Область техники
Изобретение относится к области металлургии, а более конкретно к прокатному производству, и может быть использовано при изготовлении горячекатаного рулонного проката из низколегированной стали, предназначенного преимущественно для производства сварных труб.
Уровень техники
Одним из основных условий получения высококачественной рулонной полосы на широкополосном стане с использованием контролируемой прокатки является оптимизация температурного режима черновой и чистовой прокатки. Это позволяет формировать требуемые структурно-фазовые характеристики готового проката. Контроль температуры начала и конца прокатки и соответствующее регулирование ее температурного режима -важный ресурс изменения структуры материала, позволяющий обеспечить требуемый уровень механических свойств изготавливаемого рулонного проката.
Известен способ производства тонких горячекатаных стальных полос на широкополосном стане [1]. В соответствии с этим способом выплавленный сляб нагревают в печи до заданной температуры. Нагретый сляб передают в линию широкополосного стана, где последовательно прокатывают в клетях черновой и чистовой группы на полосу заданной толщины. Далее полученную полосу охлаждают водой, после чего сматывают ее в рулон.
К недостаткам данного способа можно отнести отсутствие возможности оперативного регулирования температурного режима прокатки, в частности, температуры начала чистовой прокатки.
Наиболее близким аналогом рассматриваемого решения является способ изготовления металлической полосы в литейно-прокатном комплексе, включающий отливку сляба, его выдержку в печи, черновую прокатку и индукционный подогрев подката устройствами, расположенными между клетями, последующую чистовую прокатку подката, охлаждение полосы и ее смотку [2].
Следует отметить, что контролируемая прокатка предусматривает соблюдение нормативного уровня температурного режима черновой и чистовой прокатки, установленного для изготавливаемого сортамента полосового проката. В то же время при реализации указанного способа не всегда удается выдержать температурный режим прокатки, в частности обеспечить температуру подката после черновой прокатки и перед чистовой прокаткой, необходимую для получения требуемых структурно-фазовых характеристик металла. Это связано с тем, что для литейно-прокатных комплексов толщина непрерывнолитой заготовки и подката ограничена. При прокатке с использованием литейно-прокатного комплекса толщина как непрерывнолитой заготовки, так и подката может быть до 3÷4 раз меньше, чем при использовании обычного широкополосного стана. Соответственно, одни и те же теплопотери сопровождаются более значительным снижением температуры менее массивного подката на литейно-прокатном комплексе, чем на обычном широкополосном стане, и для поддержания ее уровня используют индукционный подогрев. Однако использование индукционного подогрева подката не всегда достаточно эффективно для управления температурным режимом, поскольку не позволяет при необходимости снижать температуру подката после черновой прокатки. Кроме того, индукционный подогрев подката требует значительного расхода энергии.
Раскрытие изобретения
Задачей настоящего изобретения является разработка способа производства стального рулонного проката, обеспечивающего необходимый температурный режим начала чистовой прокатки путем рационального регулирования процессов охлаждения и подогрева подката.
Техническим результатом изобретения является формирование благоприятного структурно-фазового состава и высокого уровня механических свойств изготавливаемого проката.
Указанный технический результат достигается в способе производства рулонного проката из низколегированной стали за счет того, что он включает горячую прокатку непрерывнолитой заготовки из указанной стали в клетях черновой группы широкополосного стана, транспортировку получаемого подката по рольгангу к проходной печи, при этом если температура подката превышает заранее установленное значение, то данный подкат охлаждают водой, которую подают на его верхнюю и нижнюю поверхности, причем удельный расход воды, подаваемой на каждую из указанных поверхностей подката, составляет 40÷100 м3/ч на 1 м2 поверхности, а осуществляют охлаждение подката водой в процессе его транспортировки к проходной печи, причем длина зоны (L1), в которой осуществляют охлаждение подката водой, составляет L1=k1⋅Нmax где k1 - эмпирический безразмерный коэффициент, принимающий значения в интервале 100÷500, Нmax - максимальная допустимая толщина подката для широкополосного стана, подогрев подката в проходной печи, последующий гидросбив окалины с его поверхностей, причем если температура подката после его подогрева в проходной печи превышает заранее установленное значение, то увеличивают расход воды, подаваемой на его поверхности в процессе гидросбива окалины, последующую прокатку подката в клетях чистовой группы широкополосного стана, ламинарное охлаждение полученного проката водой и его последующую смотку в рулон.
