Изобретение относится к производству инструмента, в частности к отрезным кругам и может быть использовано в промышленности при резке углестеклопластиков и углестеклотканей, преимущественно с шириной реза менее 1 мм.
Известны алмазные круги, используемые для резки неметаллических материалов по ГОСТ 10110-89, фиг. 2726-0121, 2726-0125, 2726-0143, 2726-0145, 2726-0181, состоящие из корпуса, несущего режущие алмазоносные элементы.
Эти отрезные круги отличаются низкой износостойкостью и жесткостью при резке углестеклопластиков, в результате чего происходит отклонение от прямолинейности и размеростабильности ширины реза.
Объясняется это тем, что в процессе резки углестеклопластиков, которые обладают низкой теплопроводностью, основная доля теплоты отводится через режущий инструмент, вследствие чего происходит искажение геометрической формы режущего круга и нарушение стабильности ширины и прямолинейности реза. Кроме того, вследствие упругости углестеклопластиков, происходит "заклинивание" отрезного круга в процессе резки, а за счет присутствия в материале эпоксидных и фенолформальдегидных смол происходит "засаливание" инструмента. В результате этого снижаются режущие свойства инструмента.
Наиболее близким по своей сущности к изобретению является отрезной круг, содержащий корпус с радиальными пазами по его периферии и выступами, на которых смонтированы алмазоносные элементы, отличающийся тем, что с целью исключения образования трещин в корпусе и снижения вибрации и шума в процессе резания, боковая поверхность алмазоносных элементов (режущих элементов) со стороны врезания в обрабатываемый материал выполнена с углом наклона от торцевой до их периферийной поверхности в пределах 40-70о, при этом наклонная и периферийная поверхности сопряжены по криволинейным поверхностям.
Этот отрезной круг обладает большой стойкостью по сравнению с отрезным кругом аналогом, так как угол наклона торцевой поверхности обеспечивает постепенное включение режущих элементов в работу, а плавный переход от торцевой поверхности к периферической обеспечивает постепенный износ инструмента, что также повышает его стойкость.
Однако, при использовании этого отрезного круга не устраняется его коробление в процессе резки углестеклопластиков, так как вследствие выделения большого количества теплоты происходит интенсивный нагрев инструмента, который ведет к искажению геометрической формы круга. В результате нарушается стабильность ширины реза и прямолинейность реза. Вследствие выполнения переднего угла выступа положительным, появляется вероятность трещинообразования по кромкам реза, расположенным со стороны входа его в разрезаемый материал, что ведет к нарушению стойкости режущего инструмента. Кроме того, из-за больших допустимых отклонений по толщине алмазоносного слоя, отсутствует стабильность по ширине реза. Происходит "засаливание" инструмента, возникающего в результате трения его боковых сторон и материала, содержащего смолы, и "заклинивание" отрезного круга в упругом материале.
Предлагаемый отрезной круг исключает эти недостатки. Он обладает высокой износостойкостью за счет экранирования тепла, обеспечивает стабильность по ширине реза и прямолинейность реза за счет исключения искажения геометрической формы круга, исключает "заклинивание" и "засаливание" инструмента. Круг обладает самозатачиваемостью, что также повышает его стойкость и ускоряет процесс резания.
Это достигается тем, что в отрезном круге, выполненном в виде металлического диска с равномерно расположенными и несущими режущие элементы радиальными зубьями, на каждом из которых образован острый передний угол, диск выполнен из титанового сплава, а режущие элементы на зубьях образованы прорезкой пазов лазером, передний угол выполнен не более 3о, а на задней поверхности каждого зуба образован скос, проходящий через середину зуба и расположенный под углом 30-50о к радиусу диска, при этом торцевые поверхности диска содержат антифрикционные слои из оксидов и нитридов титана, а высоты антифрикционных слоев и слоя, не содержащего оксидов и нитридов титана, могут находиться в соотношении 1:1:3.
Выполнение диска из титанового сплава позволяет исключить "засаливание" инструмента при работе с углестеклопластиками.
