Изобретение относится к обработке шлифованием полых цилиндрических изделий, в частности к производству инъекционных игл, катетеров.
Известен способ заточки инъекционных игл, при котором последние размещаются между вращающимся барабаном и гибкой перемещающейся лентой, после чего подводят шлифовальный круг и производят обработку игл, аналог (патент №2030279 В 24 В 3/60). Недостатком данного способа является недостаточно высокий уровень технологичности.
Известен способ заточки инъекционных игл с помощью полуавтомата, включающий закрепление инъекционных игл и обработку их с помощью обрабатывающего инструмента (а.с. №931347, МПК В 24 В 19/16, прототип). Недостатком данного способа является необтекаемая форма заточенного кончика инъекционной иглы, допускающей излишнее травмирование ткани при прокалывании.
Задачей предлагаемого изобретения является создание способа заточки пустотелых колющих медицинских инструментов, например инъекционных игл, с каплевидной формой заточенного кончика, с высоким уровнем технологичности.
Данная задача решается с помощью способа, при котором заточка пустотелых колющих медицинских инструментов включает закрепление их по три штуки в плотный пучок и обработку с помощью обрабатывающего инструмента. При этом одни концы пустотелых колющих медицинских инструментов устанавливают в разрезной оправке, а другие концы соединяют из условия образования трехгранной пирамиды с вершиной на оси патрона, совпадающей с осью пучка. Обработку производят с подачей обрабатывающего инструмента в зону обработки до момента достижения его периферией оси патрона. При вращении пучка игл, установленных таким образом, вокруг оси и при обработке их шлифовальным кругом чашечного типа на серийном электроабразивном заточном станке колющая часть игл получается каплевидной формы, при которой раздвигание прокалываемой ткани происходит значительно более равномерно, т.е. ткань травмируется в меньшей степени. На поверхности колющей части отсутствуют заусенцы.
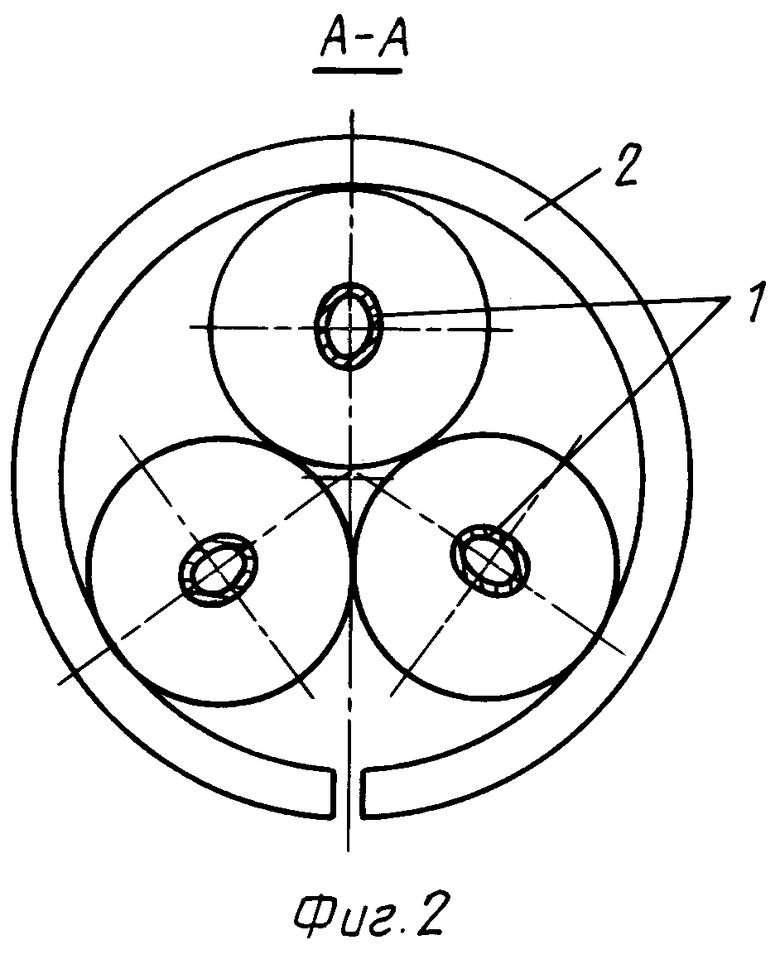
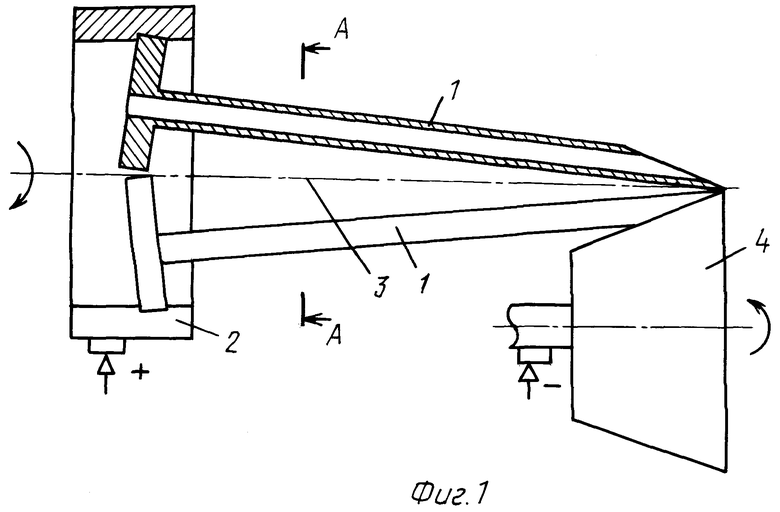
На фиг.1 изображена установка игл в разрезной оправке; на фиг.2 - разрез А-А.
