Изобретение относится к порошковой металлургии, в частности к способу получения полуфабрикатов к виде круга, квадрата и т.д. из дисперсно-упрочненных композиционных материалов на основе меди для изготовления электродов контактной сварки и токопроводящих наконечников для сварки проволочным электродом.
Известен способ получения жаропрочного электропроводного дисперсно-упрочненного медного сплава по заявке Япония N 63-27417 от 02.06.88г., МКИ4 C 22 C 1/05, C 22 C 9/00, состоящий из шести стадий: сплав, содержащий 0,1 - 1,0% Al, остальное медь, подвергают распылению водой и получают порошок размеров < 70 меш. Полученный порошок окисляют при 400 - 700oC в течение 0,5 - 1,0 ч в окислительной атмосфере, измельчают и получают порошок на основе оксид меди - оксид алюминия с размером зерна ≤250 меш. Затем порошок первой стадии (с величиной зерна ≤70 меш.) смешивают с 0,5 - 7,0% порошка второй стадии (с величиной зерна ≤250 меш.) и прессуют в брикеты до < 80% относительной плотности. Полученные брикеты нагревают в атмосфере газообразного аргона при 850 - 1000oC в течение 20 - 60 мин, при этом алюминий, содержащийся в порошке первой стадии, окисляется под действием порошкового сплава второй стадии, превращаясь в оксид алюминия.
Для восстановления избыточных оксидов, прежде всего оксида меди, брикеты подвергают нагреву в восстановительной атмосфере при 700 - 900oC в течение 0,5 - 1,0 ч. На последней стадии брикеты герметизируют в медной емкости с неокислительной газовой средой и подвергают горячему прессованию выдавливанием с соотношением 10 : 1.
Данный способ очень трудоемок и требует специального технологического оборудования: при плавке сплава - плавильная печь и распылительная установка, для восстановления оксидов меди - печи с восстановительной средой, для защиты брикетов от окисления при нагреве под горячую деформацию - специальное оборудование: печи с восстановительной средой со взрывоопасным газом. Установка этого оборудования требует специального помещения, отвечающего требованиям техники безопасности.
Наиболее близким способом того же назначения является "Способ получения дисперсно-упрочненного композиционного сплава на основе меди" по заявке Японии N 62-192544 от 24.08.87, МКИ4 C 22 C 1/05, B 22 F 1/00, состоящий из следующих этапов: порошки меди с алюминием подвергают механическому легированию для селективного окисления компонента, например алюминия до оксида алюминия. Затем порошок подвергают термической обработке (нагреву) в восстановительной атмосфере для восстановления образовавшегося избыточного оксида меди. Композитный порошок подвергают холодному и горячему компактированию, при этом происходит измельчение легирующих элементов (в данном случае Al2O3) в медной матрице.
Этот способ принят за прототип. Он менее трудоемок по сравнению с первым, однако и в этом случае требуются нагревательные печи с восстановительной средой и специальные помещения, отвечающие требованиям техники безопасности.
Аналогичный метод получения дисперсно-упрочненных композиционных материалов на основе меди, названный "реакционным размолом" получил развитие в Венском университете (статьи M.E. Seirafi. Uber die Herstellung dispersinsgeharteter Kupfer - AlO - Werkstoffe Diss - Wien: TV. 1979. J. Korb, J. Jangg. F. Kutner. M. Seirafe Metall, 35. 1981. H. Oppennein, Z Mettallkunde, 74. 1983. ) который предусматривает обработку порошковой меди и алюминия в аттриторе, окислительный отжиг полученных гранул на воздухе при 600 - 700oC и восстановительный отжиг в газовой смеси H2O/H2 при 700oC. Далее гранулы компактируют в брикеты и экструдируют в прутки при 800 - 850oC. Метод позволяет достичь равномерного распределения дисперсоидов (Al2O3) даже при больших его содержаниях.
Несмотря на хорошие результаты, полученные при испытаниях материалов изделий этим методом материалов, их производство не было реализовано в промышленности. Это обстоятельство объясняется сложностью технологии, требующей длительных окислительно-восстановительных процессов в строго определенной атмосфере и при наличии специального дорогостоящего оборудования и помещений.