Кроме того, предусмотрены частные варианты реализации способа, согласно которым:
- начало зоны, в которой осуществляют охлаждение подката водой, находится на расстоянии L2 от последней клети черновой группы широкополосного стана, при этом L2=k2⋅Нmax, где k2 - эмпирический безразмерный коэффициент, принимающий значения в интервале 150÷250;
- в процессе охлаждения подката водой дополнительно осуществляют не менее четырех боковых смывов струями воды, подаваемой на верхнюю поверхность подката поочередно с различных его краев, при этом струи воды ориентированы в горизонтальной плоскости перпендикулярно направлению движения подката;
- после завершения охлаждения подката водой осуществляют не менее двух водяных смывов и не менее одного воздушного сдува воды с его верхней поверхности;
- подогрев подката в проходной печи осуществляют в зоне длиной L3, при этом L3=k3⋅Нmax, где k3 - эмпирический безразмерный коэффициент, принимающий значения в интервале 1900÷2500;
- расход воды, подаваемой на поверхности подката в процессе гидросбива окалины, увеличивают не менее чем в 1,4 раза относительно его номинального значения.
Краткое описание чертежей
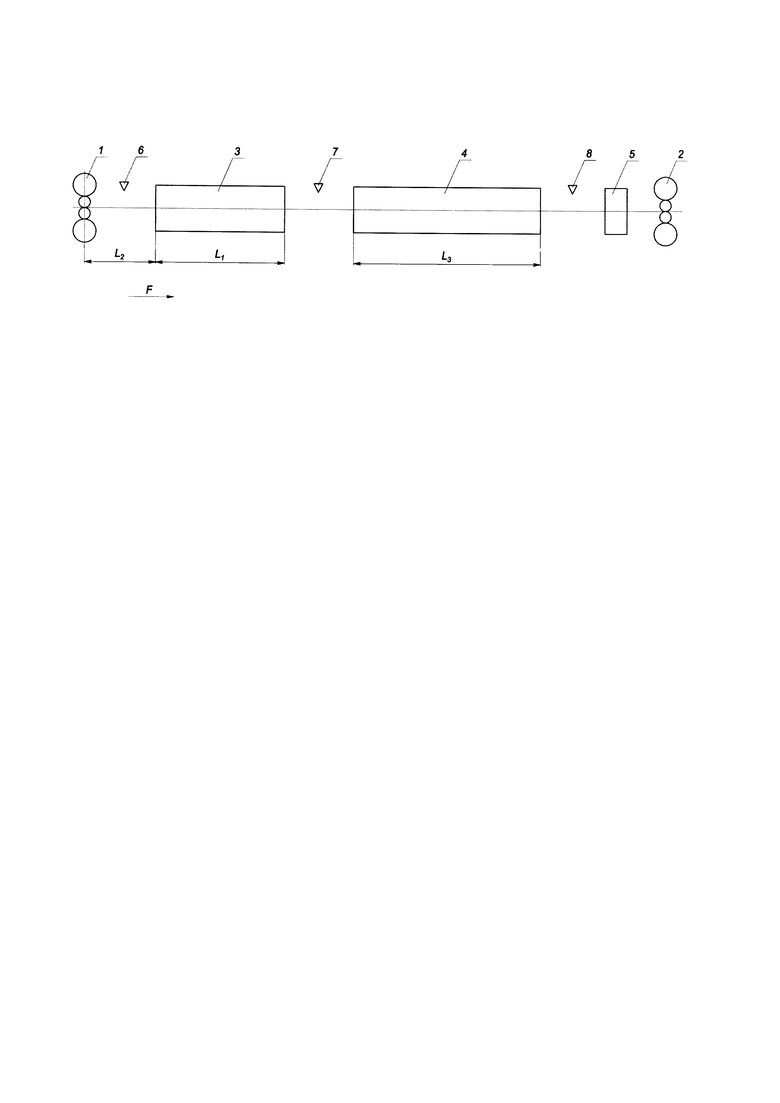
Изобретение иллюстрируется фигурой, на которой приведена схема размещения оборудования для охлаждения и подогрева подката на участке от последней клети черновой группы до первой клети чистовой группы широкополосного стана, где позициями обозначены: 1 - последняя клеть черновой группы широкополосного стана, 2 - первая клеть чистовой группы широкополосного стана, 3 - зона охлаждения подката водой (охлаждающая установка), 4 - зона подогрева подката (проходная печь), 5 - устройство гидросбива окалины, 6 - пирометр, 7 - пирометр, 8 - пирометр.
