позволяет использовать кассету вертикальных роликов для волочения нескольких смежных профилеразмеров арматурной стали, что сокращает парк необходимого инструмента.
Описанные технологические преимущества позволяют существенно расширить сортамент холоднотянутой арматурной стали за счет получения периодических профилей с более высокими поперечными выступами, в том числе и выступами, идущими по винтовой линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| Устройство для производства стальной профилированной арматуры | 2018 |
|
RU2704425C1 |
| Устройство для производства стальной профилированной арматуры | 2018 |
|
RU2706396C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 1996 |
|
RU2118211C1 |
| СПОСОБ НАНЕСЕНИЯ ТРЕХСТОРОННЕГО ПЕРИОДИЧЕСКОГО ПРОФИЛЯ НА ПОВЕРХНОСТЬ ВЫСОКОПРОЧНОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2011 |
|
RU2496592C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |

Изобретение относится к обработке металлов давлением и касается технологического оборудования для производства арматурного профиля. Сущность изобретения: в едином технологическом потоке установлены последовательно монолитная волока с круглым калибром, пара вертикальных роликов с гладкой бочкой, разъемная проводка с прямоугольным отверстием и профилирующая роликовая волока. Расстояние между задней торцовой стенкой проводки и осями вращения роликов профилирующей роликовой волоки определяется указанной в описании зависимостью. 4 ил.
УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ, содержащее установленные в единой технологической линии волоку для получения овалообразного профиля и профилирующую роликовую волоку, отличающееся тем, что оно снабжено монолитной волокой с круглым калибром, установленной перед волокой для получения овалообразного профиля, выполненной в виде пары вертикальных роликов с гладкой бочкой и разъемной проводкой с прямоугольным отверстием, установленной между парой вертикальных роликов и профилирующей роликовой волокой с расположением задней по ходу технологического процесса торцовой стенки проводки от оси роликов профилирующей волоки на расстоянии
где H высота разъемной проводки, мм;
D диаметр роликов профилирующей волоки, мм.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления арматурной проволоки | 1989 |
|
SU1720768A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
