(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ | 1992 |
|
RU2040987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2286223C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2302916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2007 |
|
RU2333059C1 |
| СПОСОБ НАНЕСЕНИЯ ТРЕХСТОРОННЕГО ПЕРИОДИЧЕСКОГО ПРОФИЛЯ НА ПОВЕРХНОСТЬ ВЫСОКОПРОЧНОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2011 |
|
RU2496592C2 |
| Устройство для производства стальной профилированной арматуры | 2018 |
|
RU2704425C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
Изобретение относится к обработке металлов давлением, в частности к волочильному производству, и касается изготовления арматурной проволоки. Цель изобретения - повышение точности геометрических размеров. Способ изготовления арматурной проволоки включает обжатие круглой заготовки в волоке с овальным калибром со степенью обжатия по малой оси овала, равной 3-6 %, и последующее обжатие с одновременным формированием ребер на противолежащих частях поверхности в профилирующей волоке, установленной с воло- кой в едином технологическом потоке. 1 табл.
Изобретение относится к обработке металлов давлением, в частности к волочильному производству.
Известен традиционный способ изготовления холоднотянутой арматурной проволоки, согласно которому заготовку (катанку) подвергают деформации волочением с последующим нанесением периодического профиля различной формы двухсторонней, четырехсторонней, многосторонней, косой и поперечной.
Наиболее близким к изобретению является способ изготовления арматурной проволоки, включающий последовательную деформацию катанки волочением с равномерным обжатием по сечению и нанесению периодического профиля на проволоку профилирующими роликами клети, установленными после чистовой волоки, причем периодический профиль наносят на верхнюю и нижнюю стороны проволоки.
Известные способы имеют следующие недостатки. Практика производства арматурной проволоки показывает, что при нанесении периодического профиля с помощью роликовой клети не всегда удается обеспечить соблюдение геометрических размеров (высоту выступов при допустимой овальности).
Цель изобретения - повышение точности геометрических размеров.
Поставленная цель достигается тем, что в известном способе изготовления арматурной проволоки, включающем обжатие круглой заготовки с одновременным формированием ребер на противолежащих частях поверхности в профилирующей волоке, согласно изобретению предварительно заготовку деформируют в волоке с овальным калибром, установленной в едином технологическом потоке с профилирующей, перед ней, при этом степень обжатия по
b
8
XI
О 00
малой оси овала устанавливают равной 3- 6%.
Способ изготовления арматурной проволоки осуществляется следующим образом.
Заготовка после чистовой волоки попадает в волоку с овальным калибром и далее в профилирующую роликовую волоку для формирования ребер.
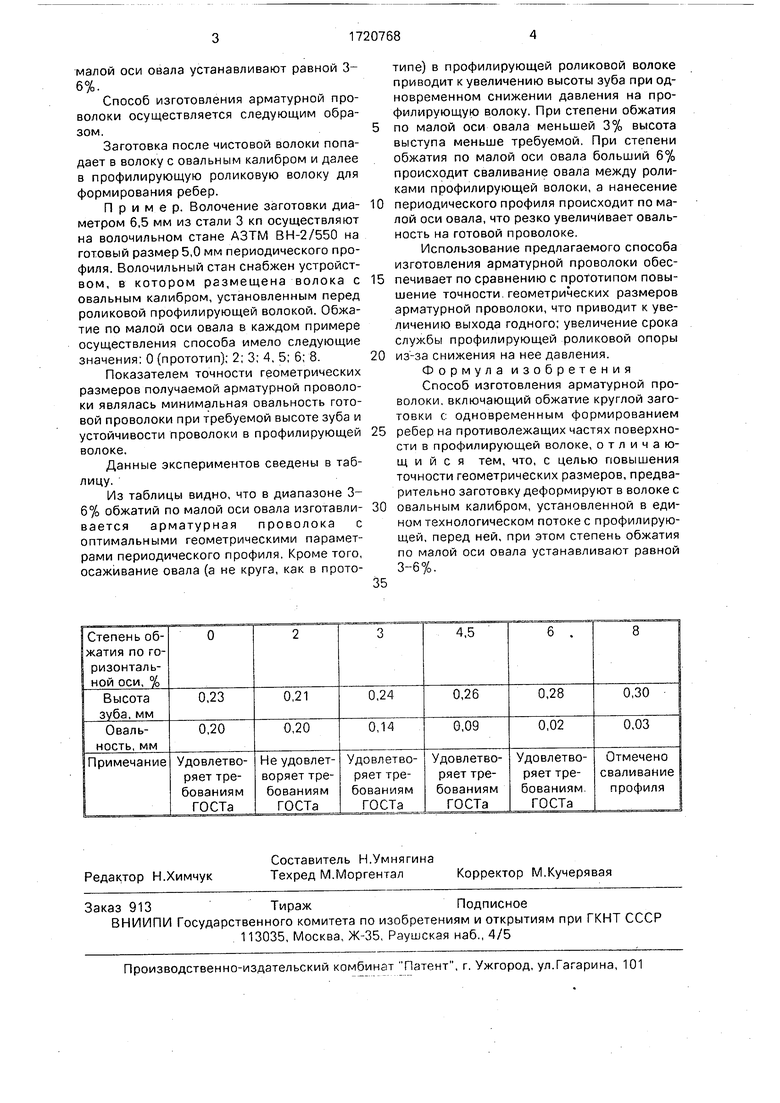
Пример. Волочение заготовки диаметром 6,5 мм из стали 3 кп осуществляют на волочильном стане АЗТМ ВН-2/550 на готовый размер 5,0 мм периодического профиля. Волочильный стан снабжен устройством, в котором размещена волока с овальным калибром, установленным перед роликовой профилирующей волокой. Обжатие по малой оси овала в каждом примере осуществления способа имело следующие значения: 0 (прототип); 2; 3; 4, 5; 6; 8.
Показателем точности геометрических размеров получаемой арматурной проволоки являлась минимальная овальность готовой проволоки при требуемой высоте зуба и устойчивости проволоки в профилирующей волоке.
Данные экспериментов сведены в таблицу.
Из таблицы видно, что в диапазоне 3- 6% обжатий по малой оси овала изготавливается арматурная проволока с оптимальными геометрическими параметрами периодического профиля. Кроме того, осаживание овала (а не круга, как в протои
10
15
20
25
30
35
типе) в профилирующей роликовой волоке приводит к увеличению высоты зуба при одновременном снижении давления на профилирующую волоку. При степени обжатия по малой оси овала меньшей 3% высота выступа меньше требуемой. При степени обжатия по малой оси овала больший 6% происходит сваливание овала между роликами профилирующей волоки, а нанесение периодического профиля происходит по малой оси овала, что резко увеличивает овальность на готовой проволоке.
Использование предлагаемого способа изготовления арматурной проволоки обеспечивает по сравнению с прототипом повышение точности, геометрических размеров арматурной проволоки, что приводит к увеличению выхода годного; увеличение срока службы профилирующей роликовой опоры из -за снижения на нее давления. Формула изобретения Способ изготовления арматурной проволоки, включающий обжатие круглой заготовки с одновременным формированием ребер на противолежащих частях поверхности в профилирующей волоке, отличающийся тем, что, с целью повышения точности геометрических размеров, предварительно заготовку деформируют в волоке с овальным калибром, установленной в едином технологическом потоке с профилирующей, перед ней, при этом степень обжатия по малой оси овала устанавливают равной 3-6%.
| Юхвец И.А | |||
| Производство высокопрочной проволочной арматуры | |||
| - М.: Металлургия, 1973, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