Осуществление изобретения
Осуществляют горячую прокатку непрерывнолитой заготовки из низколегированной стали в клетях черновой группы широкополосного стана с регламентированной температурой получаемого подката. Далее измеряют температуру получаемого подката при помощи пирометра (6), расположенного за последней клетью черновой группы широкополосного стана (1) в направлении транспортировки подката (F). При этом если измеренная температура подката превышает значение, заранее установленное для изготавливаемого сортамента полосового проката, то в процессе транспортировки данного подката к проходной печи (4) осуществляют его охлаждение водой. Для этого на верхнюю и нижнюю поверхности подката подают воду, причем расход воды, подаваемой на каждую из указанных поверхностей, устанавливают в пределах от 40 до 100 м3/ч на 1 м2 поверхности. При этом длина зоны L1 в которой осуществляют охлаждение подката водой, составляет L1=k1⋅Нmax, где k1 - эмпирический безразмерный коэффициент, принимающий значения в интервале 100÷500, Нmax - максимальная допустимая толщина подката для широкополосного стана. В предпочтительном варианте реализации способа для верхней поверхности подката используют ламинарное охлаждение водой, а для его нижней поверхности - спрейерное охлаждение водой.
Для обеспечения необходимой скорости охлаждения подката на его верхнюю и нижнюю поверхности подают сравнительно большое количество воды. Это способствует эффективному теплоотводу с поверхностей подката в условиях высокой скорости его транспортировки по рольгангу, которая, в зависимости от прокатываемого сортамента, может достигать 2÷4 м/с. Регулирование удельного расхода воды в заявленном диапазоне позволяет обеспечить необходимую скорость охлаждения и градиент снижения температуры подката.
Экспериментально установлено, что при подаче воды на каждую из указанных поверхностей подката с удельным расходом менее 40 м3/ч на 1 м2 поверхности в отдельных случаях не удается снизить температуру подката на необходимую величину. В то же время при подаче воды на каждую из указанных поверхностей подката с удельным расходом более 100 м3/ч на 1 м2 поверхности скорость его охлаждения перестает существенно увеличиваться, поскольку ограничена внутренней теплопроводностью металла подката. Удельный расход воды более обозначенного значения не обеспечивает повышения эффективности процесса, при этом увеличиваются производственные расходы.
Зависимость длины зоны (3), в которой осуществляют охлаждение подката водой, от максимальной допустимой для используемого стана толщины подката Нmax, обусловлена тем, что позволяет получить максимальное значение данного параметра. Значение данного параметра, необходимое для подката максимальной допустимой толщины, при неизменных параметрах теплоотвода будет достаточным для любого другого подката меньшей толщины.
