Изобретение относится преимущественно к обработке металлов давлением, а именно к устройствам, обеспечивающим раздачу /раскатку/ и обжим труб, отрезку и гибку труб, листового и профильного материала, а также сверление и отбортовку труб и листового материала, и может быть использовано на заготовительно слесарных участках машиностроительных заводов, в частности на участках монтажа санитарно-технических и других трубопроводов.
Известен обкатной станок УК-1, содержащий смонтированный на станине приводной шпиндель, снабженный планшайбой с формующим роликом, механизмом зажима и осевой подачи заготовки и механизмом изменения положения оси планшайбы относительно оси шпинделя, причем формующий ролик выполнен с переменным профилем, соответствующим конфигурации изделия [1] Заготовку закрепляют в механизме зажима и осевой подачи и подают на формующий ролик, поворотно колебательные движения которого и определяют форму получаемого изделия. Станок предназначен для обжима и раздачи труб. Получаемые при этом изделия могут иметь в сечении некруглую форму.
Недостатком известного станка является ограниченное количество воспроизводимых на нем операций, а также то, что в операциях обжима и раздачи труб возможности деформирования ограничиваются во многих случаях величиной осевой нагрузки на заготовку, из-за ее потери устойчивости или проскальзования в механизме зажима и осевой подачи.
Наиболее близким к заявленному решению является устройство для обработки давлением концевой части цилиндрической оболочки [2] Устройство содержит станину, узел поддержки заготовки, выполненный в виде разборных элементов станины, проходящей внутри заготовки, привод вращательного движения заготовки, гидропривод с силовым и вспомогательным гидроцилиндрами, причем силовой гидроцилиндр установлен на станине, а вспомогательные входят в узел поддержки заготовки и блока формирующих и поддерживающих элементов, выполненных в виде деформирующих и поддерживающих роликов, причем блок деформирующих роликов содержит по крайней мере три ролика, оси которых расположены в одной плоскости и параллельны осям обработки, где один из роликов установлен на неподвижной оси, а два других с возможностью возвратно-поступательного движения.
Устройство работает следующим образом. Цилиндрическая оболочка устанавливается на поддерживающие элементы устройства, при этом ее концевая часть охватывается с внешней и внутренней сторон блоком формирующих элементов, расположенных в одной плоскости. Включается привод вращательного движения заготовки, которое передается на заготовку через блок поддерживающих элементов и с помощью двух подвижных роликов блока деформирующих элементов осуществляется обжим или раздача концевого участка цилиндрической оболочки.
Недостатком известного устройства является ограниченное количество воспроизводимых на нем операций и то, что устройство позволяет обрабатывать только относительно короткие крупногабаритные изделия.
Задачей предполагаемого изобретения является расширение функциональных возможностей станка, включая возможность деформирования трубчатых заготовок неограниченной длины.
Сущность предполагаемого решения состоит в том, что в устройстве, содержащем станину, узел поддержки заготовки, привод вращательного движения, гидропривод с силовым цилиндром, установленным на станине и вспомогательным гидроцилиндром, входящим в узел поддержки заготовки, блоки формирующих и поддерживающих элементов, согласно изобретению, узел поддержки заготовки выполнен в виде поворотной консоли, закрепленной шарнирно на станине и имеющей продольный паз, в котором установлен с возможностью перемещения вдоль него верхней частью вспомогательный гидроцилиндр, нижняя часть которого снабжена регулируемой по высоте опорой, на штоках силового и вспомогательного гидроцилиндров закреплены введенные в станок плиты с базовыми поверхностями, а привод вращательного движения введен в станок шпиндель с базовой поверхностью в виде конуса, а станина снабжена столом с базовыми поверхностями, расположенными в сквозных пазах, выполненными в станине, причем на базовых поверхностях основного цилиндра, шпинделя и станины установлен блок формирующих элементов, а на базовой поверхности вспомогательного цилиндра - блок поддерживающих элементов.
