Изобретение относится к прокатному производству, в частности к получению листов и полос из сплавов цветных металлов на основе меди и никеля на реверсивных станах горячей прокатки.
Известно устройство для экранирования стальной заготовки при ее прокатке в горячем состоянии, представляющее из себя один или более теплоотражательных экранов, установленных над рольгангом, поверхность которых с целью уменьшения потерь тепла от металла охлаждается с помощью хладагента (ЕПВ, з. N 0084902, В 21 В 15/00).
Однако, при использовании такого устройства на станах горячей реверсивной прокатки сплавов цветных металлов с узким температурным интервалом пластичности (например, для сплава МНЦ15-20 ΔТпласт. 100-120оС) не удается получить тонкие листы и полосы (с толщиной менее 14 мм), поскольку потери тепла за время деформации превышают указанный температурный интервал и пластичность сплавов резко падает.
Наиболее близким по технической сущности к заявляемому является устройство для регулирования тепловых потерь сталей с узким температурным интервалом пластичности при горячей реверсивной прокатке, содержащее горизонтальные и вертикальные экраны, поверхности которых выполнены из теплоизоляционного волокна с определенной степенью черноты, соединенные посредством шарниров и расположенные по обеим сторонам прокатной клети, сверху и снизу от рольганга. По обеим сторонам клети также расположены коллекторы с соплами для подачи на металл газообразного кислорода [а.с. 1217515, В 21 В 37/10, опубл. БИ N 10, 1986 г. Устройство позволяет поддерживать температуру максимальной пластичности сталей в процессе прокатки практически постоянной за счет дополнительного выделения тепла при окислении стали. Экраны, в свою очередь, сводят потери тепла в окружающую среду к минимуму. Данное техническое решение позволяет получать стальные листы нужной толщины при снижении энергосиловых параметров прокатки. Однако, в случае прокатки сплавов цветных металлов их окисление с образованием окалины приведет к нежелательному ухудшению качества поверхности получаемых полос и листов. К тому же, использование кислорода повышает пожароопасность процесса. Использование такой системы экранов без дополнительного окисления поверхности металла обеспечивает фактическое падение температуры в ходе прокатки 180-200оС, что не позволяет получать тонкие полосы и листы (менее 14 мм) сплавов цветных металлов с ΔТпласт. 100-120оС.
Заявляемое устройство позволяет свести тепловые потери металла в процессе прокатки к ΔТ Тнач. Ткон. 100-120оС. В результате чего появилась возможность прокатки сплавов цветных металлов с узким интервалом пластичности до толщины 6 мм и менее.
При прокатке сплавов цветных металлов с широким интервалом пластичности, зная нижнюю температуру этого интервала, которая должна быть сохранена в конце прокатки, можно значительно снизить первоначальную температуру нагрева слитков, что приводит к экономии энергии и уменьшению окалинообразования на поверхности заготовок.
Предлагаемое техническое решение позволяет также получать однородное распределение температуры по длине и ширине полосы, листа, что стабилизирует механические свойства по площади проката.
Сущность заявляемого технического решения состоит в том, что в известном устройстве для регулирования тепловых потерь металла при горячей реверсивной прокатке, содержащем верхний и боковые экраны, соединенные посредством шарниров и расположенные над рольгангом по обеим сторонам прокатной клети, в соответствии с изобретением верхний экран вогнут с радиусом кривизны, который связан с расстоянием между боковыми экранами и максимальным расстоянием верхнего экрана от рольганга следующими соотношениями:
R/L 0,6 1,5; Hmax/R 0,40-1,00, где R радиус кривизны экрана, мм;
L расстояние между боковыми экранами, мм;
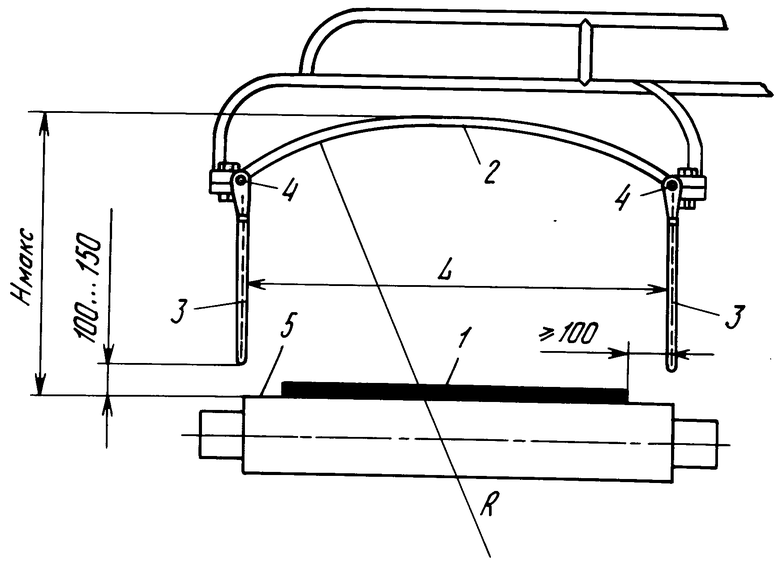
Нmax максимальное расстояние верхнего экрана от рольганга, а каждый из боковых экранов удален от рольганга на 100-150 мм, и от краев полосы металла на расстояние не менее 100 мм.