Выполнение зуба с передним углом не более 3о позволяет обеспечить высокую износостойкость инструмента за счет исключения удара в момент врезания диска в обрабатываемый материал, когда на него действуют повышенные нагрузки. Кроме того, обеспечивается равномерная эвакуация шлама из зоны резания.
Выполнение скоса, проходящего через середину зуба и расположенного под углом 30-50о ведет к снижению трения между кругом и материалом.
При выполнении скоса зуба, проходящего через его середину под углом более 50о, происходит уменьшение пространства для размещения шлама, что приводит к его спрессованию во впадинах и ухудшению условий резания, повышенному нагреву инструмента.
При выполнении скоса зуба, проходящего через середину зуба под углом менее 30о, снижается стойкость инструмента вследствие ослабления зуба из-за уменьшения его рабочего сечения.
При выполнение переднего угла зуба более 3о происходит снижение стойкости инструмента и нарушение геометрической формы вследствие повышенного нагрева из-за возникающего трения.
При наличии отрицательного переднего угла зуба снижается износостойкость инструмента из-за возможности удара в момент врезания инструмента в материал и скалывания режущей кромки.
Образование режущих элементов зубьев посредством прорезки пазов лазером позволяет повысить стойкость инструмента за счет образования более твердого материала, содержащего антифрикционные слои из оксидов и нитридов титана.
Соотношения высот антифрикционного слоя и слоя не содержащего оксидов и нитридов титана 1:1:3 обеспечивает самозатачиваемость инструмента, что повышает его износостойкость. При уменьшении высоты слоя, не содержащего оксидов и нитридов титана, происходит повышение хрупкости инструмента, следовательно увеличивается возможность его излома при повышенных нагрузках в момент его врезания в материал. При увеличении высоты слоя, не содержащего оксидов и нитридов титана, снижается стойкость инструмента из-за усиленного износа, возникающего в результате резания, вследствие понижения его жесткости и деформационной устойчивости.
Содержание в торцовых поверхностях диска антифрикционных слоев из оксидов и нитридов титана позволяет повысить теплостойкость инструмента за счет возможности экранирования теплового нагрева, создающегося от воздействия трения материала о боковые поверхности инструмента, следовательно обеспечить прямолинейность и стабильность ширины реза.
Предлагаемый способ изготовления отрезного круга позволяет исключить "засаливание" за счет экранирования теплоотвода к нему путем насыщения его торцевых поверхностей оксидами и нитридами титана. Это достигается тем, что в способе изготовления отрезного круга, при котором на металлическом корпусе прорезают пазы и образуют радиальные зубья, несущие режущие элементы, в качестве материала корпуса берут титановый сплав, а для прорезки пазов берут высококонцентрированный источник излучения, после чего круг нагревают до 750-850оС в течение часа при разрежении 5 ˙10-4 мм рт.ст. а затем при разряжении 5˙10-2 мм рт.ст. в течение 10 мин, при этом указанный цикл периодически повторяют до насыщения торцев круга оксидами и нитридами титана на глубину 0,2-0,3 мм.
Кинетика роста оксидной пленки определяется двумя одновременно идущими процессами: формированием и растворением (диффузией) оксида или нитрида металла, что достигается путем изменения вакуума с 5˙10-4 до 5˙ 10-2 мм рт.ст. периодически в течение всего процесса.
Насыщение поверхности корпуса круга оксидами и нитридами титана на глубину 0,2-0,3 мм при 750-850оС позволяет создать отражающую поверхность, способную экранировать теплоотвод от инструмента и таким образом повысить его стойкость. Кроме того, более твердая торцевая поверхность круга в сочетании со слоями, не содержащими твердых слоев из оксидов и нитридов титана, обеспечивает самозатачиваемость инструмента и создает наилучшие условия резания.
Насыщение торцевой поверхности антифрикционными слоями из оксидов и нитридов титана при температуре менее 750оС снижает интенсивность диффузионных процессов, ухудшает качество и замедляет процесс изготвления инструмента.
Насыщение торцевой поверхности отрезного круга антифрикционными слоями из оксидов и нитридов титана при температуре более 850оС увеличивает зону хрупких окислов металлов типа Ti2O3, что снижает деформационную устойчивость отрезного круга, имеет место отслаивания насыщенного слоя.
