Изобретение относится к области обработки металлов давлением, в частности, к листовой штамповке эластичной средой, и может быть использовано для глубокой вытяжки изделий коробчатой формы.
Известен штамп для вытяжки коробчатых изделий, содержащий эластичную матрицу, пуансон и прижим с прямоугольным отверстием [1] Известный штамп позволяет при высоком давлении эластичной матрицы (до 700 кг/см2) осуществлять глубокую вытяжку деталей коробчатой формы. Однако на нем нельзя изготавливать коробчатые изделия с подсечками, ребрами жесткости и т.д. на боковых поверхностях.
На практике в авиационной промышленности коробчатые изделия, в том числе обтекатели, изготавливают следующим образом. Сначала штампуют развертку с ребрами, а затем развертку гнут и сваривают по боковым ребрам. Этот метод весьма трудоемок, так как требуется высокое качество сварных швов, которые затем проходят рентгеноконтроль герметичности. Нередко качество сварных швов не удовлетворяет требованию герметичности и приходится неоднократно проводить операцию сварки и контроля.
Изготовление коробчатых изделий методом штамповки эластичной средой из листовой заготовки было невозможно по той причине, что после штамповки изделия нельзя было снять с пуансона из-за наличия ребер.
Задача изобретения состояла в создании такого штампа для вытяжки коробчатых изделий, на котором можно было бы изготавливать изделия коробчатой формы с ребрами на боковых поверхностях.
Поставленная задача решается тем, что в штампе для вытяжки коробчатых изделий, содержащем эластичную матрицу, пуансон и прижим с рабочим отверстием, согласно изобретению, на боковых сторонах пуансона выполнены пазы, в которых установлены вкладыши с кольцевыми углублением на рабочей поверхности. Сопрягающиеся поверхности паза и вкладыша выполнены наклонными относительно оси симметрии пуансона.
