(54) КОПИРОВАЛЬЯО-ФРЕЗЕРНЫЙ СТАНОК

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ТаШ'"П1МБЧБЛИО'ТНА | 1972 |
|
SU338367A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |

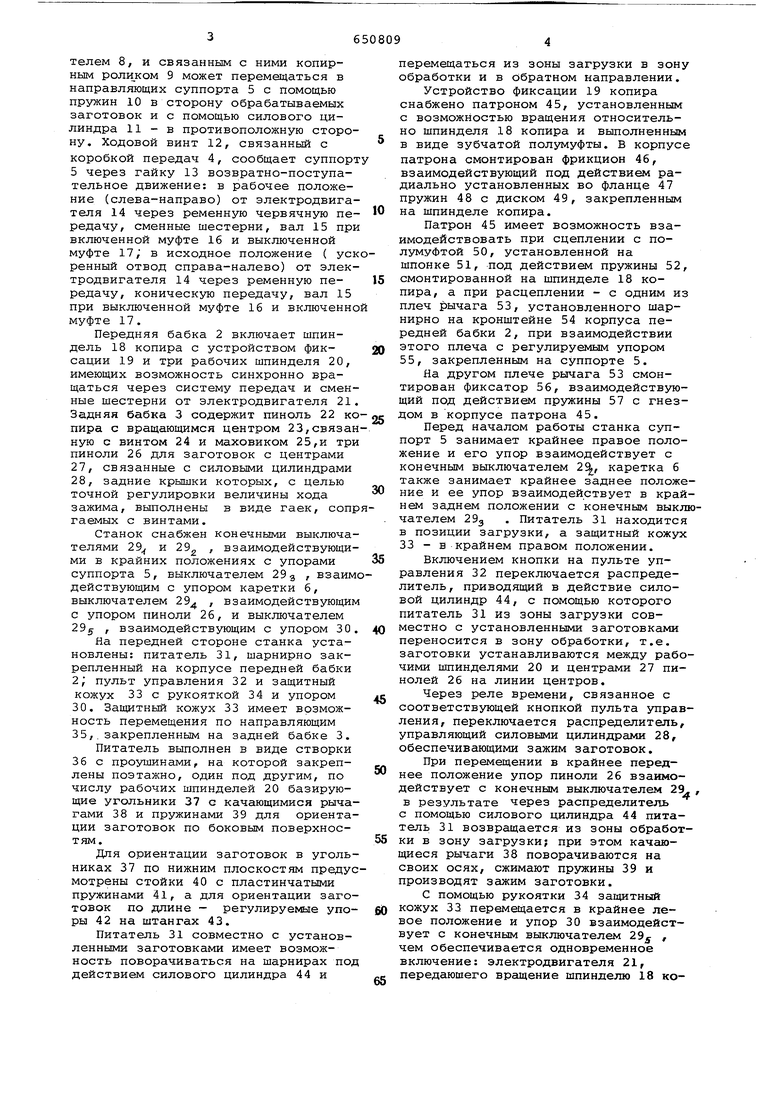
Изобретение относится к деревооб рабатывающей промышленности и коу,е быть использовано в других областях народного хозяйства. Известен копировально-фрезерный станок для обработки древесины, сос тоящий из станины, передней и задне бабок, суппорта, фрезерных головок, подвижной рамки, копира и копирного ролика 1. Известен и другой копировальнофрезерный станок, содержащий станину, подвижную каретку,качающийся су порт, шпиндель с фрезерными головками, копирный ролик, копир, механизм зажима, привод и систему дистанционного управления с конечньми вЕлключателями 2 . Этот станок наиболее близок по техническому исполнению к предложенному. Недостатком станка является низкая производительность. Цепь изобретения - повышение про водительности процесса обработки древесины. Указанная цель достигается тем, что станок снабжен питателем, который шарнирно закреплен на передней бабке и выполнен в виде створки с про5шшнами. На проушинах поэтажно, по числу инструментов расположены базирующие элементы с подпружиненными качающимися рычагами и штангами с регулируемыми упорами. УстройсТВо фиксации копира снабжено патроном с полумуфтами, причем на передней бабке установлен кронштейн, на котором шарнирно закреплен двуплечий рычаг. Одно плечо рычага связано с одной из полумуфт , а на другом плече рычага смонтирован подпружиненный фиксатор, взаимодействующий с выполненным в патроне гнездом. На суппорте смонтирован регулируемый упор, с которым взаимодействует в процессе работы плечо рычага, связанное с полумуфтой. На фиг. 1 показана кинематическая схема станка; на фиг. 2 - станок в общем виде; на фиг. 3,4 - питатель, вид сбоку и в плане; на фиг. 5 - устройство фиксаций копира, продольный разрез. Копировально-фрезерный станок включает станину 1, на которой смонтированы передняя 2 и задняя 3 бабки, коробка передач 4, суппорт 5 с кареткой 6. Каретка 6 с фрезерными головками 7, приводимыми во вращение двигателем 8, и связанньом с ними копирным 9 может перемещаться в направляющих суппорта 5 с помощью пружин 10 в сторону обрабатываемых заготовок и с помощью силового цилиндра 11 - в противоположную сторону. Ходовой винт 12, связанный с коробкой передач 4, сообщает суппорт 5 через гайку 13 возвратно-поступательное движение: в рабочее положение (слева-направо) от электродвигателя 14 через ременную червячную передачу, сменные шестерни, вал 15 при включенной муфте 16 и выключенной муфте 17; в исходное положение ( ускренный отвод справа-налево) от электродвигателя 14 через ременную передачу, коническую передачу, вал 15 при выключенной муфте 16 и включенно муфте 17.