При вакууме менее 5˙10-4 мм рт.ст. и температуре 750-850оС процесс насыщения торцевых поверхностей корпуса идет с преимущественным образованием двуокиси титана, что приводит к ослаблению связи окалины с основным металлом.
При вакууме более 5˙10-4 мм рт.ст. и температуре 750-850оС замедляется процесс насыщения.
Послойное насыщение в вакууме 5˙ 10-2 мм рт. при 750-850оС и выдержке в течение 10 мин позволяет исключить отслаивание окислов от основного металла и интенсифицировать процесс насыщения. Насыщение на глубину более 0,3 мм приводит к ослаблению связи окалины с основным металлом под влиянием сжимающих усилий и, как результат, ее отслаивание. Насыщение на глубину менее 0,2 мм ведет к снижению стойкости инструмента вследствие преждевременного износа насыщенного слоя.
Формирование корпуса круга и радиальных зубьев высококонцентричным источником излучения позволяет ускорить процесс изготовления отрезного круга за счет одновременного формирования зубьев и режущих элементов.
Формирование корпуса отрезного круга из титанового сплава высококонцентричным источником излучения позволяет повысить жесткость инструмента и его стойкость за счет получения твердых оксидно-нитридных режущих участков.
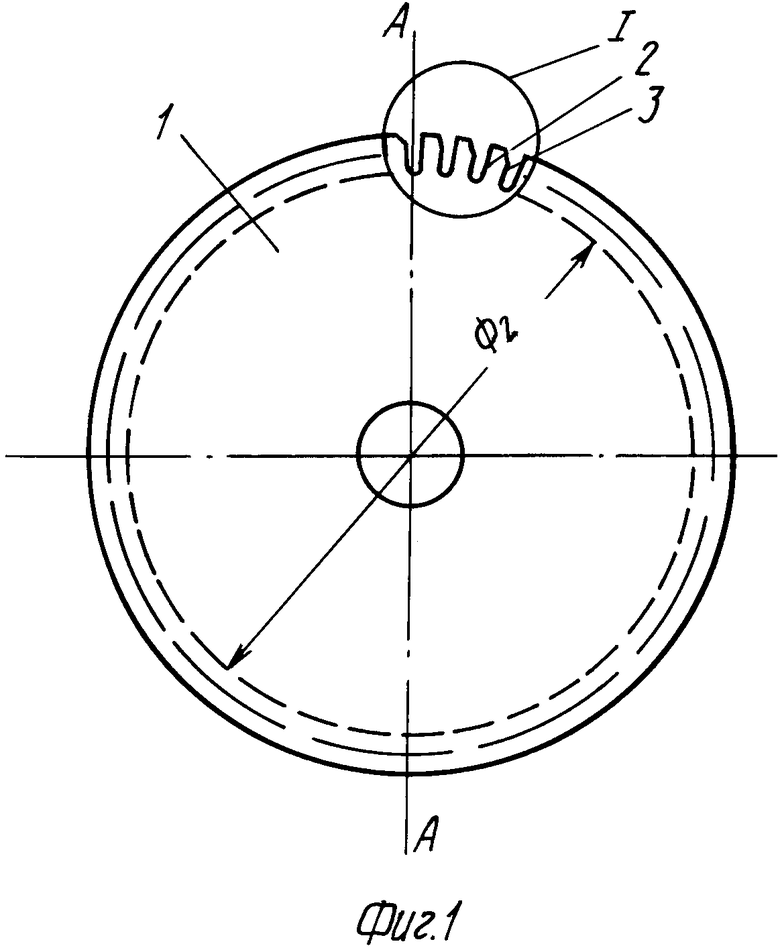
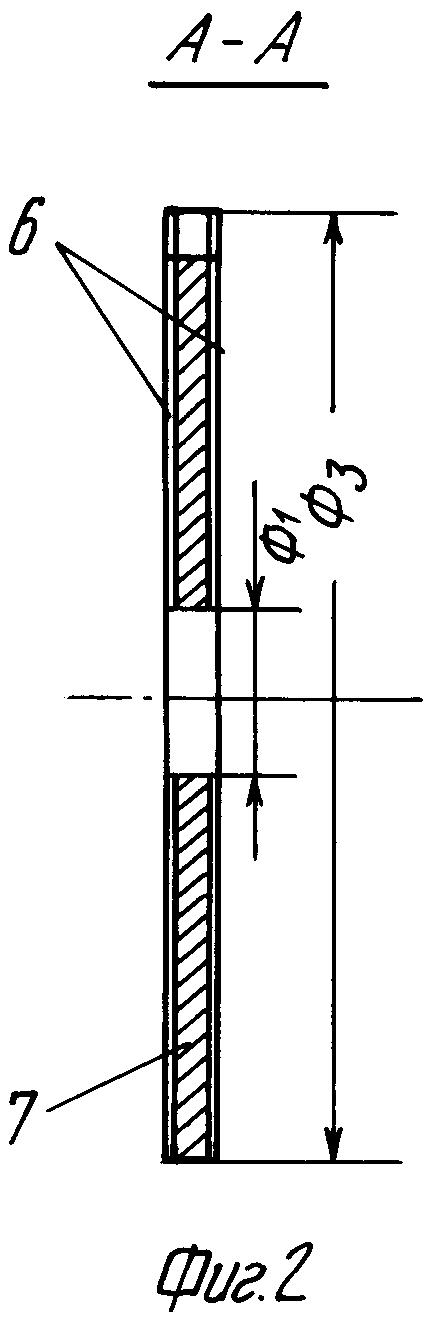
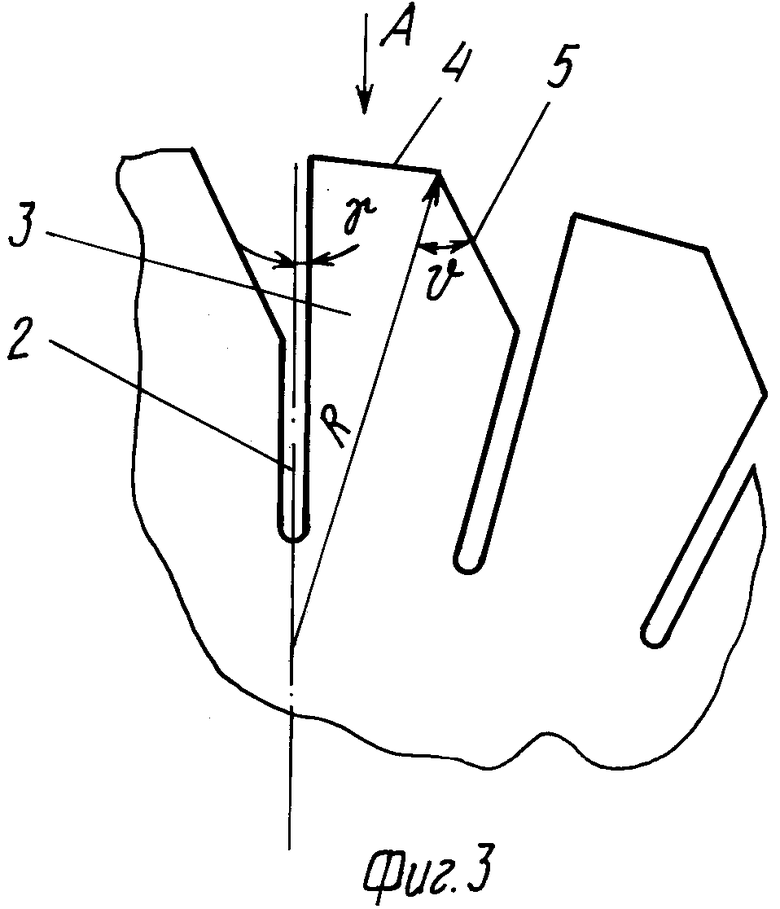
На фиг.1 показан общий вид отрезного круга; на фиг.2 диаметральный разрез круга; на фиг.3 общий вид режущего зуба; на фиг.4 отрезной круг в работе.