Экспериментально установлено, что при длине зоны (3), в которой осуществляют охлаждение подката водой, менее L1, в ряде случаев не удается достигнуть достаточно низкой температуры окончания этого процесса, необходимой для получения требуемого структурно-фазового состава металла. В то же время, при длине зоны (3), в которой осуществляют охлаждение подката водой, более L1 возможно переохлаждение его поверхности, что неблагоприятно сказывается на равномерности распределения температуры по сечению подката и может приводить к появлению поверхностных дефектов, а также неоправданно увеличивается расход охлаждающей воды.
В частном варианте реализации изобретения, начало зоны (3), в которой осуществляют охлаждение подката водой, может находиться на расстоянии L2 от последней клети черновой группы широкополосного стана (1), при этом L2=k2⋅Нmax, где k2 - эмпирический безразмерный коэффициент, принимающий значения в интервале 150÷250, Нmax - максимальная допустимая толщина подката для широкополосного стана.
Начало охлаждения подката водой на расстоянии L2 от последней клети черновой группы широкополосного стана (1) способствует некоторому повышению температуры поверхности подката при его транспортировке по рольгангу за счет внутренней теплопередачи от более нагретой осевой зоны подката к его наружным поверхностям. Это позволяет увеличить эффективность охлаждения подката водой, поскольку при прочих равных условиях теплоотвод от поверхности с более высокой температурой протекает интенсивнее, чем от более холодной.
Зависимость расстояния L2 от максимальной допустимой для используемого стана толщины подката Нmax обусловлена тем, что позволяет получить максимальное значение данного параметра. Значение данного параметра, необходимое для подката максимальной допустимой толщины, будет гарантированно обеспечивать выравнивание температуры по сечению более тонких подкатов.
Следует также отметить, что начало охлаждения подката водой в месте, расположенном сразу за последней клетью черновой группы стана (1), может привести к возникновению аварийной ситуации в случае загиба переднего конца подката вверх, поскольку он может нанести удар по охлаждающей установке. Начало охлаждения подката водой на расстоянии L2 от последней клети черновой группы широкополосного стана (1) исключает вероятность данной аварийной ситуации, т.к. по мере прохождения расстояния L2 передний конец подката опускается на рольганг под действием собственного веса. При этом экспериментально установлено, что если начинать охлаждение подката водой на расстоянии от последней клети черновой группы стана (1) менее L2, то вероятность указанной аварийной ситуации сохраняется. В то же время начало охлаждения подката водой на расстоянии от последней клети черновой группы стана (1) более L2 приводит к снижению эффективности данной технологической операции.
В частном варианте реализации изобретения в процессе охлаждения подката водой для повышения коэффициента теплоотдачи может дополнительно осуществляться не менее четырех боковых смывов струями воды, подаваемой на верхнюю поверхность подката поочередно с различных его краев, при этом струи воды ориентированы в горизонтальной плоскости перпендикулярно направлению движения подката.
Использование боковых смывов позволяет удалить паровоздушную подушку, образующуюся в процессе охлаждения подката, что повышает эффективность данного процесса. Анализ опытных данных показывает, что если в процессе охлаждения подката при обозначенных условиях осуществляют менее четырех боковых смывов, то на верхней поверхности подката сохраняется паровоздушная подушка, препятствующая теплоотводу и снижающая эффективность охлаждения.
В частном варианте реализации изобретения после завершения охлаждения подката водой может дополнительно осуществляться не менее двух водяных смывов и не менее одного воздушного сдува воды с его верхней поверхности. Это позволяет удалить остатки воды с верхней поверхности подката перед его последующим подогревом в проходной печи, что способствует повышению безопасности данной технологической операции. Причем анализ опытных данных показывает, что если после завершения охлаждения подката водой дополнительно осуществляют менее двух водяных смывов и не производят воздушного сдува, то на верхней поверхности подката сохраняются остатки воды.
После охлаждения подката водой осуществляют контроль его температуры при помощи пирометра (7). Далее подкат передают в проходную печь (4) для подогрева, что позволяет повысить его среднемассовую температуру, одновременно снизив температурный градиент между его поверхностными и центральными слоями.
