Известен круглопалочный станок для изготовления деталей цилиндрического и фасонного профиля из заготовок неограниченной длины и различного сечения, включающий станину, иереднюю бабку и патрон с приводными шпинделями, сменную заднюю бабку, самоцентрирующийся роликовый люнет и неподвижный в осевом нанравлении суппорт с фрезерной головкой.
Целью настоящего изобретения является повышение производительности и чистоты обработки за счет сообщения вращающейся заготовке в процессе обработки непрерывного движения подачи напроход через шпиндели задней и передней бабки, люнет и шпиндель патрона.
Достигается это тем, что оси роликов люнета выполнены поворотными в плоскостях, параллельных оси детали.
Для работы в автоматическом режиме при обработке заготовок ограниченной длины сменная задняя бабка оборудована внутренним конусом, подвижно установленным на пиноли задней бабки.
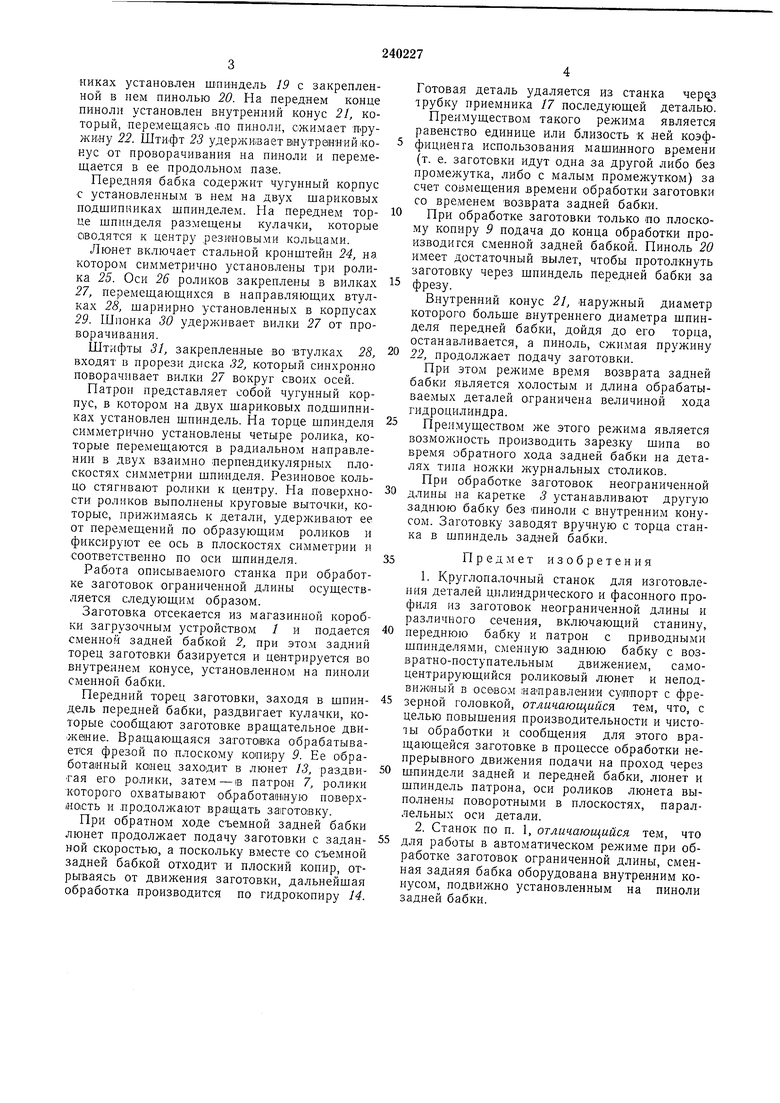
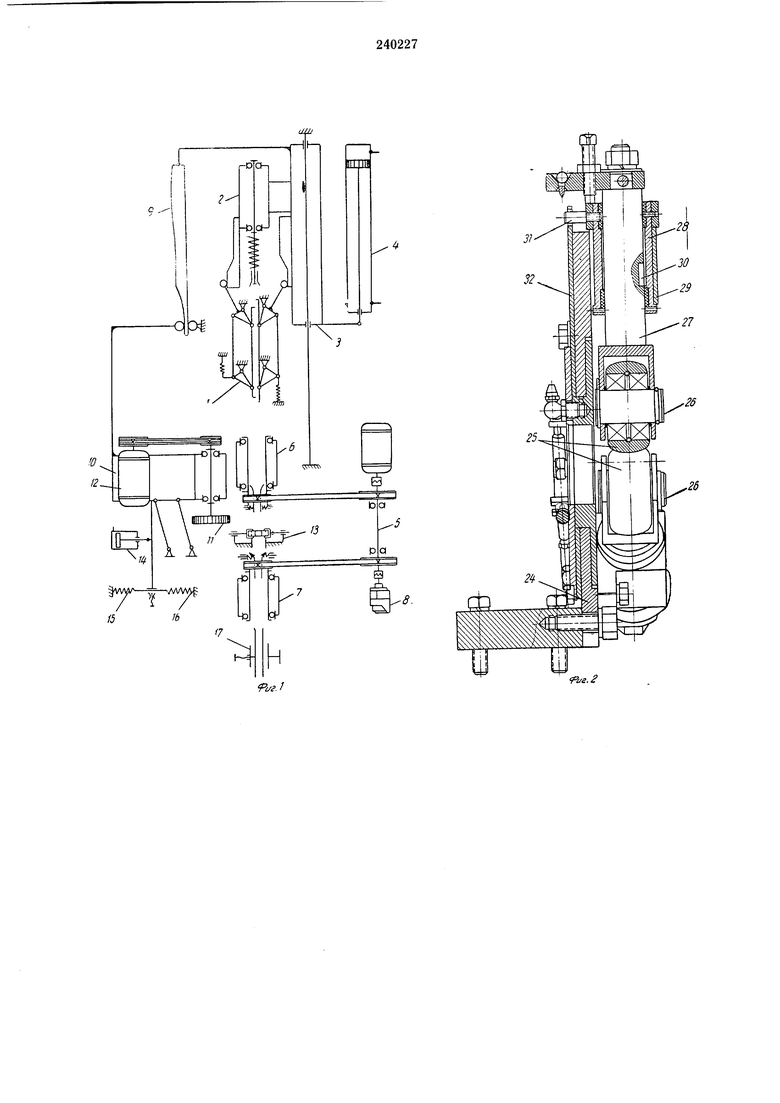
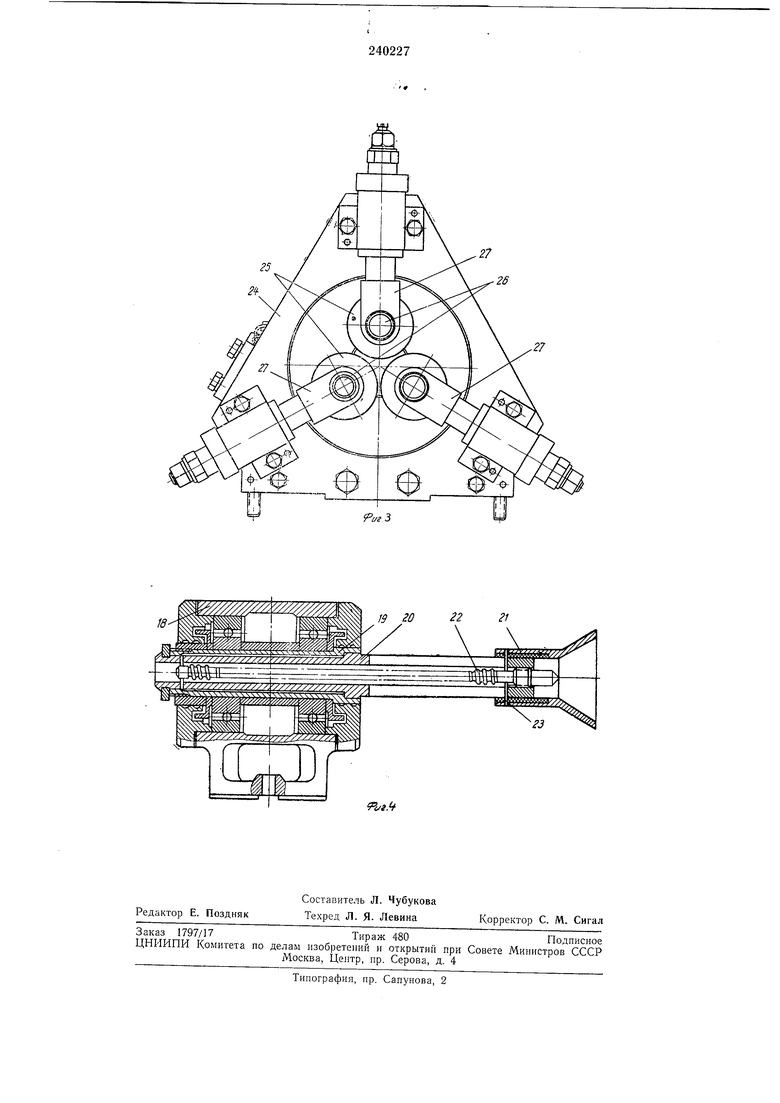
