Изобретение относится к металлургии, а именно к горячей прокатке труб на редукционных станах, входящих в состав непрерывных трубосварочных агрегатов.
Известен способ регулирования толщины стенки сварных труб [1] В известном способе регулируют величину натяжения трубы между сварочным и редукционным станом в функции толщины стенки заготовки при неизменных соотношениях скоростей валков в редукционном стане.
Недостатком указанного способа является сложность и недостаточная точность процесса регулирования толщины стенки сварных труб.
Известен способ регулирования толщины стенки сварных труб [2] В данном способе путем принудительного рассогласования скоростей движения трубы при сварке и редуцировании регулируют натяжение трубы между операциями сварки редуцирования в функции толщины стенки трубы и поддерживают постоянным для средней толщины стенки данного типоразмера трубы отношение толщины заготовки (h), средней для участка ее изменения в процессе регулирования, к суммарной вытяжке трубы λ, h/λ const.
Недостатком прототипа является невозможность регулирования толщины стенки сварных труб по закону h/λ const без нарушений технологического процесса, поскольку при уменьшении толщины заготовки h необходимо пропорционально уменьшить суммарную вытяжку λ, что ведет к такому рассогласованию скоростей движения трубы при сварке и редуцировании, при котором скорость сварки становится выше скорости входа трубы-заготовки в редукционный стан, в результате чего происходит образование и увеличение петли трубы-заготовки между операциями сварки и редуцирования, и поскольку при увеличении толщины заготовки необходимо пропорционально увеличить суммарную вытяжку путем увеличения принудительного рассогласования скоростей трубы-заготовки при сварке и редуцировании, что ведет к разрыву труб из-за ограниченной способности металла трубы вытягиваться без порывов.
Задачей, на решение которой направлено заявляемое техническое решение, является повышение точности процесса регулирования толщины стенки сварных труб при непрерывном процессе сварки-редуцирования.
Это достигается тем, что в способе регулирования толщины стенки сварных труб, включающем регулирование принудительного рассогласования скоростей между операциями сварки и редуцирования в функции толщины стенки трубы при поддержании постоянным для средней толщины стенки данного типоразмера трубы отношения толщины заготовки, средней для участка ее изменения в процессе регулирования, к суммарной вытяжке, предварительно измеряют скорость входа трубы в редукционный стан, определяют межстановую вытяжку как отношение скорости входа трубы-заготовки в редукционный стан к скорости сварки, ограничивают эту вытяжку на уровне не менее коэффициента температурного удлинения нагретой перед редуцированием трубы-заготовки, определяют максимально допустимую суммарную вытяжку и ограничивают суммарную вытяжку трубы на уровне не более максимально допустимой.
Отличиями предполагаемого изобретения от прототипа являются:
предварительное измерение скорости входа трубы-заготовки в редукционный стан, что позволяет определить межстановую вытяжку как отношение скорости входа трубы в редукционный стан к скорости сварки, что также позволяет ограничить ее на уровне не менее коэффициента температурного удлинения нагретой перед редуцированием трубы-заготовки и обеспечить регулирование толщины стенки сварных труб по закону h/λ const без нарушения технологического процесса;
определение максимально допустимой суммарной вытяжки для каждого маршрута редуцирования позволяет ограничить суммарную вытяжку трубы на уровне не более максимально допустимой и обеспечить регулирование толщины стенки сварных труб по закону h/λ const без нарушения технологического процесса и с повышением точности процесса регулирования.
Способ реализуется следующим образом.
При прокатке трубы измеряют скорость входа трубы заготовки в редукционный стан, определяют ее межстановую вытяжку как отношение этой скорости к скорости сварки и при регулировании толщины стенки ограничивают межстановую вытяжку на уровне не менее коэффициента температурного удлинения нагретой перед редуцированием трубы-заготовки, при котором исключается образование и накопление петли трубы-заготовки между операциями сварки и редуцирования.
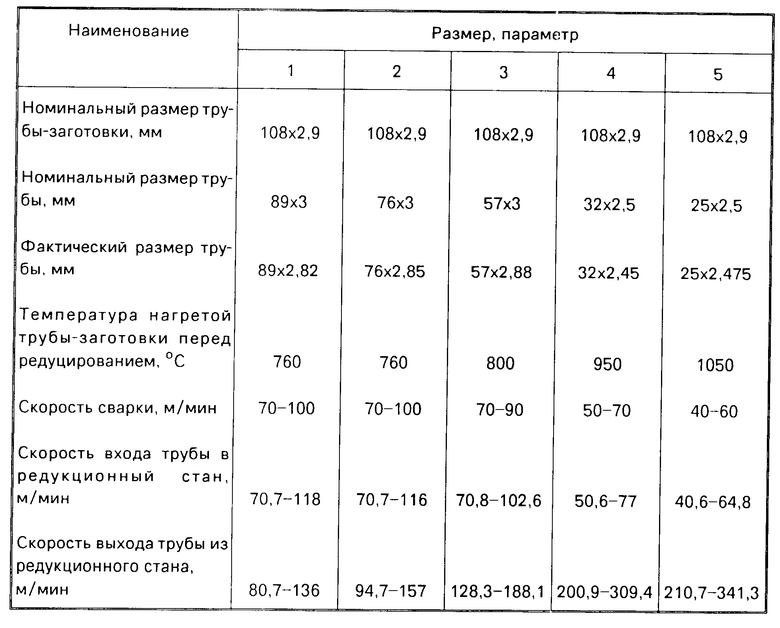
Экспериментально было установлено, что величина коэффициента температурного удлинения нагретой перед редуцированием трубы-заготовки составляет 1,010-1,015 при температуре нагрева трубы-заготовки соответственно 760-1100оС.