В частном варианте реализации изобретения длина зоны (L3), в которой осуществляют подогрев подката, может составлять L3=k3⋅Нmax, где k3 - эмпирический безразмерный коэффициент, принимающий значения в интервале 1900÷2500, Нmax - максимальная допустимая толщина подката для широкополосного стана. Это позволяет обеспечить эффективное повышение температуры подката и снизить риск его перегрева выше требуемого уровня.
Подогретый подкат передают в устройство (5) для гидросбива окалины и далее в первую клеть чистовой группы широкополосного стана (2).
Следует отметить, что эффективность охлаждения подката водой и его подогрева зависит от ряда трудно формализуемых факторов, например, от температуры охлаждающей воды и окружающей среды или теплотворной способности газа, которые трудно учесть в режиме автоматизированного управления этими процессами. Соответственно, при контролируемой прокатке часто требуется тонкая регулировка температуры подката непосредственно перед его входом в клети чистовой группы стана (температуры начала чистовой прокатки). Для этого, после подогрева подката производят измерение его температуры при помощи пирометра (8), при этом если температура подката превышает заранее установленное значение, то увеличивают расход воды, подаваемой на его поверхности в процессе гидросбива окалины.
В частном варианте реализации изобретения расход воды, подаваемой на поверхности подката в процессе гидросбива окалины, может увеличиваться не менее чем в 1,4 раза относительно его номинального значения. При этом повышается эффективность процесса корректировки температуры подката до требуемого уровня.
После прокатки подката в клетях чистовой группы широкополосного стана осуществляют ламинарное охлаждение полученного проката водой и его последующую смотку в рулон.
Применение заявленного способа производства обеспечивает формирование благоприятного структурно-фазового состава и высокого уровня механических свойств проката за счет эффективного управления температурой подката перед его чистовой прокаткой.
Применение заявленного способа поясняется примером его реализации на литейно-прокатном комплексе АО «ВМЗ» при производстве рулонного проката толщиной 10 и 6 мм.
В электродуговой печи производили выплавку низколегированной трубной стали следующего химического состава (в мас.%): С=0,07, Mn=l,56, Si=0,25, Cr=0,18, Cu=0,25, Ni=0,10, Nb=0,04, остальное - железо и примеси с содержанием каждого примесного элемента не более 0,03 мас.% (заданный целевой класс прочности стали - К56). Выплавленную сталь разливали на МНЛЗ в полосовую заготовку сечением 90×1200 мм, которую разрезали на мерные длины. Полученные непрерывнолитые заготовки подогревали в проходной туннельной печи литейно-прокатного комплекса до температуры 1170°С и передавали в черновую группу клетей широкополосного стана 1950. Толщина подката после черновой прокатки при изготовлении полосы толщиной 10 мм составляла 40 мм, а при изготовлении полосы толщиной 6 мм толщина подката - 30 мм.
В соответствии с установленными параметрами производства полосы толщиной 10 мм из стали класса прочности К56 температура подката после черновой прокатки должна соответствовать 950÷960°С, а перед его чистовой прокаткой - 920÷930°С. При изготовлении полосы толщиной 6 мм из стали класса прочности К56 установленный нормативный режим контролируемой прокатки предусматривает температуру подката после черновой прокатки 960÷970°С, а перед его чистовой прокаткой - 930÷940°С.
После черновой прокатки измеряли температуру подката при помощи пирометра. Температура полученного подката толщиной 40 мм составляла 990°С, что превышало заранее установленный нормативный уровень. В данной связи осуществляли охлаждение данного подката водой, которое начинали на расстоянии 9 м от последней клети черновой группы стана. Для охлаждения верхней поверхности подката использовали ламинарное охлаждение водой, а для нижней поверхности - спрейерное охлаждение водой. При этом удельный расход воды составлял 60 м3/час на 1 м2 каждой из указанных поверхностей подката по всей длине участка охлаждения, что соответствовало заявленному диапазону. Длина зоны, в которой осуществляли охлаждение подката водой, составляла 14,85 м, что соответствовало заявленному диапазону для данного параметра (максимальная допустимая толщина подката для используемого стана составляет 0,045 м, соответственно L1=4,50÷22,50 м).