Передняя бабка 2 включает шпиндель 18 копира с устройством фиксации 19 и три рабочих шпинделя 20, имеющих возможность синхронно вращаться через систему передач и сменные шестерни от электродвигателя 21. Задняя бабка 3 содержит пиноль 22 копира с вращающимся центром 23,связанную с винтом 24 и маховиком 25,и три пиноли 26 для заготовок с центрами
27,связанные с силовыми цилиндрами
28,задние крышки которых, с целью точной регулировки величины хода зажима, выполнены в виде гаек, сопргаемых с винтами.
Станок снабжен конечными выключателями 29 и 29,2 взаимодействующими в крайних положениях с упорами суппорта 5, выключателем 29g , взаимодействующим с упором каретки б, выключателем 29 , взаимодействующим с упором пиноли 26, и выключателем 29 , взаимодействующим с упором 30.
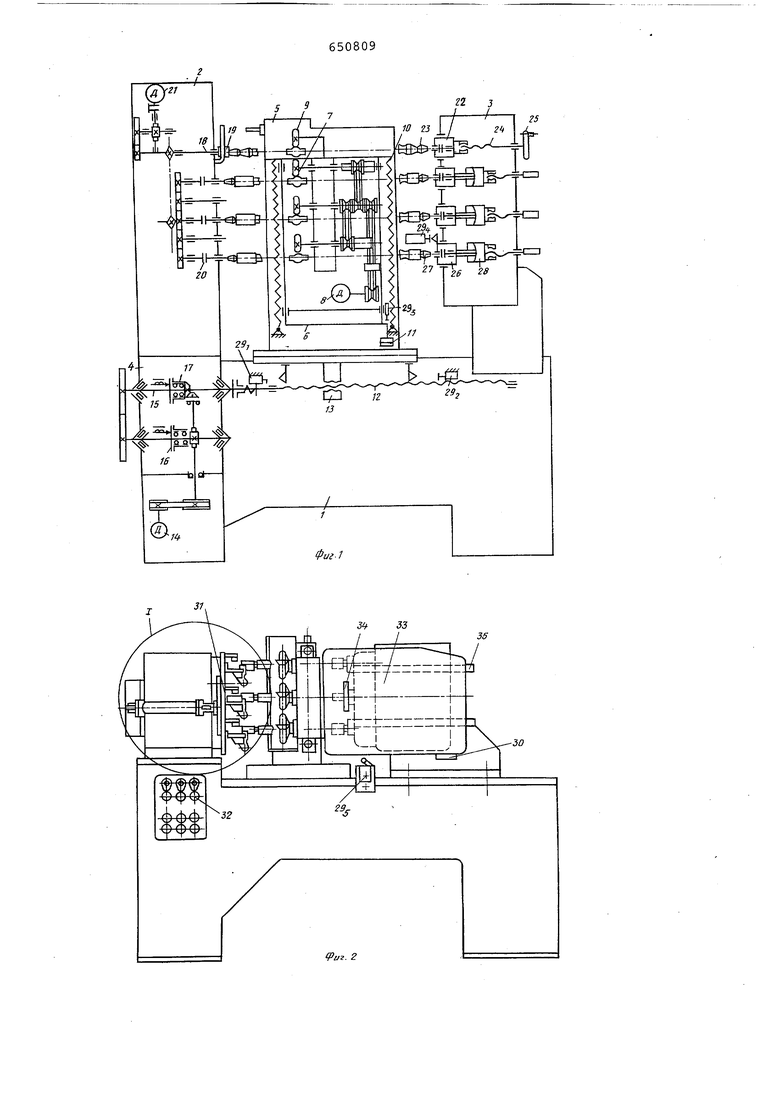
На передней стороне станка установлены: питатель 31, шарнирно закрепленный на корпусе передней бабки 2f пульт управления 32 и защитный кожух 33 с рукояткой 34 и упором 30. Защитный кожух 33 имеет возможность перемещения по направляющим 35,. закрепленным на задней бабке 3.