Выполнение на боковых сторонах пуансона пазов, в которых установлены вкладыши, с кольцевым углублением на рабочей поверхности дает возможность снять готовое изделие с ребрами на боковых поверхностях с пуансона. Это возможно из-за того, что при съеме изделия вкладыши какое-то время удерживаются в изделии за счет кольцевых углублений. После выхода вкладышей из пазов они могут быть свободно удалены из готового изделия.
Выполнение сопрягающихся поверхностей паза и вкладышей наклонными относительно оси симметрии пуансона позволяет избежать излишнего трения при съеме изделия с пуансона, так как вкладыши, поднимаясь вместе с изделием, перестают контактировать с наклонной поверхностью паза пуансона.
Изобретение поясняется чертежами.
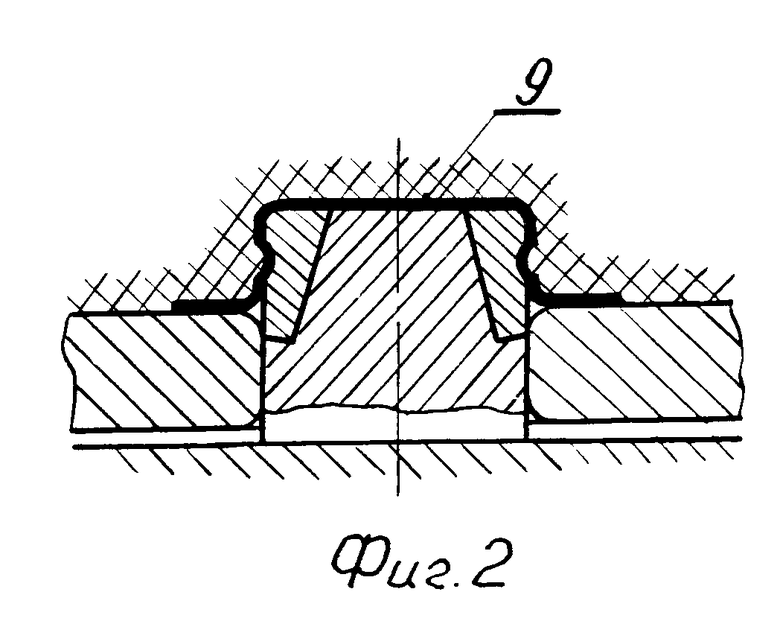
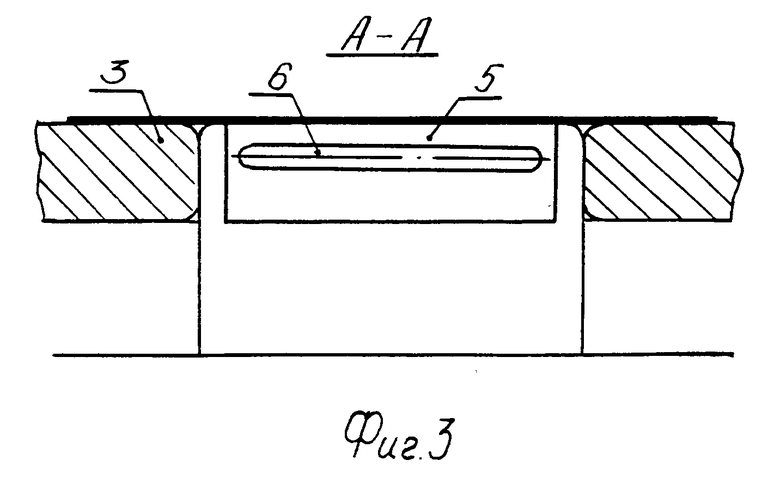
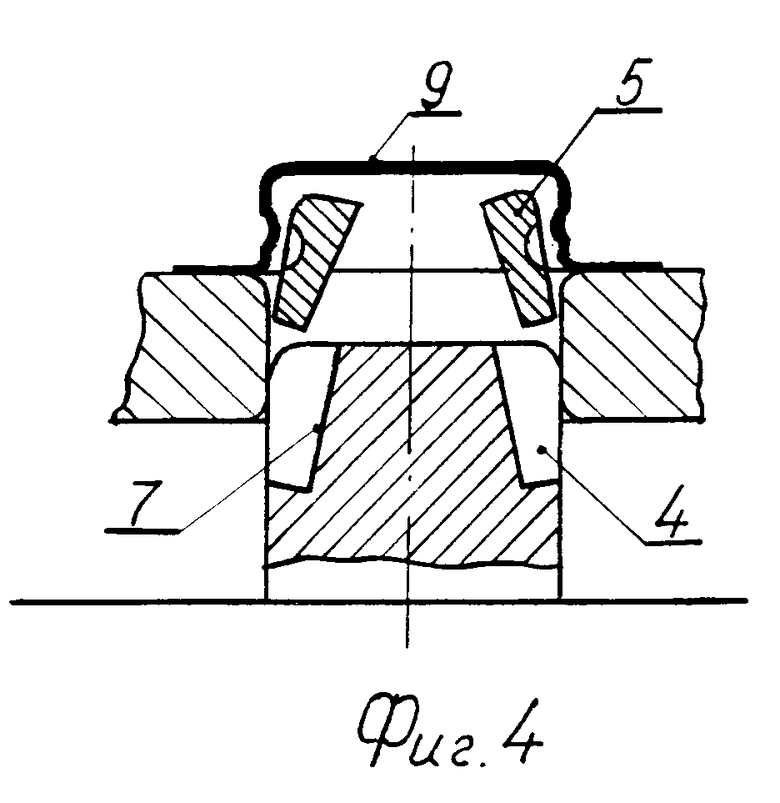
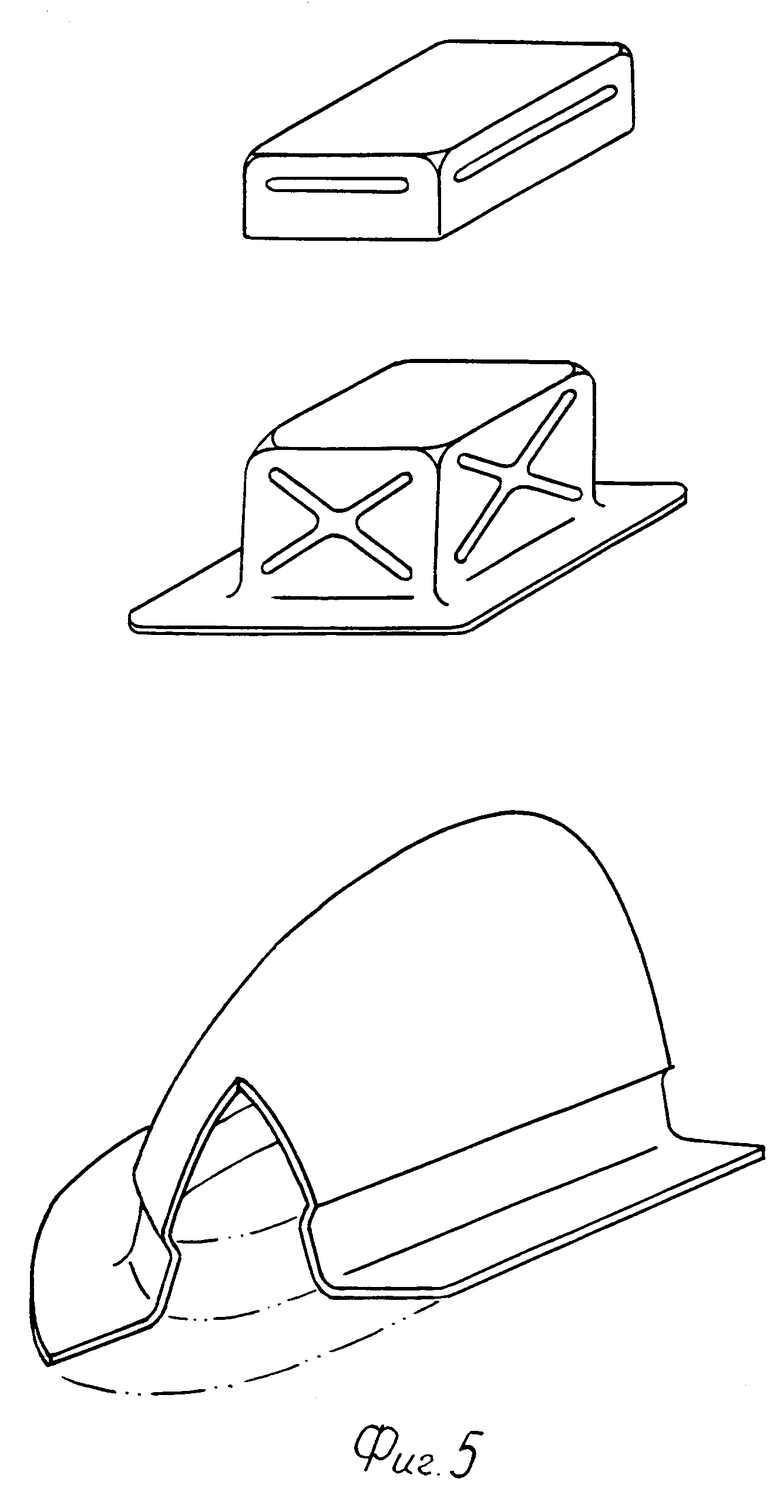
На фиг. 1 показан поперечный разрез штампа для вытяжки коробчатых изделий, в исходном положении; на фиг. 2 то же, в процессе штамповки; на фиг. 3 вид А-А на фиг. 1; на фиг. 4 изделие снятое с пуансона после штамповки; на фиг. 5 примеры изготавливаемых на штампе коробчатых изделий.
Штамп для вытяжки коробчатых изделий содержит эластичную матрицу 1, пуансон 2 и прижим 3 с рабочим отверстием.
На боковых сторонах пуансона 2 выполнены пазы 4, в которых установлены вкладыши 5 с кольцевым углублением 6 на рабочей поверхности.
Сопрягающиеся поверхности 7 паза 4 и вкладыша 5 выполнены наклонными относительно оси симметрии пуансона 2.
Листовая заготовка обозначена позицией 8, готовое изделие позицией 9.
Штамп работает следующим образом.
Перед началом работы заготовку 8 укладывают на верхнюю поверхность пуансона 2 и прижима 3. Вытяжка изделия осуществляется при рабочем ходе пресса за счет давления со стороны эластичной матрицы 1 на заготовку 8 и прижим 3, который при этом опускается вниз на определенное расстояние.
После окончания вытяжки при холостом ходе пресса прижим 3 перемещают вверх, осуществляя съем готового изделия 9 с пуансона 2 (см. фиг.4)
