Изобретение относится к обработке металлов давлением, в частности к изготовлению деталей штамповкой вытяжкой с применением эластичных материалов на прессах камерного типа, и может быть использовано в авиационной и автомобильной отраслях машиностроения.
В настоящее время штамповка эластичной средой применяется для изготовления листовых деталей, имеющих сложный контур, отогнутые борта, рифты, пазы различной формы из цветных сплавов и сталей толщиной порядка 0,5-2 мм и выше. Прессы данной конструкции отличаются простотой, универсальностью, значительно более низкой стоимостью по сравнению с традиционными цельнометаллическими штампами и требуют минимум затрат времени на подготовку пpоизводства новых деталей.
В качестве материала рабочего эластичного элемента наиболее широко используются полиуретаны различных марок, основным преимуществом которых являются высокая износостойкость и циклическая стойкость.
Известен способ изготовления деталей в прессах камерного типа (двойного действия), заключающийся в штамповке вытяжке листовой заготовки эластичной средой в формообразующую оснастку. Указанный способ изготовления деталей принимается за прототип.
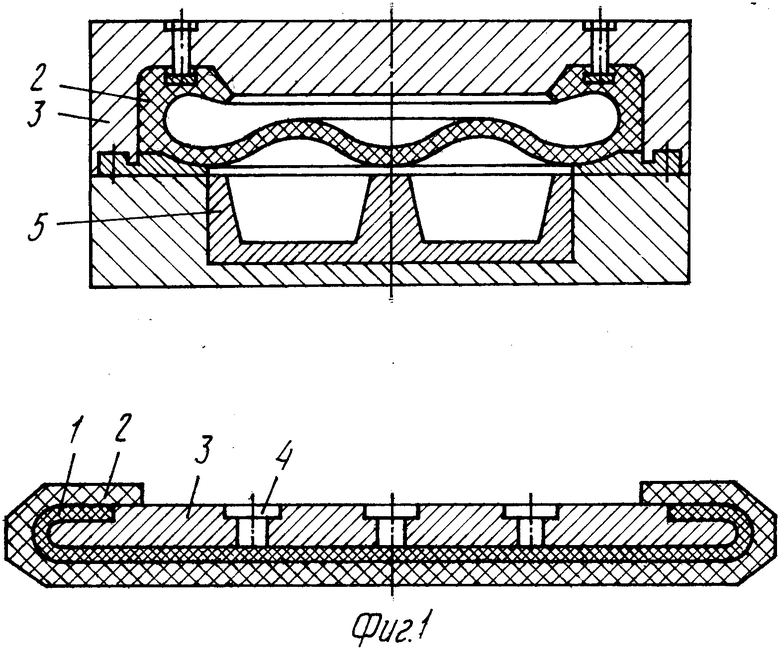
На фиг.1 представлены типовые конструкции блоков прессов камерного типа.
На фиг. 1 приняты следующие обозначения: 1 маслокамера; 2 диафрагма; 3 корпус; 4 отверстия для подачи масла; 5 формоблок.
Усилие прессования в данные конструкциях создается давлением газовой или жидкой среды, передаваемым непосредственно на рабочий элемент (диафрагму) или через промежуточный элемент (маслокамеру). Основным недостатком прототипа является отсутствие рекомендаций по технологическим параметрам штамповки.
Процесс штамповки листовых материалов эластичными средами имеет ярко выраженный динамический характер. Первая часть процесса штамповки (осаждение эластичной диафрагмы с заготовкой в форму) относится к динамическим задачам переходного типа. На втором этапе, после снятия давления диафрагма возвращается в первоначальное состояние, при этом высвобождается большое количество энергии. Это может привести к возникновению собственных колебаний в системе "диафрагма инструментальный блок". Колебания диафрагмы на резонансных частотах могут приводить к высоким растягивающим напряжениям в диафрагме и появлению в них больших остаточных деформаций (эффект провисания полотна диафрагмы).
Цель изобретения установление оптимальных соотношений между технологическим параметром штамповки (временем снятия усилия) и динамическим паспортом конструкции (ее собственной частотой), которые исключили бы возникновение опасных механических колебаний.
Цель достигается внесением рассогласования в частотный режим прессования.
Суть предлагаемого технического решения заключается в следующем. Теоретическими и экспериментальными исследованиями установлено, что резонансные колебания в системе возникают, если нагрузка снята за время менее четверти периода собственных колебаний. С другой стороны, очень большое время снятия усилия также нежелательно, так как это приводит к релаксации напряжений в диафрагме и одновременному росту в ней деформаций ползучести. Таким образом, необходимо дать ограничения на минимальное и максимальное время снятия усилия прессования. Как показывает анализ экспериментальных данных, максимальное время снятия усилия, также как и минимальное время, является функцией периода резонансных колебаний на первой собственной частоте для конкретной конструкции диафрагмы. Как известно, собственная частота является интегральной характеристикой конструкции, зависящей от ее геометрических параметров и механических характеристик материалов.