Отрезной круг содержит диск 1, по периферийной части которого выполнены радиальные пазы 2, образующие режущие зубья 3 отрезного круга, содержащие режущие элементы 4. Торцевая поверхность 5 режущего зуба 3 со стороны врезания в обрабатываемый материал имеет скос под острым углом γ до 3о к радиусу, проходящему через начало торцевой поверхности зуба, образуя передний угол радиального зуба 3. Это позволяет включать в работу радиальные зубья отрезного круга постепенно без ударов, что положительно сказывается на стойкости инструмента. Торцевая поверхность 5 радиального зуба 3 со стороны, противоположной врезанию в обрабатываемый материал, выполнена под углом ν в пределах 30-50о к радиусу диска, образуя на задней поверхности зуба скос, приходящий через его середину торцевая поверхность 5 зуба 3 и диска 1 содержит антифрикционные слои из оксидов и нитридов титана. Наличие антифрикционных слоев на диске позволяет экранировать тепло от инструмента, возникающее в процессе трения упругого материала и боковой поверхности 6 диска 1 отрезного круга, что значительно повышает стойкость инструмента. При этом боковой слой из оксидов и нитридов титана выполнен с обеих сторон боковых поверхностей 6 диска на глубину не более 1/5 толщины диска. Высота антифрикционного слоя и слоя, не содержащего оксидов и нитридов титана находятся в соотношении 1:1:3. Это обеспечивает самозатачиваемость инструмента, так как основной вид его износа радиальный, то в первую очередь при резке изнашивается более "мягкая сердцевина" 7, которая не содержит слоев оксидов и нитридов титана, создавая выемку, стенки которой совместно с более твердым антифрикционным слоем создают самозатачивающиеся режущие участки, являющиеся одновременно зачистными кромками, которые позволяют улучшить качество реза. Кроме того, наличие этих кромок создает направление реза, обеспечивая его прямолинейность и стабильность ширины реза. Обеспечивается достаточная жесткость и прочность инструмента.
Изготавливается отрезной круг следующим образом.
Из листа титанового сплава вырезают заготовку, соответствующую диаметру отрезного круга. Заготовку устанавливают и закрепляют на подвижном столе лазера. Лазером, при перемещении стола по программе, в ней вырезают центральное отверстие, которое в дальнейшем служит посадочным отверстием круга. Затем заготовку устанавливают по посадочному отверстию и фиксируют на центрирующем штыре стола лазерной установки. По программе формируют режущие зубья 3 прорезая лазером пазы 2 сначала с одной стороны, а затем с другой стороны в промежутках между уже прорезанными пазами 2. При этом формируя режущие зубья 3, формируют режущие элементы 4, расположенные по всей длине реза, которые представляют собой грат, образовавшийся в процессе резки титанового сплава. При этом на каждом режущем зубе 3 торцевую поверхность 5 выполняют под острым углом γ до 3о к радиусу, проведенному через начало торцевой поверхности 5, а с противоположной стороны зуба 3 на задней его поверхности образован скос, проходящий через середину зуба, и расположенный под углом 30-50о к радиусу диска.
После того, как сформировали корпус отрезного круга с зубьями 3, имеющими скосы с обеих сторон, и режущие элементы 4, заготовку снимают со стола лазерной установки. После обезжиривания и просушки отрезной круг помещают в камеру вакуумной установки, предварительно установив его в приспособление. При создании в вакуумной камере разряжения воздуха 5˙10-4 мм рт.ст. проводят в течение 1 ч нагрев корпуса круга до 750-850оС. Затем в течение 10 мин производят натекание воздуха, создавая в камере разряжение воздуха 5 ˙10-2 мм рт.ст. При этом воздух давит на поверхность корпуса отрезного круга, насыщая его оксидами и нитридами титана. После чего в течение часа продолжают снова нагрев при той же температуре, создав снова в камере разрежение воздуха 5˙10-4 мм рт.ст. Каждый раз при натекании воздуха создают антифрикционный слой из оксидов и нитридов титана толщиной 0,02-0,05 мм, состоящих из TiO2, TiO, TiN.
Таким образом насыщают боковую поверхность 6 оксидами и нитридами титана до образования антифрикционного слоя на поверхности корпуса отрезного круга толщиной 0,2-0,3 мм с каждой стороны. По истечении 4-6 ч готовый отрезной круг вынимают из вакуумной камеры и производят замер.