В процессе охлаждения подката водой осуществляли четыре боковых смыва паровоздушной подушки и слоя воды с его верхней поверхности посредством подачи на эту поверхность струй воды, ориентированных в горизонтальной плоскости перпендикулярно направлению движения подката, причем струи воды подавались поочередно с различных краев подката. После завершения охлаждения подката водой дополнительно осуществляли два водяных смыва и один воздушный сдув воды с его верхней поверхности.
Температура подката толщиной 40 мм после его охлаждения водой, измеренная пирометром, составляла 940°С.
Температура подката толщиной 30 мм, измеренная пирометром после черновой прокатки, составляла 940°С, что менее заранее установленного нормативного значения. В данной связи охлаждение данного подката водой не осуществляли.
Оба подката при помощи тянущих роликов передавали в проходную печь, где осуществляли их подогрев с выравниванием температуры по сечению. Длина зоны, в которой осуществлялся подогрев, составляла 99 м.
На выходе из проходной печи температура подогретых подкатов контролировалась пирометром. При этом температура подката толщиной 40 мм составляла 950°С, что превышало заранее установленный нормативный уровень для начала чистовой прокатки. Температура подката толщиной 30 мм составляла 940°С, что соответствовало заранее установленному нормативному уровню.
Далее оба подката передавались в устройство гидросбива окалины, при этом расход воды, подаваемой на поверхности подката толщиной 40 мм в процессе гидросбива окалины, увеличили в 1,5 раза относительно его номинального значения. В процессе гидросбива окалины с поверхностей подката толщиной 30 мм расход подаваемой воды относительно его номинального значения не увеличивали.
Фактическая температура подката толщиной 40 мм в начале его чистовой прокатки составила 930°С, т.е. соответствовала установленным значениям для изготавливаемого сортамента. Температура подката толщиной 30 мм в начале чистовой прокатки составляла 940°С, т.е. также соответствовала установленным требованиям контролируемой прокатки.
После прокатки в клетях чистовой группы стана осуществляли ламинарное охлаждение проката водой и последующую смотку в рулон. Уровень механических свойств изготовленного проката толщиной 10 и 6 мм полностью соответствовал требованиям к категории прочности К56.
Источники информации
1. Теория пластической деформации и обработка металлов давлением. В.А. Мастеров, B.C. Берковский, М., Металлургия, 1970, с. 192.
2. Патент РФ №2630106. Способ изготовления металлической полосы посредством непрерывной разливки и прокатки / К. Кляйн, К. Бильген, К. Клинкенберг и др. Опубл. 05.09.2017.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| Способ производства рулонной полосы на широкополосном прокатном стане | 2018 |
|
RU2686504C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1998 |
|
RU2125102C1 |
| Способ производства горячекатаного хладостойкого проката | 2020 |
|
RU2768396C1 |
| Широкополосный стан горячей прокатки | 1981 |
|
SU1014602A1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
Изобретение относится к области прокатного производства и может быть использовано при изготовлении горячекатаного рулонного проката из низколегированной стали, предназначенного преимущественно для производства сварных труб. Осуществляют горячую прокатку непрерывно-литой заготовки в клетях черновой группы широкополосного стана и транспортировку получаемого подката по рольгангу к проходной печи, охлаждение водой при превышении заранее установленного значения температуры подката, причем воду подают на его верхнюю и нижнюю поверхности. Удельный