Предлагаемый способ получения дисперсно-упрочненного композиционного материала на основе меди проще и дешевле по сравнению с вышеописанными. Здесь не требуются дорогостоящие нагревательные печи с инертной и восстановительной средами, плавильный агрегат с распылительной установкой. Технологическая схема производства полуфабрикатов проще, технологический цикл короче. При этом способе обеспечиваются физико-механические и эксплуатационные свойства материалов.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе получения дисперсно-упрочненного композиционного материала на основе меди, включающем механическое легирование порошки меди с добавками, холодное компактирование в брикеты, термическую обработку, горячую деформацию, при этом механическое легирование проводят с использованием твердой смазки, после чего гранулы смешивают с порошковым геттером. Кроме того, в качестве твердой смазки можно использовать порошок графита, а в качестве геттера - порошок гидрида титана. Кроме того, холодно-компактированные брикеты при нагреве можно накрывать контейнерами в виде стаканов с зазорами на величину объемного расширения материала, а нагретые брикеты деформировать в пресс-форме с использованием сменных матриц, нагретых до 400 - 420oC.
Механическое легирование порошка меди с добавками (например, порошок титана или алюминия) проводят в присутствии твердой смазки, в качестве которой используют порошок графита, для уменьшения температуры нагрева аттритора, путем снижения трения. Полученные гранулы после механического легирования смешивают в течение 5 - 10 мин в смесителе с порошком геттера - поглотителя влаги и газов, в качестве которого используют порошок гидрида титана (TiH2). Гидрид титана играет роль восстановителя избыточных оксидов меди.
Холоднокомпактированные брикеты при нагреве накрывают контейнерами в виде стаканов с зазорами между брикетом и внутренним пространством стакана 5 - 10 мм по диаметру и 10 - 15 мм по высоте (т.е. с учетом объемного расширения брикета при нагреве), что позволяет создать замкнутый объем для более эффективного использования геттера.
Использование сменных матриц, которые нагреваются отдельно от оснастки до 400 - 420oC, улучшают качество полуфабриката и увеличивают стойкость оснастки в 2 - 3 раза.
Порошок меди с легирующими добавками, например порошок титана или алюминия, подвергают механическому легированию в аттриторе. Процесс механического легирования сопровождается значительным нагревом порошков и аттритора за счет трения между частицами порошков, мелющихся тел (шаров) и станок аттритора. Это приводит к поломке аттриторов и ухудшает технологические свойства получаемых гранул, которые плохо компактируются в брикеты при холодном прессовании.
Для уменьшения температуры нагрева аттриторов путем снижения трения в порошок меди с легирующими добавками добавляют твердую смазку в виде порошка графита.
Полученные гранулы после механического легирования смешивают в течение 5 - 10 мин в смесителе с порошком геттера - поглотителя влаги и газов, играющего роль восстановителя избыточных оксидов меди. В качестве геттера используют порошок гидрида титана (TiH2) в количестве 0,5 - 1,0 мас.%. После смешивания порошковую смесь подвергают холодному компактированию в брикеты в металлической оснастке при давлении 0,7 - 0,8 МПа. Полученные брикеты с плотностью > 80% от теоретической нагревают при 820 - 900oC в течение 30 - 60 мин (в зависимости от массы брикета). С целью эффективного использования геттера брикеты в рабочем пространстве при нагреве накрывают контейнерами в виде стаканов с зазорами между брикетом и внутренним пространством стакана 5 - 10 мм до диаметру и 10 - 15 мм по высоте (т.е. с учетом объемного расширения брикета при нагреве). В замкнутом объеме капсулы при нагреве гидрид титана, содержащийся в брикете, выделяют водород - восстановитель оксидов. Содержание водорода в гидриде титана составляет 3,4 - 3,6% (Устинов В.С., и др. Порошковая металлургия титана - технология, гидрирование металлического титана. - М.: Металлургия, 1981, с. 42 - 43). При этом происходит частичное восстановление избыточных оксидов меди и защита ее от дальнейшего окисления,
Для уплотнения нагретого материал с целью измельчения и диспергирования легирующих добавок в виде окислов в медную матрицу композици брикет подвергают горячей деформации, например экструзии в металлической оснастке, нагреваемой до 400 - 420oC. Однако стойкость оснастки, особенно рабочих частей, формирующих профиль прутков, невысока. Кроме этого, с износом фильеры матрицы, снижается качество прутков. Поэтому, для повышения качества полуфабриката и стойкости оснастки в 2 - 3 раза, используют сменные матрицы, которые отдельно от оснастки нагреваются до 400 - 420oC, а затем освобождаются от остатка облоя деформируемого металла и снова, таким образом, применяются при экструзии. При износе фильеры матрицы до требуемого размера заменяется новой.