Такая конструкция и технология изготовления отрезного круга позволяют получать отрезной круг с микротвердостью на его поверхности 550-800 кг/мм2, обладающего теплопроводностью 4-7 вт/м˙К, сохраняя "мягкой" сердцевину круга с теплопроводностью 15-20 вт/м ˙К, что обеспечивает стойкость инструмента при резке углестеклопластиков, позволяет исключить "заклинивание" и "засаливание" круга, создает благоприятные условия для резки упругих материалов, обеспечивая стабильность ширины реза и прямолинейность реза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| СПОСОБ ОБРАБОТКИ ПОРИСТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2006493C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ СОТ И СОТОВЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2090362C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1993 |
|
RU2086414C1 |
| РЕГУЛЯРНАЯ НАСАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2138327C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕДИ | 1997 |
|
RU2117062C1 |
Использование: в машиностроении, в химической промышленности при резке углестеклопластиков и углестеклотканей с шириной реза менее 1 мм, например, при изготовлении зеркал, рефлекторов. Сущность изобретения: отрезной круг содержит диск 1, по периферийной поверхности которого выполнены радиальные пазы 2, образующие режущие зубья 3 отрезного круга, снабженные режущими элементами 4. Торцевая поверхность 5 зуба 3 со стороны врезания в обрабатываемую поверхность выполнена под острым углом до 3°, а на задней поверхности 5 зуба 3 образован скос, проходящий через середину зуба 3 и расположенный под углом 30 50° к радиусу диска. При этом торцевые поверхности диска содержат антифрикционные слои из оксидов и нитридов титана. Также антифрикционный слой выполнен с обеих сторон диска на глубину 1/5 высоты круга. При этом высоты антифрикционных слоев и слоя, не содержащего оксиды и нитриды титана, находятся в соотношении 1 1 3. 2 с. и 2 з.п.ф-лы, 4 ил.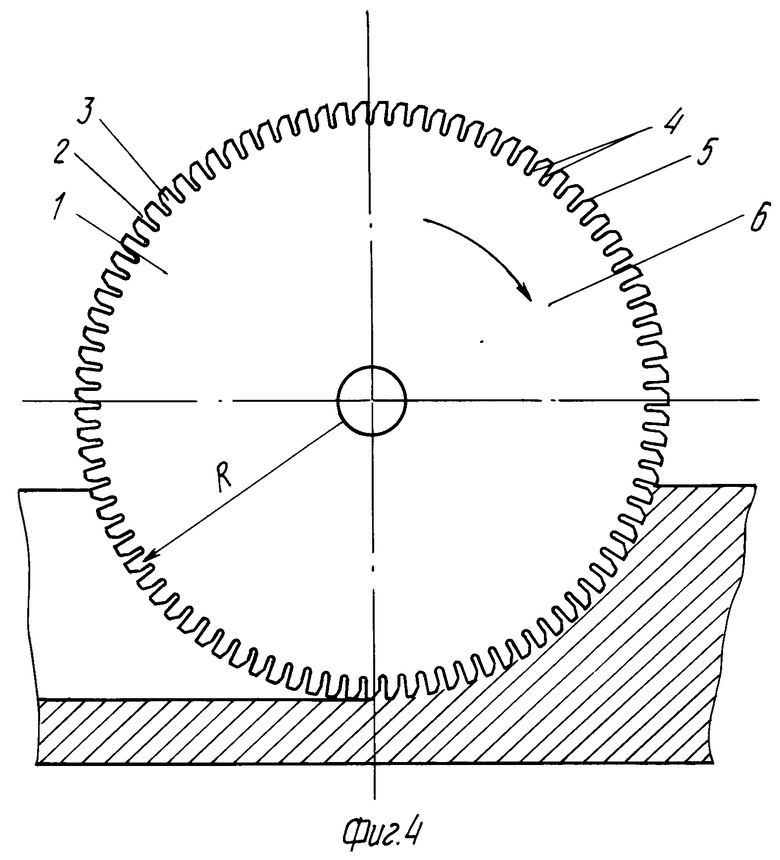
| Отрезной круг | 1983 |
|
SU1135674A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