Иглы 1, три штуки, устанавливают в разрезную оправку 2, которая закрепляется в патроне электроабразивного заточного станка (не показан). Ось патрона 3 и ось пучка игл совпадают. В пучке может быть только 3 иглы, так как при их числе менее и более трех невозможно получить острие колющей кромки и каплевидную форму колющей части с минимальным радиусом скругления, требуемого для раздвижения тканей. Другие концы игл соединены в одну точку на оси патрона. Разрезная оправка 2 с иглами является анодом, а обрабатывающий инструмент 4 - катодом. Включают станок. Обрабатывающий инструмент 4 вводят в зону обработки. Обработка осуществляется до момента достижения периферией обрабатывающего инструмента 4 оси патрона 3. При этом достигается каплевидная форма колющей части для равномерного раздвигания прокалываемой ткани, т.е. для меньшей степени ее травмирования (а.с. №113096). Заточка пустотелых колющих медицинских инструментов осуществляется на электроабразивном станке КЦ-35 с электропроводящим кругом на алюминиевой основе с абразивом М20. На разрезную оправку 2 подают напряжение 6 В. Скорость вращения патрона 600 об/с; скорость вращения круга - 3000 об/с. В место заточки подается электролит: 5%-ный водный раствор хлористого натрия при 293 К. Подача круга равна 0,5 мм/мин. Таким образом данный способ заточки пустотелых колющих инструментов обеспечивает каплевидную форму, является технологичным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2012247C1 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДЕТАЛЕЙ | 1971 |
|
SU311725A1 |
| Способ заточки шнекового сверла | 2019 |
|
RU2709553C1 |
| Станок для заточки инструмента | 1988 |
|
SU1650391A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕДИЦИНСКОЕ УСТРОЙСТВО, ВХОДЯЩЕЕ В КОНТАКТ С ТКАНЯМИ ТЕЛА | 2019 |
|
RU2761440C2 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
| УСТРОЙСТВО ДЛЯ СЛЕСАРНО-ДОВОДОЧНЫХ И ЗАТОЧНЫХРАБОТ | 1971 |
|
SU301270A1 |
Изобретение относится к обработке шлифованием полых цилиндрических изделий и может быть использовано при производстве медицинских инструментов, в частности инъекционных игл, катетеров. Медицинские инструменты закрепляют по три штуки в плотный пучок. Одни их концы устанавливают в разрезной оправке, которую закрепляют в патроне электроабразивного заточного станка. Другие концы соединяют из условия образования трехгранной пирамиды с вершиной на оси патрона, совпадающей с осью пучка. Обработку производят с подачей обрабатывающего инструмента в зону обработки до момента достижения его периферией оси патрона. В результате колющая часть медицинских инструментов получается каплевидной формы, что способствует равномерному прокалыванию тканей. Данный способ обладает высоким уровнем технологичности и имеет низкую себестоимость. 2 ил.
Способ заточки пустотелых колющих медицинских инструментов, включающий их закрепление и обработку с помощью обрабатывающего инструмента, отличающийся тем, что закрепление медицинских инструментов осуществляют по три штуки в плотный пучок, при этом одни их концы устанавливают в разрезной оправке, которую закрепляют в патроне электроабразивного заточного станка, а другие концы соединяют из условия образования трехгранной пирамиды с вершиной на оси патрона, совпадающей с осью пучка, при этом обработку производят с подачей обрабатывающего инструмента в зону обработки до момента достижения его периферией оси патрона.
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| АРТАМОНОВ Б.А | |||
| и др | |||
| Размерная электрическая обработка металлов | |||
| - М.: Высшая школа, 1978, с.310-315 | |||
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| ДАТЧИК ДАВЛЕНИЯ | 0 |
|
SU255611A1 |