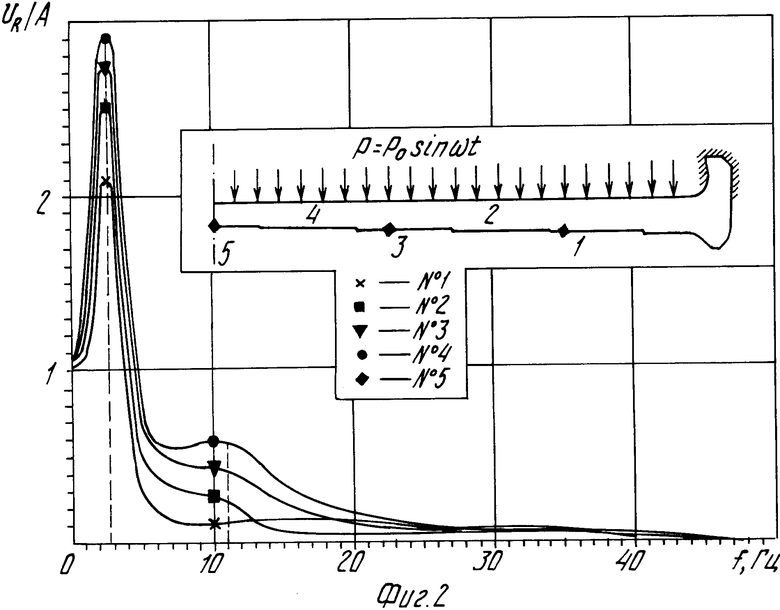
Расчетами амплитудно-частотных характеристик различных конструкций диафрагм с учетом реальных вязкоупругих свойств материалов выявлено, что наиболее опасными являются резонансные колебания на первой собственной частоте. Все последующие экстремумы практически полностью задемпфированы, что объясняется высокими диссипативными свойствами полиуретанов, особенностью конструктивного оформления диафрагм и способом их закрепления в инструментальном блоке.
На фиг.2 показана типовая амплитудно-частотная характеристика безразмерных радиальных перемещений отдельных точек диафрагмы пресса ORD-600, изготовленной из полиуретана марки ЛУР-СТ. Видно, что максимальная динамичность нагружения, характеризуемая значениями коэффициента динамичности Rд UR/A > 1, наблюдается только на первой резонансной частоте, равной 2,5 Гц. Здесь А статические компоненты радиальных перемещений соответствующих точек диафрагмы, рассчитанные при амплитудном значении Fo периодической нагрузки P(t) (фиг.2).
Исходя из вышеизложенного, минимальное значение времени снятия усилия назначается по формуле
tmin=f T1 где f
T1 где f  суммарный коэффициент запаса;
суммарный коэффициент запаса;
Т1 период резонансных колебаний на первой собственной частоте диафрагмы.
Период резонансных колебаний связан с собственной частотой следующим соотношением:
T 
Суммарный коэффициент запаса представляет собой произведение трех коэффициентов
f  = f1 ˙ f2 ˙ f3, где f1 коэффициент, учитывающий погрешность методики расчета, f1 1,3;
= f1 ˙ f2 ˙ f3, где f1 коэффициент, учитывающий погрешность методики расчета, f1 1,3;
f2 коэффициент, учитывающий разброс механических свойств материала эластичного элемента, f2 1,5;
f3 коэффициент, учитывающий разброс геометрических размеров эластичного элемента, f3 1,1.