Устройство для регулирования тепловых потерь металла 1 при горячей реверсивной прокатке содержит верхний экран 2 и боковые экраны 3, соединенные между собой посредством шарниров 4 (см. фиг.). Экраны расположены над рольгангом 5 по обеим сторонам прокатной клети. Устройство отличается от известного тем, что верхний экран вогнут с радиусом кривизны R, причем R связан с расстоянием между боковыми экранами L и максимальным расстоянием верхнего экрана от рольганга Нmax следующим соотношением: R/L 0,6-1,5; Hmax/R=0,40-1,0. Каждый из боковых экранов 3 удален от рольганга на 100-150 мм, а от края полосы (листа) не менее, чем на 100 мм.
При удовлетворении указанных соотношений экраны в процессе прокатки снижают потери тепла от нагретого металла в окружающую среду до минимальных: ΔТТнач. Ткон. 100-120оС. При R/L более 1,5 (т.е. более плоский экран) часть тепла будет рассеиваться за пределами полосы и ΔТ будет возрастать. В случае R/L менее 0,6 (сильно вогнутый экран) происходит концентрация отраженного тепла в центральной части полосы, тогда как ее края остывают и увеличивается температурный клин по ширине полосы.
Приближение верхнего экрана к рольгангу, когда Нmax/R менее 0,40 вызывает перегрев экрана, безопасность процесса снижается. Удаление экрана при Hmax/R более 1,0 снижают эффективность экранирования ΔТ составляет более 120оС.
При расстоянии между боковыми экранами и рольгангом менее 100 мм из-за поперечного перемещения полосы возникает опасность разрушения экранов. При расстоянии более 150 мм снижается эффективность экранирования боковых кромок полосы. При расстоянии между боковыми экранами и краями полосы металла меньше 100 мм происходит их охлаждение, что приводит к снижению пластичности и увеличению температурного клина по ширине полосы.
Использование экранов сферической или эллипсовидной формы в процессе горячей прокатки металлов известно (например, з. ЕПВ N 0084902, В 21 В 15/00; патент США N 4382374, НКИ: 72-202). Такие экраны используются, в основном, с целью выравнивания температуры по ширине полосы. Однако, только в случае использования устройства с заявляемыми значениями R, L и Hmax, а так же заявляемым расстоянием боковых экранов от рольганга и краев полосы, возможно достичь минимальных потерь тепла ΔТ 100-120оС.
Устройство работает следующим образом.