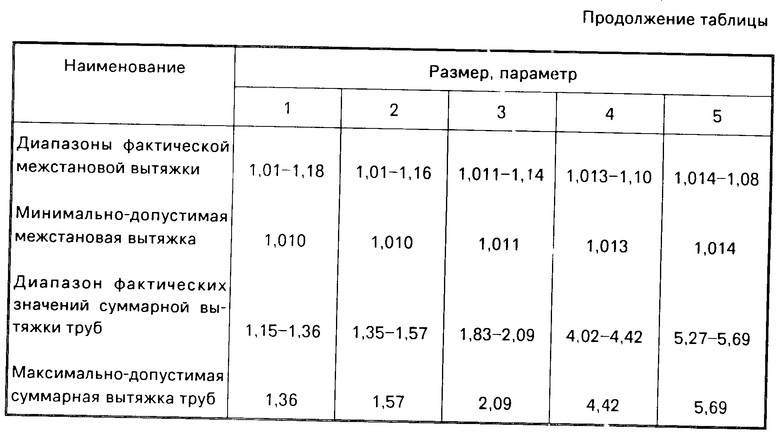
Для каждого маршрута редуцирования опытным путем определяют максимально допустимую суммарную вытяжку, ограничивают суммарную вытяжку на уровне не более максимально допустимой, что позволяет устойчиво регулировать толщину стенки трубы без ее разрывов на куски.
Экспериментально установили, что максимально допустимая суммарная вытяжка при прокатке труб размерами 89 х 3; 76 х 3; 57 х 3; 32 х 2,5 и 25 х 2,5 из трубы-заготовки размером 108 х 2,9 мм составила соответственно 1,36; 1,57; 2,09; 4,42 и 5, 69.
П р и м е р. В трубоэлектросварочный стан 20-102 АО Северский трубный завод задают непрерывную заготовку в виде стальной ленты шириной 337 мм и номинальной толщиной 2,9 мм, измеряют с помощью рентгеновского толщиномера ИТХ-5303 фактическую толщину ленты, формуют и сваривают из ленты трубу-заготовку наружным диаметром 108 мм, нагревают трубу-заготовку в проходной секционной газовой печи и электрической печи типа ОКБ-875А до 760оС, измеряют с помощью следящего ролика и датчика ДИФ-5 скорость входа трубы-заготовки в редукционный стан, которая составляет 70,7-116 м/мин, определяют межстановую вытяжку 1,01-1,16, ограничивают ее с помощью автоматического регулятора до 1,010, ограничивают с помощью того же автоматического регулятора суммарную вытяжку до 1,57 и прокатывают трубу с наружным диаметром 76 мм и толщиной стенки 2,85 мм.
Экспериментальные данные способа регулирования толщины стенки сварных труб приведены в таблице, из которой видно, что способ дает возможность прокатывать трубы в минусовом поле допусков.
Таким образом, способ регулирования толщины стенки сварных труб позволяет регулировать толщину стенки по закону h/λ const с ограничением межстановой и суммарной вытяжки без нарушений технологического процесса, а также повысить точность процесса регулирования и за счет этого обеспечить прокатку труб с толщиной стенки в минусовом поле допуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1993 |
|
RU2056959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ УПРАВЛЕНИЯ РАЗОГРЕВОМ РЕАКТОРА | 1993 |
|
RU2068204C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ СВАРНЫХ ТРУБ НА АГРЕГАТАХ НЕПРЕРЫВНОГО РЕДУЦИРОВАНИЯ | 1970 |
|
SU275965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОЙ ТРУБЫ | 1994 |
|
RU2066578C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ НЕСУЩЕЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ И ДЛИННОМЕРНАЯ НЕСУЩАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 1995 |
|
RU2087655C1 |
| ЭЛЕКТРИЧЕСКИЙ БЛОК УСТРОЙСТВА ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПЛАСТМАСС | 1992 |
|
RU2017623C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ СВАРНЫХТРУБ | 1972 |
|
SU325054A1 |
| Устройство для определения среднейТОлщиНы СТЕНКи ТРуб | 1979 |
|
SU831255A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
Использование: повышение точности процесса регулирования толщины стенки сварных труб при непрерывном процессе сварки-редукцирования в металлургии. Сущность: определяют межстановую вытяжку трубы как отношение скорости редуцирования и скорости сварки и ограничивают межстановую вытяжку на уровне не менее коэффициента температурного удлинения нагретой перед редуцированием трубы-заготовки, определяют максимально допустимую суммарную вытяжку и ограничивают суммарную вытяжку трубы на уровне не более максимально допустимой.
СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБ, включающий принудительное рассогласование скоростей между операциями сварки и редуцирования в функции толщины стенки трубы при поддержании постоянным для средней толщины стенки данного типоразмера трубы отношения толщины заготовки, средней для участка ее изменения, к суммарной вытяжке, отличающийся тем, что предварительно измеряют скорость входа трубы в редукционный стан, определяют межстановую вытяжку, как отношение скорости входа трубы-заготовки в редукционный стан к скорости сварки, ограничивают эту вытяжку на уровне не менее коэффициента температурного удлинения нагретой перед редуцированием трубы-заготовки, определяют максимально допустимую суммарную вытяжку и ограничивают суммарную вытяжку трубы на уровне не более максимально допустимой.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ СВАРНЫХТРУБ | 0 |
|
SU325054A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