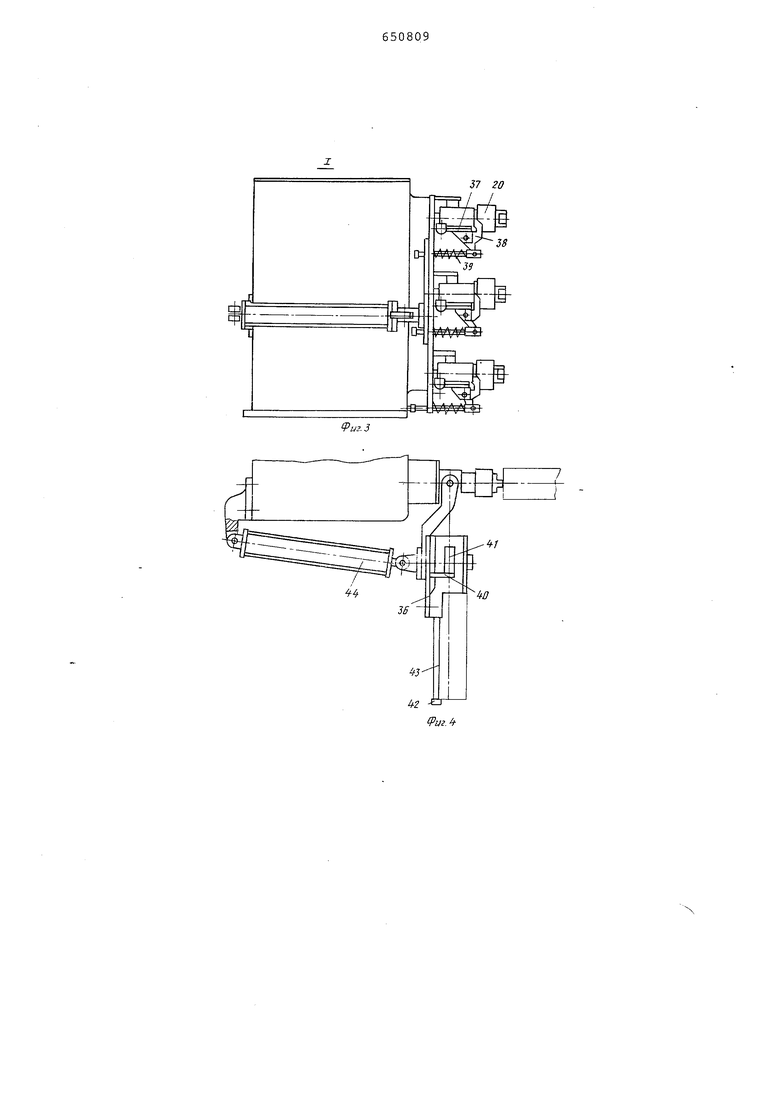
Питатель выполнен в виде створки 36 с проушинами, на которой закреплены поэтажно, один под другим, по числу рабочих шпинделей 20 базирующие угольники 37 с качающимися рычагами 38 и пружинами 39 для ориентации заготовок по боковым поверхностям.
Для ориентации заготовок в угольниках 37 по нижним плоскостям предусмотрены стойки 40 с пластинчатыми пружинами 41, а для ориентации заготовок по длине - регулируемые упоры 42 на штангах 43.
Питатель 31 совместно с установленными заготовками имеет возможность поворачиваться на шарнирах под действием силового цилиндра 44 и
перемещаться из зоны загрузки в зону обработки и в обратном направлении.
Устройство фиксации 19 копира снабжено патроном 45, установленным с возможностью вращения относительно шпинделя 18 копира и выполненным в виде зубчатой полумуфты. В корпусе патрона смонтирован фрикцион 46, взаимодействующий под действием радиально установленных во фланце 47 пружин 48 с диском 49, закрепленным на шпинделе копира.
Патрон 45 имеет возможность взаимодействовать при сцеплении с полумуфтой 50, установленной на шпонке 51, под действием пружины 52, смонтированной на шпинделе 18 копира, а при расцеплении - с одним из плеч рычага 53, установленного шарнирно на кронштейне 54 корпуса передней бабки 2, при взаимодействии этого плеча с регулируемым упором 55, закрепленным на суппорте 5.
На другом плече рычага 53 смонтирован фиксатор 56, взаимодействующий под действием пружины 57 с гнездом в корпусе патрона 45.
Перед началом работы станка суппорт 5 занимает крайнее правое положение и его упор взаимодействует с конечным выключателем 2, каретка 6 также занимает крайнее заднее положение и ее упор взаимодействует в крайнем заднем положении с конечным выклчателем 29з . Питатель 31 находится в позиции загрузки, а защитный кожух 33 - В крайнем правом положении.