На фиг. 1 предстазлена кинематическая схема описываемого станка при обработке заготовок ограниченной длины; на фиг. 2 - люнет; .на фиг. 3 - то же, вид сбоку на фиг. 4 - сменная задняя бабка для обработки заготовок ограннчениой длины.
Загрузочное устройство 1, отсекающее заготовку из магазинной коробки, синхронно связано с приводом сменной задней бабки 2, закреплеииой на каретке 3. Гидроцилилдр 4 сообщает каретке иоступательио-возвратиое движение, а привод 5 вращает щипндели передней бабки 6 и патрона 7. От этого привода также вращается масляный насос 8.
На каретке 5 закреплен плоский копир 9; на суппорте 10 установлена фрезерная головка //, которая вращается от электродвигателя 12.
Между фрсзериой головкой //и патроном 7 установлен самоцентрирующийся роликовый люнет 13. Сунпорт 10 оборудован гндрокопнром 14 и двумя пружинамн 15 и 16, концы которых закреилены на станине. За патроном установлен приемник 17.
Механизироваиная подача заготовки осуществляется задней бабкой и люнетом, для чего оси его роликов выполнены поворотными в плоскостях, параллельных оси детали.
Задняя бабка содержнт корпус, в котором на двух шариковых иодшипннках установлен шпиндель. На переднем торце шпинделя ша:н;грно установлены четыре кулачка, которые стягиваются резиновым кольцом.
пиках установлен шпиндель 19 с закрепленной в нем пинолыо 20. На нереднем конце пинолн установлен внутренний конус 21, который, переме:щая:сь .по пи.нолн, сжимает п.ружилу 22. Штифт 23 удержи;ваетв1нутре1НЯИЙ-конус от проворачивания на пиноли и перемещается в ее продольном пазе.
Передняя бабка содержит чугунный корпус с установленным в нем на двух шариковых подшипниках шпинделем. На переднем торце шпинделя размешены кулачки, которые сводятся к центру .резииовыми кольцами.
ЛюНет включает стальной кронштейн 24, на котором симметрично установлены три ролика 25. Оси 26 роликов закреплены в вилках 27, перемеш,ающихся в направляющих втулках 28, шарнирно установленных в корпусах 29. Шпонка 30 удерживает вилки 27 от проворачивания.
Штифты 31, закрепленные во втулках 28, входят в прорези диска 32, который синхронно поворачивает вилки 27 вокруг своих осей.