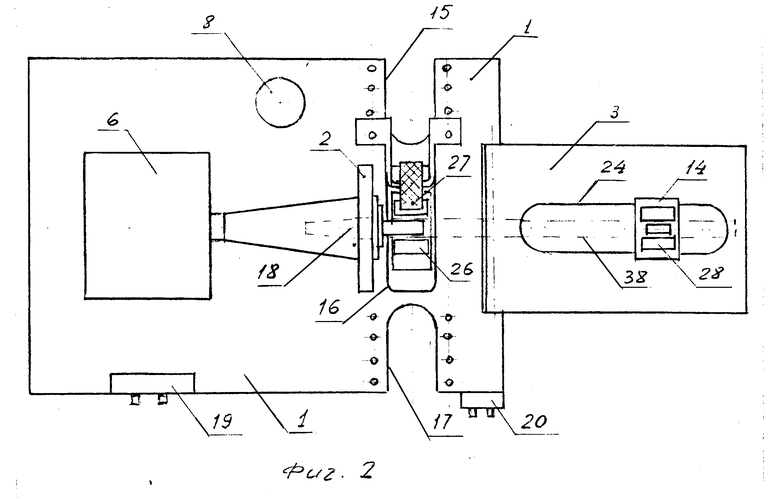
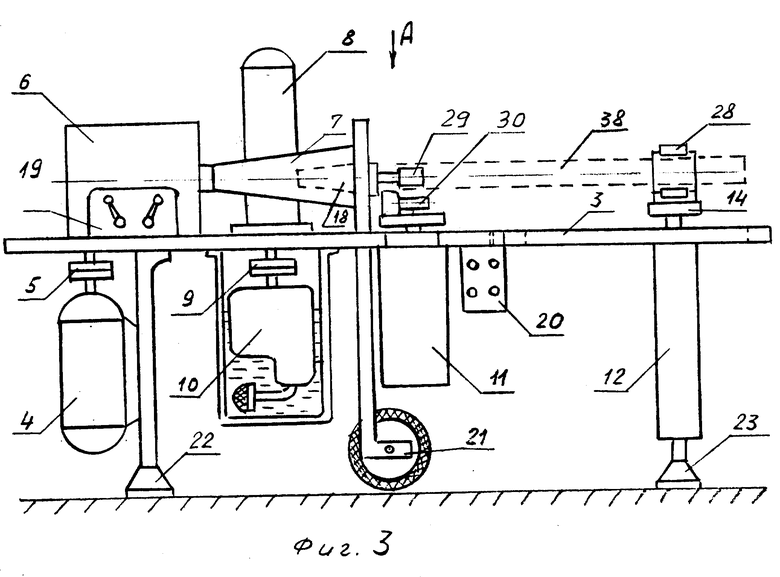
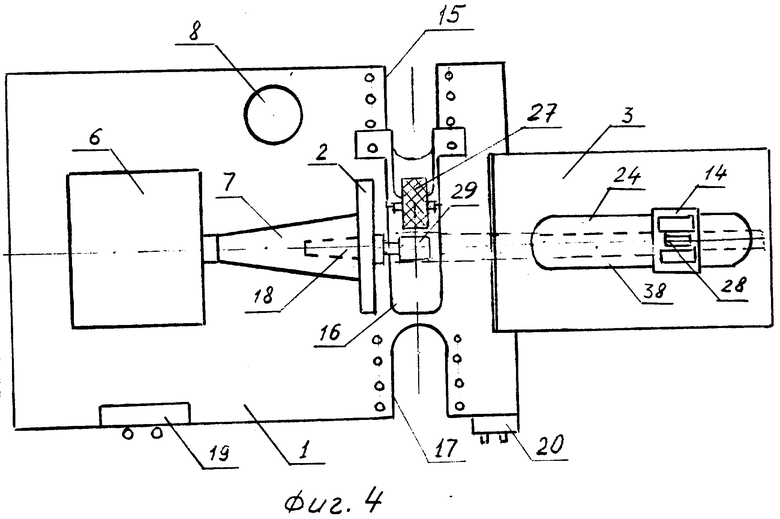
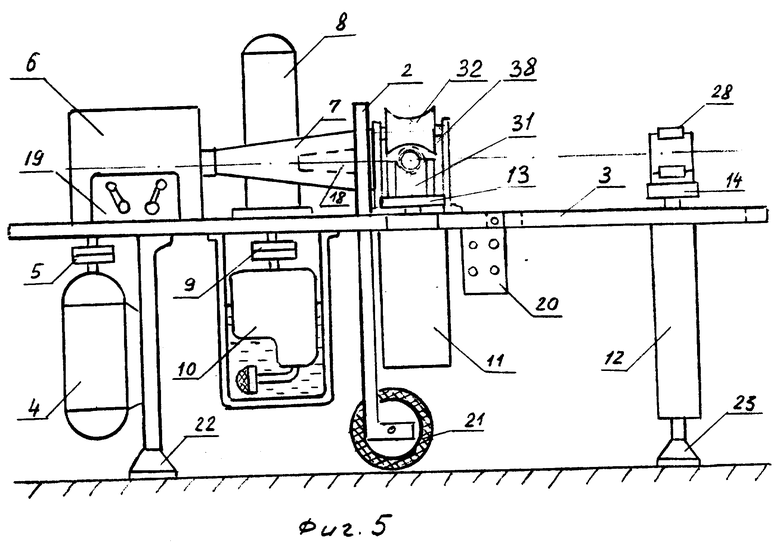
На фиг. 1 изображен общий вид станка для раскатки труб; на фиг. 2 вид A станка, изображенного на фиг. 1; на фиг. 3 общий вид станка для обжима труб; на фиг. 4 вид A станка, изображенного на фиг. 3; на фиг. 5 общий вид станка для гибки труб; на фиг. 6 вид A станка, изображенного на фиг. 5; на фиг. 7 общий вид станка для сверления и отбортовки листовых и трубчатых заготовок; на фиг. 8 вид A станка, изображенного на фиг. 7; на фиг. 9 - общий вид станка для гибки-прокладки листового материала; на фиг. 10 вид A станка изображенного на фиг. 9.
Станок состоит из составной станины, содержащей стол 1 и стойку 2, которые соединены стяжными болтами (на фиг. 1 не показаны), поворотной консоли 3, закрепленной шарнирно на столе 1, привода вращательного движения, выполненного в виде электрического двигателя 4, муфты 5, редуктора 6 и шпинделя 7, установленного рабочим концом в стойке 2, гидравлическогго привода, состоящего из электрического двигателя 8, муфты 9, гидронасоса 10 и двух гидравлических цилиндров: главного цилиндра 11, установленного на стойке 2 и вспомогательного гидроцилиндра 12, установленного с возможностью продольного перемещения на консоли 3. На штоках гидроцилиндров 11 и 12 установлены плиты 13 и 14 соответственно. Стол 1 имеет пазы 15, 16, 17, а шпиндель 7 конусообразное отверстие 18. Поверхности плит 13 и 14, а также поверхность стола 1 в зоне пазов 15, 16, 17 и поверхность отверстия 18 являются базовыми поверхностями. Кроме того, устройство имеет гидравлический 19 и электрический 20 пульты; на стойке 2 установлена подвижная опора 21, а стол 1 и гидроцилиндр 12 имеют неподвижные опоры 22 и 23 соответственно; поворотная консоль 3 имеет продольный паз 24.