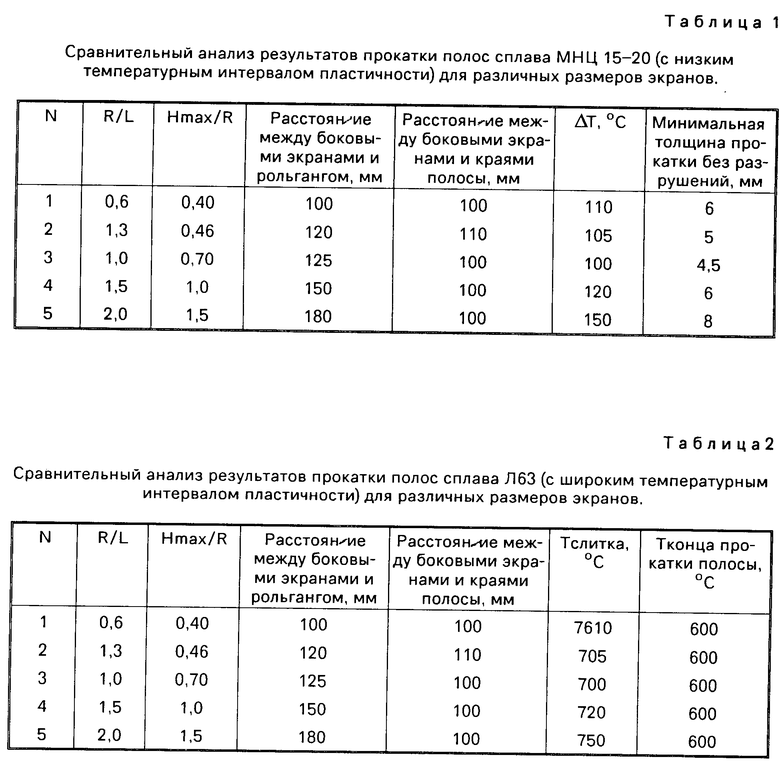
Экраны 2, 3, имеющие геометрические параметры: L 1000 мм, R 1300 мм, из нерабочего положения (экран находится за габаритами рабочей поверхности ролика рольганга 5) при помощи исполнительного механизма (на фигуре не показан) опускают вниз таким образом, чтобы Нmax было 600 мм. В этом случае R/L= 1,3, Hmax/R=0,46. Расстояние между каждым боковым экраном 3 и рольгангом устанавливают 120 мм, а расстояние от бокового экрана до края прокатываемой полосы 110 мм. Количество экранов по длине рольганга выбирают таким образом, чтобы полностью закрыть полосу. Слиток сплава МНЦ 15-20, разогретый до начальной температуры 930оС, подают на рольганг и прокатку ведут по многопроходной схеме. Температура конца прокатки полосы составляет 825оС. При этом ΔТ составляет 105оС, толщина прокатанной полосы 5 мм.
Сравнительный анализ результатов прокатки полос сплава МНЦ 15-20 (с низким температурным интервалом пластичности) для различных размеров экранов представлен в табл.1.
Сравнительный анализ результатов прокатки полос сплава Л63 (с широким температурным интервалом пластичности) для различных размеров экранов представлен в табл.2.
Таким образом, заявляемое устройство позволяет свести тепловые потери металла в процессе прокатки к ΔТ=Тнач. Ткон. 100-120оС, что позволяет прокатывать полосы сплавов цветных металлов с узким интервалом пластичности до толщины 4,5 6 мм.
При прокатке полос сплавов цветных металлов с широким интервалом пластичности устройство позволяет значительно снизить первоначальную температуру нагрева слитков, что приводит к экономии энергии и уменьшению окалинообразования на поверхности заготовок.
Кроме того, при этом получают однородное распределение температуры по длине и ширине полосы, что стабилизирует механические свойства по площади проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| Способ производства рулонного проката из низколегированной стали | 2020 |
|
RU2736468C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053033C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ РУЛОННОЙ ЗАГОТОВКИ МЕТАЛЛА | 1993 |
|
RU2090275C1 |
| СПОСОБ ПОЛУЧЕНИЯ И ВОСПРОИЗВЕДЕНИЯ ОБЪЕМНОГО ИЗОБРАЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2097940C1 |
| УСТРОЙСТВО ДЛЯ РАЗОГРЕВА ОСНОВАНИЙ И ПОКРЫТИЙ | 1996 |
|
RU2098574C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ПРИСАДОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2060859C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 1996 |
|
RU2101107C1 |
| Способ горячей прокатки металлов с узким температурным интервалом пластичности и устройство для регулирования тепловых потерь металла при горячей прокатке | 1984 |
|
SU1217515A1 |
| СПОСОБ ВОСПРОИЗВЕДЕНИЯ ОБЪЕМНОГО ИЗОБРАЖЕНИЯ | 1995 |
|
RU2093969C1 |
Использование: в прокатном производстве. Сущность изобретения: тепловой экран для уменьшения падения температуры горячего проката при реверсивной прокатке выполнен в виде вогнутого верхнего и плоских боковых экранов, причем радиус кривизны верхнего экрана связан с его высотой над рольгангом и расстоянием между боковыми экранами регламетированными соотношениями. Устройство позволяет сузить температурный интервал прокатки. 1 з.п. ф-лы, 1 ил. 2 табл.
R / L 0,6 1,5;
Hmax / P 0,40 1,00,
где L расстояние между боковыми экранами;
Hmax максимальное расстояние от верхнего экрана до рольганга.
| Способ горячей прокатки металлов с узким температурным интервалом пластичности и устройство для регулирования тепловых потерь металла при горячей прокатке | 1984 |
|
SU1217515A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