Таким образом, минимальное время снятия усилия равно:
tmin=1,3·1,5·1,1 0,54·T1
0,54·T1
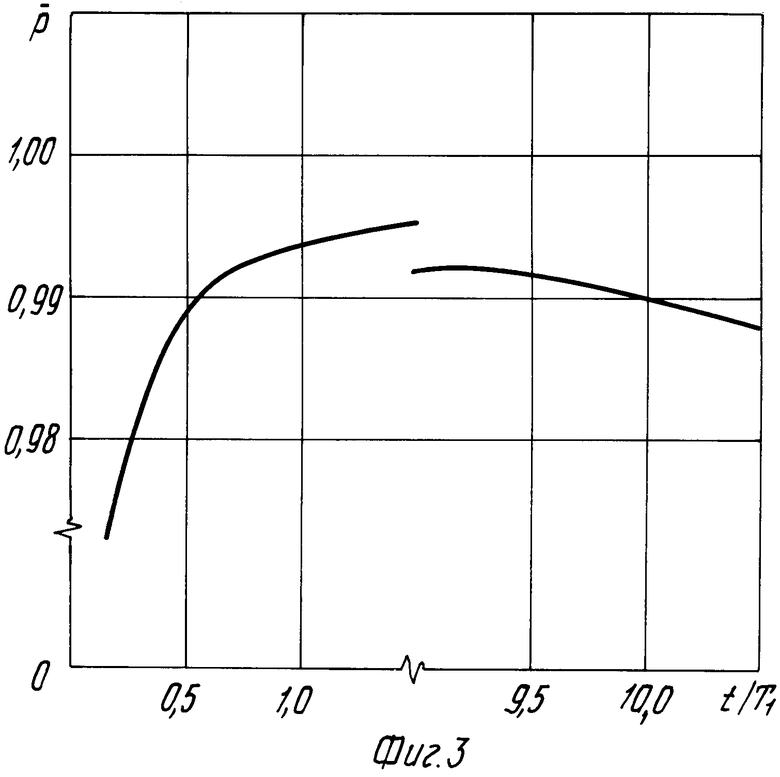
Анализ статического материала по максимальному времени снятия усилия tmax, как функции периода собственных колебаний на первой резонансной частоте f(T1), показал, что данная функция является линейной относительно аргумента Т1 и имеет вид tmax 10 ˙ T1.
С точки зрения обеспечения механической надежности рабочая область по предложенному соотношению ограничена значением вероятности безотказной работы, равной 0,99 (фиг.3). Значение минимального уровня вероятности ( 0,99) обусловлено, с одной стороны, высокими эксплуатационными требованиями к эластичным элементам, а с другой стороны, неоднозначностью механического поведения конструкций при динамическом нагружении.
0,99) обусловлено, с одной стороны, высокими эксплуатационными требованиями к эластичным элементам, а с другой стороны, неоднозначностью механического поведения конструкций при динамическом нагружении.
Предлагаемое решение позволяет обоснованно назначать технологические режимы штамповки листовых материалов (время снятия усилия прессования). Это особенно актуально для крупногабаритных прессов с эластичной рабочей средой, так как для них часто необоснованно назначается завышенное время снятия усилия прессования. С одной стороны, это существенно снижает производительность процесса штамповки, а с другой стороны, приводит к снижению механической надежности эластичного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОЛИСТОВЫХ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ПУАНСОН ПЛУНЖЕРНОГО ПРЕССА | 1993 |
|
RU2042452C1 |
| БЛОК ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1992 |
|
RU2033875C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИУРЕТАНА | 1994 |
|
RU2078773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ В УСЛОВИЯХ РЕЗОНАНСНЫХ КОЛЕБАНИЙ СТРУКТУРНЫХ ЧАСТИЦ МАТЕРИАЛА | 2002 |
|
RU2246378C2 |
| ЖИДКИЙ ОТВЕРДИТЕЛЬ ДЛЯ ПОЛИУРЕТАНОВЫХ СИСТЕМ | 1992 |
|
RU2043369C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2012 |
|
RU2506136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИВОДНЫХ АРМИРОВАННЫХ РЕМНЕЙ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1994 |
|
RU2057018C1 |
| Способ изготовления колбы пищевого вакуумного термоса | 1990 |
|
SU1810039A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КОРОБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2090288C1 |
| ПРИВОДНОЙ ШЕСТИГРАННЫЙ РЕМЕНЬ | 1993 |
|
RU2087772C1 |
Изобретение относится к обработке металлов давлением, в частности к методам изготовления деталей штамповкой вытяжкой с применением эластичных материалов на прессах камерного типа, и может быть использовано в авиационной и автомобильной отраслях машиностроения. Сущность изобретения: усилие прессования в указанных прессах создается давлением газовой или жидкой среды, передаваемым непосредственно на рабочий элемент (диафрагму) или через промежуточный элемент (маслокамеру). Для обеспечения механической надежности эластичного элемента за счет снижения эксплуатационных динамических деформаций и напряжений, безразмерное время снятия усилия прессования (давления газовой или жидкой среды) должно находиться в пределах 0,54 ≅ t/T1≅ 10, где t время снятия усилия прессования; T1 - период собственных колебаний эластичного элемента на первой резонансной частоте. 3 ил.
СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ В ПРЕССАХ КАМЕРНОГО ТИПА, заключающийся в штамповке-вытяжке листовой заготовки эластичной средой в формообразующую оснастку, отличающийся тем, что время снятия усилия штамповки-вытяжки выбирают из интервала
0,54 ≅ t / T1 ≅ 10,
где t время снятия усилия штамповки-вытяжки;
T1 период собственных колебаний эластичного элемента на первой резонансной частоте.
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью | |||
| М.: Машиностроение, 1967, с.335 - 342. |