Гидравлическая система станка имеет регулятор давления, манометр, двух- и трехпозиционные переключатели и систему трубопроводов, которые на фигурах не показаны. Не показаны также электрические пускатели, предохранители, переключатели и электрические соединения.
Станок позволяет осуществлять различные технологические операции благодаря набору сменной технологической оснастки 25 37, устанавливаемой на базовых поверхностях 15 18 устройства по следующим вариантам:
1. При раскатке трубы (см. фиг. 1, 2) в качестве формирующих элементов используют: набор раскатных оправок 25 (различного диаметра в зависимости от размера трубы), устанавливаемых на базовую поверхность 18 в шпинделе 7 устройства; набор давильных роликов 26, устанавливаемых неподвижно на плите 13 в сквозном пазу 16; прижимной эластичный ролик 27, устанавливаемый на базовых поверхностях сквозного паза 15 или 17; в качестве поддерживающего элемента люнет поддерживающего устройства 28, устанавливаемого на базовой поверхности плиты 14.
Набор давильных роликов 26 может представлять собой П-образный корпус, где установлены на осях два несменяемых опорных ролика, а третий ролик свободно установлен на опорные ролики и является сменным.
2. При обжиме трубы (см. фиг. 3, 4) в качестве формирующих элементов используют: набор обжимных оправок 29 (различной конфигурации в зависимости от геометрических параметров обжимной части детали), которые устанавливаются взамен раскатных оправок 25 (см. фиг. 1, 2) в шпиндель 7; набор обжимных роликов 30, устанавливаемых на плите 13 взамен давильных роликов 26 (см. фиг. 1, 2).
Другие элементы сменной технологической оснастки остаются неизменными.