Вкладыши 5, удерживаемые в изделии 9 за счет кольцевых углублений 6, перемещаются в пазах 4, при этом наклонные поверхности 7 вкладыша 5 и паза 4 перестают контактировать. После выхода вкладышей из пазов они свободно отделяются от изделия, падая на поверхность пуансона.
Конструкция штампа позволяет изготавливать различные изделия коробчатой формы с рифтами, ребрами жесткости, подсечками и т.д. на боковых поверхностях (примеры см. на фиг. 5). Для этого могут быть использованы, например, прессы типа QAB шведской фирмы ASEA для листовой штамповки процессом "флюид-форм" и другие.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП | 2003 |
|
RU2243052C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2211740C2 |
| Штамп для вытяжки | 1978 |
|
SU741995A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЭЛАСТИЧНОЙ СРЕДОЙ ЛИСТОВЫХ ДЕТАЛЕЙ С ЭЛЕМЕНТАМИ ТИПА "ПОДСЕЧКА" | 2017 |
|
RU2684130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
Использование: относится к области обработки металлов давлением, в частности, к листовой штамповке эластичной средой и может быть использовано для глубокой вытяжки изделий коробчатой формы. Сущность изобретения: штамп содержит эластичную матрицу, пуансон и прижим с рабочим отверстием. На боковых сторонах пуансона выполнены пазы, в которых установлены вкладыши с кольцевым углублением на рабочей поверхности. Сопрягающиеся поверхности паза и вкладыша выполнены наклонными относительно оси симметрии пуансона. Съем готового изделия с пуансона осуществляется прижимом при его движения вверх. Вкладыши, удерживаемые в изделии за счет кольцевых углублений, перемещаются в пазах, при этом наклонные поверхности паза и вкладыша перестают контактировать. После выхода вкладышей из пазов они свободно отделяются от изделия и падают на поверхность пуансона. Штамп позволяет изготавливать изделия коробчатой формы с подсечками и ребрами жесткости на боковых поверхностях. 1 з.п. ф-лы, 5 ил.
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1971, с.782 и 114, табл.36, рис | |||
| б. |