Включением кнопки на пульте управления 32 переключается распределитель, приводящий в действие силовой цилиндр 44, с помощью которого питатель 31 из зоны загрузки совместно с установленными заготовками переносится в зону обработки, т.е. заготовки устанавливаются между рабочими шпинделями 20 и центрами 27 пинолей 26 на линии центров.
Через реле времени, связанное с соответствующей кнопкой пульта управления, переключается распределитель, управляющий силовыми цилиндрами 28, обеспечивающими зажим заготовок.
При перемещении в крайнее переднее положение упор пиноли 26 взаимодействует с конечным выключателем 29 в результате через распределитель с помощью силового цилиндра 44 питатель 31 возвращается из зоны обработки в зону загрузки; при этом качающиеся рычаги 38 поворачиваются на своих осях, сжимают пружины 39 и производят зажим заготовки.
С помощью рукоятки 34 защитный кожух 33 перемещается в крайнее левое положение и упор 30 взаимодействует с конечным выключателем 29 , чем обеспечивается одновременное включение: электродвигателя 21, передающего вращение шпинделю 18 копира и рабочим шпинделям 20 и соответственно копиру и заготовкам; включение электродвигателя 8, передающего вращение через систему пере дач фрезерным головкам 7 с фрезами; переключение пневмораспределителя, воздействующего на силовой цилиндр 11, вследствие чего освобождаются пружины 10, под действием которых каретка 6 совместно с копирным роликом 9 и вращающимися фрезерными головками 7 с фрезами перемещаются в направляющих суппорта 5 до контакта копирного ролика 9 с копиром (поперечная подача); включение двигателя 14 с включением муфты 16 и отключением муфты 17, чем обеспечивается продольная подача суппорта 5 от ходового винта 12 (справа налево). В конце обработки регулируемый упор 55, закрепленный на суппорте 5, взаимодействует с плечом рычага 53, чем достигается расцепление патрона 45 и полумуфты 50, После расцепления шпиндель 18 про должает (до одного оборота) вращение патрона 45 с фланцем 47 и копиром за счет фрикциона 46 и пружин 4 до момента фиксации фиксатора 56 в гнезде патрона 45, что обеспечивает останов копира в заданном положении Суппорт 5, продолжая движение, своим упором взаимодействует с конечным выключателем 29 , чем достигается одновременно: останов электро двигателя 21 с остановом шпинделя 18 копира и рабочих шпинделей 20 с заготовками; отключение муфты 16 с ост новом кодового винта 12 и суппорта 5; останов двигателя 8 с прекращение вращения фрез; переключение распреде лителя, воздействующего на силовой цилиндр 11, отводящий подвижную каре ку 6 „ В крайнем заднем положении каретк G ее упор взаимодействует с конечным выключателем 29 , который включает муфту 17, чем достигается ускоренное вращение ходового винта 12 в противоположную сторону, т.е. ускоренный отвод суппорта 5 в исходное положение, при этом регулируемый упор 55 перестает взаимодействовать с рычагом 53, пружина 52 перемещает полумуфту 50 до ее сцепления с патроном 45, чем обеспечивается стабильность положения копира. В крайнем правом положении упор суппорта 5 взаимодействует с конечным выключателем 29 , чем достигается: останов электродвигателя 14 с прекращением вращения ходового винта 12 и остановом суппорта 5; переключение распределителя, управляющего силовыми цилиндрами 28, перемещающими пиноли 26, в результате чего высвобождаются обработанные изделия, а станок работает в автоматическом и наладочном режимах. Формула изобретения Копировально-фрезерный станок, включающий станину, на которой смонтированы каретка, суппорт с фрезерными головками, копир и копирный ролик, передняя и задняя бабки, устройство фиксации копира, привод и систему дистанционного управления с конечными выключателями, отличающийся тем, что, с целью повышения производительности, станок снабжен питателем, который шарнирно закреплен на передней бабке и выполнен в виде створки с проушинами, на которых поэтажно, по числу инструментов расположены базирующие элементы с подпружиненными качающимися рычагами и штангами с регулируемыми упорами, а устройство фиксации копира снабжено патроном с полумуфтами, причем на передней бабке установлен кронштейн, на котором шарнирно закреплен двуплечий рычаг, одно плечо которого связано с одной из полумуфт, а на другом плече рычага смонтирован подпружиненный фиксатор, взаимодействующий с выполненным в патроне гнездом, на суппорте смонтирован регулируемый упор, с которым взаимодействует в процессе работы плечо рычага, связанное с полумуфтой. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство № 321358, кл. В 27 С 9/04, 1966, 2,Авторское свидетельство № 415159, кл, В 27 С 5/08, 1972,
v§ViL,
vg
/
i 10 гз /
.
Я7 VT. To26 8
29,
35
Z8
ВД
1
Я