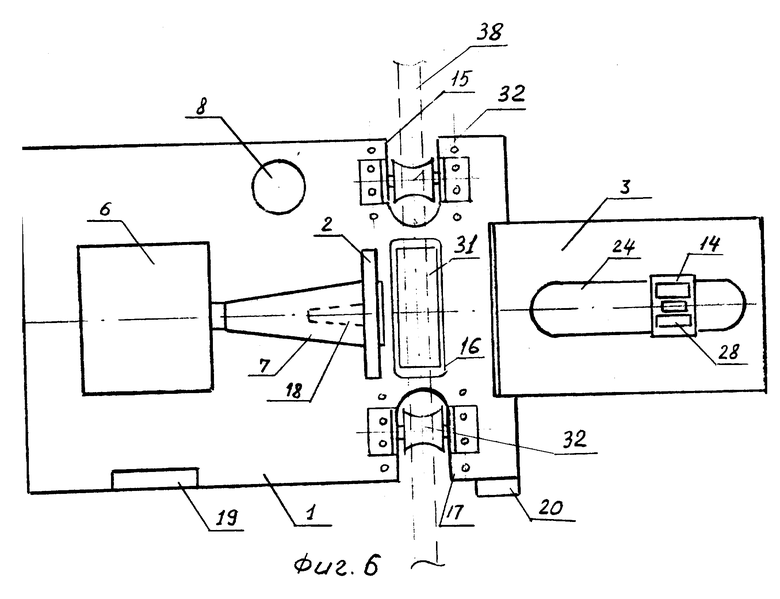
3. При гибке трубы (см. фиг. 5, 6) в качестве формирующих элементов используют набор гибочных пуансонов 31, устанавливаемых на базовой поверхности плиты 13 в пазу 16 и набор опорных гибочных роликов 32, устанавливаемых на базовых поверхностях пазов 15 и 17. Размеры и конфигурация гибочной оснастки зависит от размеров изгибаемой трубы и радиуса изгиба.
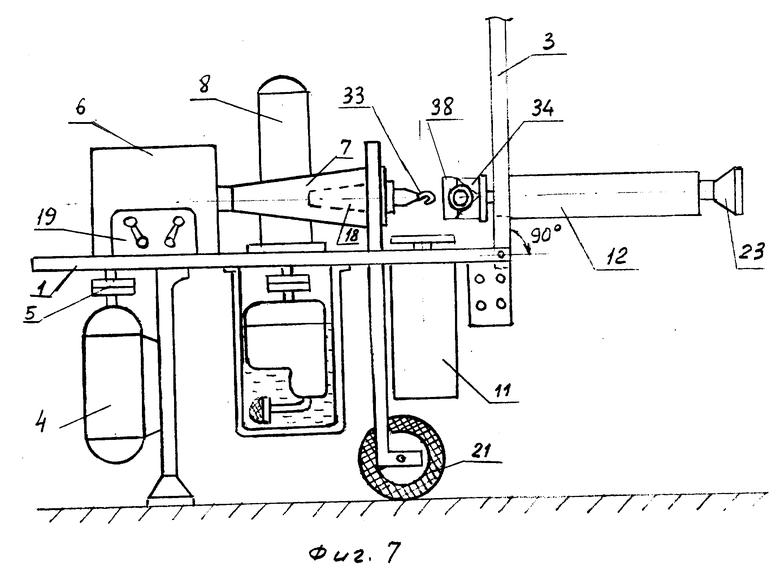
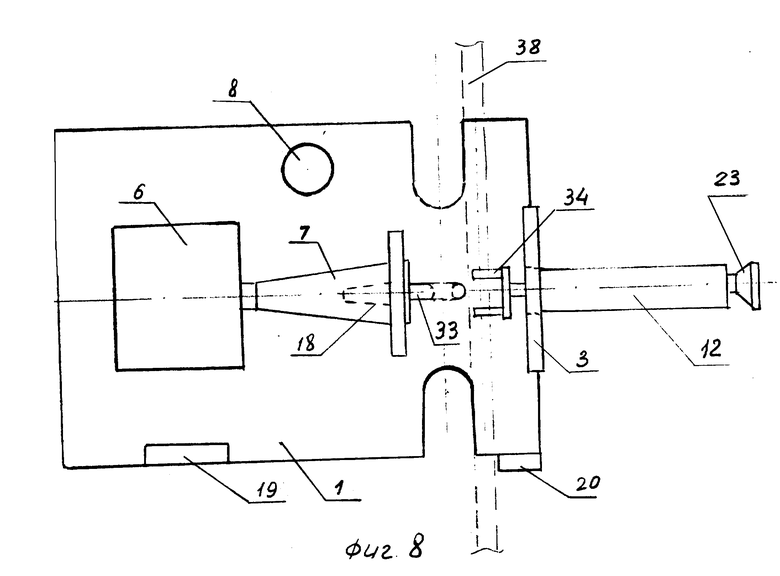
4. При сверлении и отбортовки листовых и трубчатых заготовок (см. фиг. 7, 8) в качестве формирующих элементов используют сверло (на фиг. 7, 8 не показано) и крюкообразную оправку 33, которые поочередно устанавливают в шпиндель 7 станка на базовую поверхность 18, а в качестве поддерживающего элемента узел жесткого крепления заготовки 34. Консоль 3 станка устанавливается в этом случае под углом 90o к столу 1 и фиксируется в этом положении.