Натрон представляет собой чугунный корпус, в котором на двух шариковых подшипниках установлен шпиндель. На торце шпинделя симметрично установлены четыре ролика, которые перемещаются в радиальном направлении в двух взаимно перпендикулярных плоскостях симметрии шпинделя. Резиновое кольцо стягивают ролики к центру. На поверхности роликов выполнены круговые выточки, которые, прижимаясь к детали, удерживают ее от перемещений по образующим роликов и фиксируют ее ось в плоскостях симметрии и соответственно по оси шпинделя.
Работа описываемого станка при обработке заготовок ограниченной длины осуществляется следующим образом.
Заготовка отсекается из магазинной коробки загрузочным устройством / и подается сменной задней бабкой 2, при этом задний торец заготовки базируется и центрируется во внутреннем конусе, установленном на пиноли сменной бабки.
Передний торец заготовки, заходя в шпиндель передней бабки, раздвигает кулачки, которые сообщают заготовке вращательное дви-жеиие. Вращающаяся заготовка обрабатывается фрезой по плоскому копиру 9. Ее обработанный конец заходит в люнет 13, раздвигая его ролики, затем-IB патрон 7, ролики которого охватывают обра.ботаняую поверхность и .продолжают вращать заготовку.
При обратном ходе съемной задней бабки люнет продолжает подачу заготовки с заданной скоростью, а поскольку вместе со съемной задней бабкой отходит и плоский копир, отрываясь от движения заготовки, дальнейшая обработка производится по гидрокопиру 14.
Готовая деталь удаляется из станка
трубку приемника 17 последующей деталью.
Преимуществом такого режима является
равенство единице или близость к ней коэффициенга использования машинного времени
(т. е. заготовки идут одна за другой либо без
промежутка, либо с малым промежутком) за
счет совмещения времени обработки заготовки
со временем возврата задней бабки.
При обработке заготовки только по плоскому копиру 9 подача до конца обработки производи гея сменной задней бабкой. Пиноль 20 имеет достаточный вылет, чтобы протолкнуть заготовку через щниндель передней бабки за
фрезу.
Внутренний конус 21, наружный диаметр которого больше внутреннего диаметра шпинделя передней бабки, дойдя до его торца, останавливается, а пиноль, сжимая пружину
22, продолжает подачу заготовки.
При этом режиме время возврата задней бабки является холостым и длина обрабатываемых деталей ограничена величиной хода гидроцилиндра.
Преимуществом же этого режима является возможность производить зарезку шипа во время обратного хода задней бабки на деталях типа ножки журнальных столиков.
При обработке заготовок неограниченной
длины на каретке 3 устанавливают другую заднюю бабку без пиноли с внутренним конусом. Заготовку заводят вручную с торца станка в шпиндель задней бабки.
Предмет изобретения
1.Круглопалочный станок для изготовления деталей цилиндрического и фасонного профиля из заготовок неограниченной длины и различного сечения, включающий станину,
переднюю бабку и патрон с приводными шпинделями, сменную заднюю бабку с возвратно-поступательным движением, самоцентрирующийся роликовый люнет и неподвижный в ос&вом направлении суплорт с ф.резерной головкой, отличающийся тем, что, с целью повышения производительности и чистоты обработки и сообщения для этого вращающейся за.готовке в процессе обработки непрерывного движения подачи на проход через
шниндели задней и передней бабки, люнет и шпиндель патрона, оси роликов люнета выполнены поворотными в плоскостях, параллельных оси детали.
2.Станок по п. 1, отличающийся тем, что для работы в автоматическом режиме при обработке заготовок ограниченной длины, сменная задняя бабка оборудована внутренним конусом, подвижно установленным на пиноли задней бабки.
1I
г/
г.-
2
26
27
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СПОСОБ ТОКАРНОЙ И/ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ РОТОРОВ ТУРБИН И КРУПНОГАБАРИТНЫХ ВАЛОВ | 2015 |
|
RU2606689C2 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Токарный станок для обработки длинномерных труб | 1984 |
|
SU1237311A1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИСХОДНЫХ ЗАГОТОВОК ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА | 2004 |
|
RU2312002C2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
21
22
(1и//:
г.4