расход воды, подаваемой на каждую из указанных поверхностей подката, составляет 40÷100 м3/ч на 1 м2 поверхности. Длина зоны (L1), в которой осуществляют охлаждение подката водой, составляет L1=k1⋅Нmax, где k1 = 100÷500 - эмпирический безразмерный коэффициент, Нmax - максимальная допустимая толщина подката для широкополосного стана. После этого осуществляют подогрев подката в проходной печи и гидросбив окалины с его поверхностей. При превышении заранее установленного значения температуры подката после его подогрева в проходной печи увеличивают расход воды, подаваемой на его поверхности в процессе гидросбива окалины. Затем осуществляют прокатку подката в клетях чистовой группы широкополосного стана, ламинарное охлаждение полученного проката водой и его последующую смотку в рулон. Технический результат изобретения заключается в формировании благоприятного структурно-фазового состава и высокого уровня механических свойств изготавливаемого проката. 5 з.п. ф-лы, 1 ил.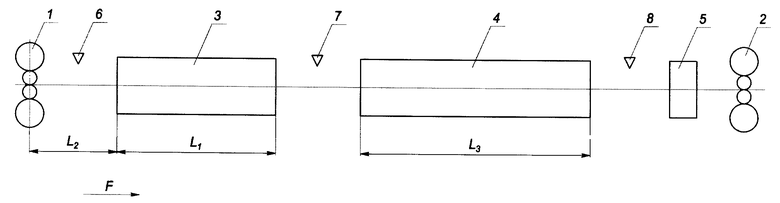
1. Способ производства рулонного проката из низколегированной стали, включающий:
горячую прокатку непрерывно-литой заготовки из упомянутой стали в клетях черновой группы широкополосного стана, транспортировку получаемого подката по рольгангу к проходной печи, охлаждение подката водой при превышении заданного значения его температуры, при этом воду подают в процессе транспортировки подката к проходной печи на его верхнюю и нижнюю поверхности с удельным расходом воды, подаваемой на каждую из указанных поверхностей подката, 40÷100 м3/ч на 1 м2 поверхности, причем длина зоны (L1), в которой осуществляют охлаждение подката водой, составляет L1=k1⋅Нmax, где k1 = 100÷500 - эмпирический безразмерный коэффициент, Нmax - максимальная допустимая толщина подката для упомянутого широкополосного стана,
подогрев подката в проходной печи, последующий гидросбив окалины с его поверхностей, причем при превышении заданного значения температуры подката после его подогрева в проходной печи увеличивают расход воды, подаваемой на его поверхности в процессе упомянутого гидросбива окалины,
последующую прокатку упомянутого подката в клетях чистовой группы упомянутого широкополосного стана, и
ламинарное охлаждение полученного проката водой и его последующую смотку в рулон.
2. Способ по п. 1, в котором начало зоны, в которой осуществляют упомянутое охлаждение подката водой, находится на расстоянии L2 от последней клети черновой группы упомянутого широкополосного стана, при этом L2=k2⋅Нmax, где k2 = 150÷250 - эмпирический безразмерный коэффициент.
3. Способ по п. 1 или 2, в котором в процессе упомянутого охлаждения подката водой дополнительно осуществляют не менее четырех боковых смывов струями воды, подаваемой на верхнюю поверхность подката поочередно с различных его краев, при этом упомянутые струи воды ориентированы в горизонтальной плоскости перпендикулярно направлению движения подката.
4. Способ по любому из пп. 1-3, в котором после завершения упомянутого охлаждения подката водой дополнительно осуществляют не менее двух водяных смывов и не менее одного воздушного сдува воды с его верхней поверхности.
5. Способ по любому из пп. 1-4, в котором подогрев подката в проходной печи осуществляют в зоне длиной L3, при этом L3=k3⋅Нmax, где k3 = 1900÷2500 - эмпирический безразмерный коэффициент.
6. Способ по любому из пп. 1-5, в котором упомянутый расход воды, подаваемой на поверхности подката в процессе гидросбива окалины, увеличивают не менее чем в 1,4 раза относительно его номинального значения.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| US 5611232 A1, 18.03.1997. | |||