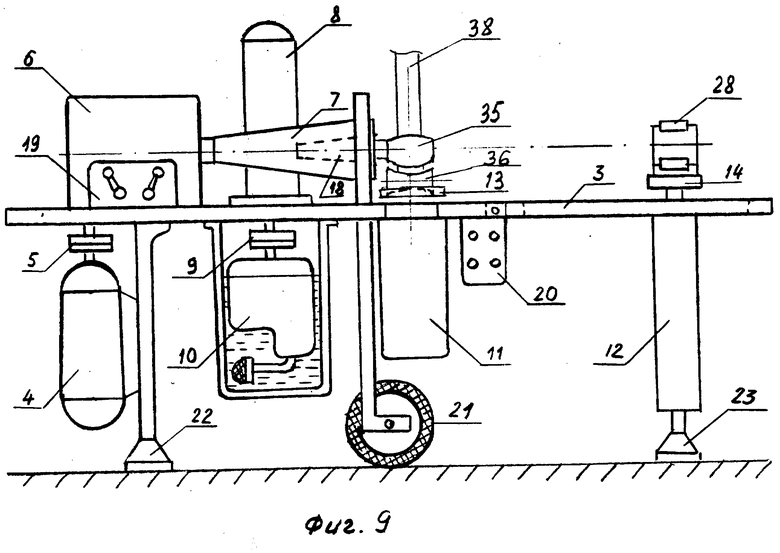
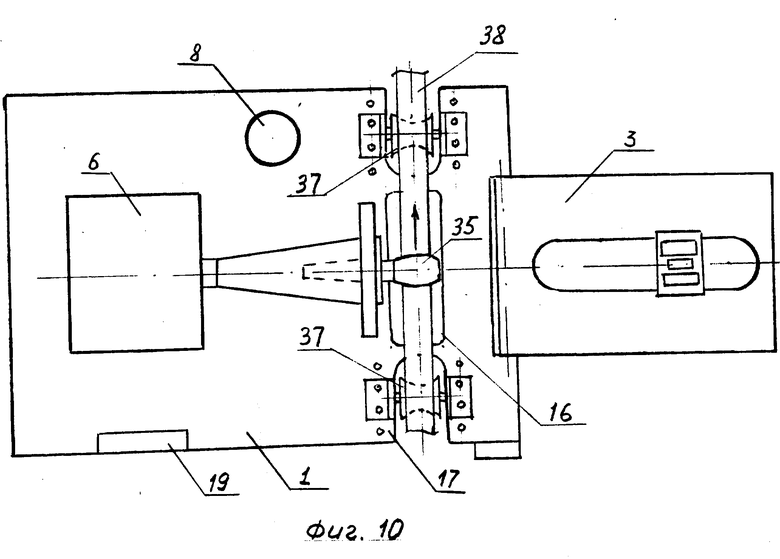
5. При гибке-прокатке листового материала (см. фиг. 9, 10) в качестве формирующих элементов используют: набор раскатных оправок 35, устанавливаемых на базовой поверхности 18 в шпиндель 7 станка; блок давильных роликов 36, устанавливаемый на плите 13 в сквозном пазу 16; сменные гибочные ролики 37, устанавливаемые в пазах 15 и 17.
Устройство работает следующим образом.
Вариант 1. Раскатка трубы (см. фиг. 1, 2)
На раскатную оправку 25 устанавливают заготовку 38 (концевой участок трубы), а второй конец закрепляют в люнете поддерживающего устройства 28. Включают гидравлический привод установки и с помощью вспомогательного гидроцилиндра 12 трубу устанавливают соосно шпинделя 7 станка; с помощью главного гидроцилиндра 11 подводят к заготовке блок давильных роликов 26 и включают привод вращательного движения. Труба 38 начинает вращаться, а ее стенка деформируется (утоняется) за счет ее сжатия между рабочими поверхностями раскатной оправки 25 и давильным роликом 26. В результате происходит увеличение диаметра концевого участка трубы, т.е. ее раздача путем раскатки. Прижимной ролик 27 уменьшает огранку получаемой детали. По достижении требуемого диаметра концевого участка блок давильных роликов 26 с помощью главного гидроцилиндра 11 отводят, а привод вращательного движения выключают, и извлекают полученную деталь.
Вариант 2. Обжим трубы (см. фиг. 3, 4)
На обжимную оправку 29 устанавливают трубчатую заготовку 38, а второй конец закрепляют в люнете поддерживающего устройства 28. Дальнейшая работа станка осуществляется по варианту 1, но в процессе обжима трубы ее перемещают дополнительно в осевом направлении в сторону обжимной оправки 29 с помощью люнета 28, путем его смещения в поперечном направлении относительно оси вращения заготовки 38.
Вариант 3. Гибка трубы (см. фиг. 5, 6)
Трубу 38 устанавливают на гибочный пуансон 31 поперек стола 1 станка, при этом труба опирается на опорные гибочные ролики 32. Включают гидропривод станка и с помощью гидроцилиндра 11 осуществляют гибку трубы 38 по пуансону 31 путем его вертикального перемещения. По окончании гибки пуансон 31 с помощью гидроцилиндра 11 опускают и извлекают полученную деталь.
Вариант 4. Сверление и отбортовка листовых и трубчатых заготовок (см. фиг. 7, 8)
При отбортовке трубчатых заготовок трубу 38 устанавливают поперек стола и жестко закрепляют в узле жесткого крепления 34, который с помощью гидроцилиндра 12 имеет возможность перемещения в направлении шпинделя 7 станка. Предварительно в заготовке сверлится отверстие, для этого вместо крюкообразной оправки 33 в шпиндель 7 устанавливается сверло; включается привод вращательного движения; и путем осевой подачи заготовки 38 сверлится отверстие требуемого диаметра. Затем сверло заменяется на крюкообразную оправку 33, которая вводится внутрь трубы через просверленное отверстие; включается привод вращательного движения оправки 33 и одновременно гидропривод, обеспечивающий отвод заготовки 38 от шпинделя 7. В результате этого вращающая крюкообразная оправка 33 отбортовывает в заготовке 38 материал в зоне предварительно выполненного отверстия.
Аналогично осуществляется отбортовка листовых заготовок.
Вариант 5. Гибка-прокатка листового материала (см. фиг. 9, 10)
Между раскатной оправкой 35 и блоком давильного ролика 36 устанавливают листовую заготовку 38. Включают гидропривод и зажимают заготовку. Заготовка опирается при этом на гибочные ролики 37. Включают привод вращательного движения в результате чего заготовка начинает перемещаться и изгибаться в двух плоскостях: в направлении прокатки и в направлении, перпендикулярном прокатки (здесь изгиб зависит от формы роликов 35 и 36). По мере гибки-прокатки заготовка выходит из-под роликов 35 и 36 и процесс деформирования завершается.
Используя иную конфигурацию формирующих блоков и поддерживающих элементов, предлагаемый станок может осуществлять операции обтяжки листовых заготовок, отрезки и подрезки кромок листов и трубчатых заготовок и др.
На экспериментальном образце станка осуществлялись операции раскатки и обжима концевых участков труб, гибки и отбортовки трубчатых заготовок, подрезки и отрезки трубы и гибки-прокатки полосок листового материала. В качестве заготовок использовались трубы ⊘ 20 80 мм из стали Ст. 2, алюминиевого сплава АМг6 и АМц, меди М1 и листовой материал АМг6. Толщина стенок полуфабрикатов составила 1,5 4,0 мм.
В отличие от известного устройства предлагаемый станок значительно увеличивает количество выполняемых на нем технологических формообразующих операций и не имеет ограничений по длине трубчатых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ДВОЙНОЙ П-ОБРАЗНОЙ ОТБОРТОВКИ НА ЗАГОТОВКАХ КРУГЛОЙ ФОРМЫ | 2018 |
|
RU2704342C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2104111C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| СПОСОБ ОБРАБОТКИ ГЛУБОКИХ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1995 |
|
RU2085341C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| ДЛИННОМЕРНАЯ ПУСТОТЕЛАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2211899C1 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036776C1 |
Назначение: изобретение относится преимущественно, к обработке металлов давлением и может быть использовано на заготовительно-спасательных участках, в частности на участках монтажа санитарно-технических и других трубопроводов. Сущность изобретения: ротационно-давильный станок содержит станину, узел поддержки заготовки, привод вращательного движения, гидропривод с силовым цилиндром, установленным на станине, и вспомогательным гидроцилиндром, входящим в узел поддержки заготовки, блоки формирующих и поддерживающих элементов, узел поддержки заготовки выполнен в виде поворотной консоли, закрепленной шарнирно на станине, и имеющей продольный паз, в котором установлен с возможностью перемещения вдоль него верхней частью вспомогательный гидроцилиндр, нижняя часть которого снабжена регулируемой по высоте опорой. На штоках силового и вспомогательного гидроцилиндров закреплены введенные в станок плиты с базовыми поверхностями. В привод вращательного движения введен шпиндель с базовой поверхностью в виде конуса. Станина выполнена с базовыми поверхностями, расположенными в ее сквозных пазах. На базовых поверхностях основного цилиндра, шпинделя и станины установлен блок формирующих элементов, а на базовой поверхности вспомогательного цилиндра - блок поддерживающих элементов. Данное изобретение позволяет значительно увеличить количество выполняемых на нем технологических формообразующих операций и не имеет ограничений по длине трубчатых заголовок. 10 ил.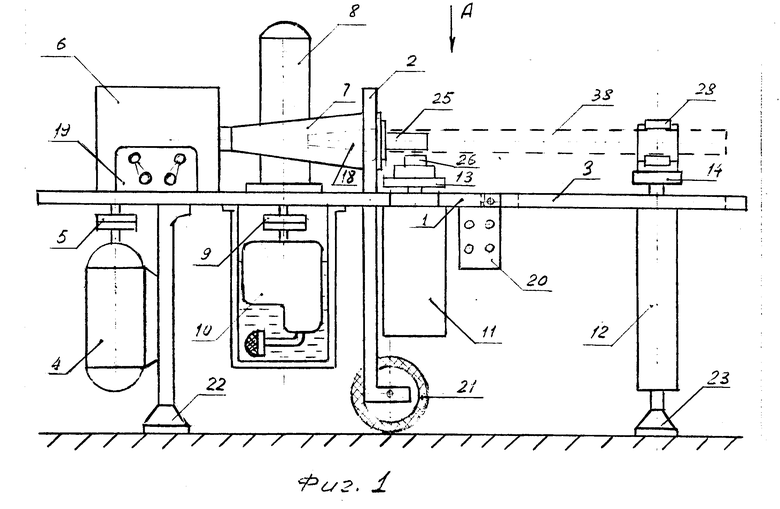
Ротационно-давильный станок, содержащий станину, узел поддержки заготовок, блок формирующих и блок поддерживающих элементов, привод вращательного движения заготовок, гидропривод с силовым гидроцилиндром, установленным на станине, и вспомогательным гидроцилиндром, установленным в узле поддержки заготовок, отличающийся тем, что станок снабжен регулируемой по высоте опорой, размещенной на одном из концов вспомогательного гидроцилиндра, плитами с базовыми поверхностями, размещенными на штоках силового и вспомогательного гидроцилиндров, шпинделем с базовой поверхностью в виде конуса, связанным с приводом вращательного движения заготовок, при этом узел поддержки заготовок выполнен в виде шарнирно закрепленной на станине поворотной консоли с продольным пазом для размещения в нем с возможностью продольного перемещения второго конца вспомогательного цилиндра, станина выполнена со сквозными пазами, имеющими базовые поверхности, а формирующие элементы установлены на базовых поверхностях силового гидроцилиндра, шпинделя и станины, причем поддерживающие элементы установлены на базовых поверхностях вспомогательного гидроцилиндра.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Обкатной станок ук-1 | 1975 |
|
SU764795A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обработки давлением концевой части цилиндрической оболочки | 1990 |
|
SU1799302A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