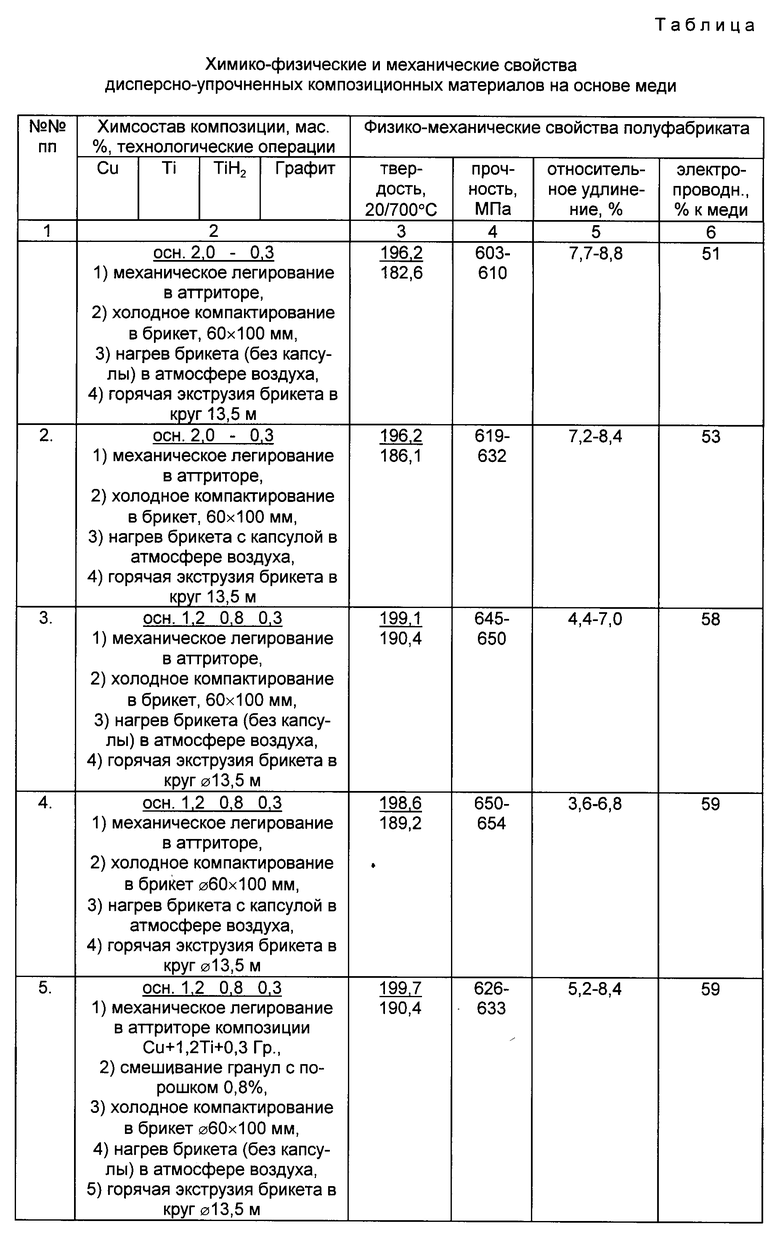
Для экспериментальной проверки заявляемого способа получения дисперсно-упрочненных композиционных материалов на основе меди были подготовлены 6 экспериментов с получением прутков диаметром 13,5 мм из материала системы Cu - Ti - TiH2 - C с использованием твердой смазки, геттера, капсул и сменных матриц.
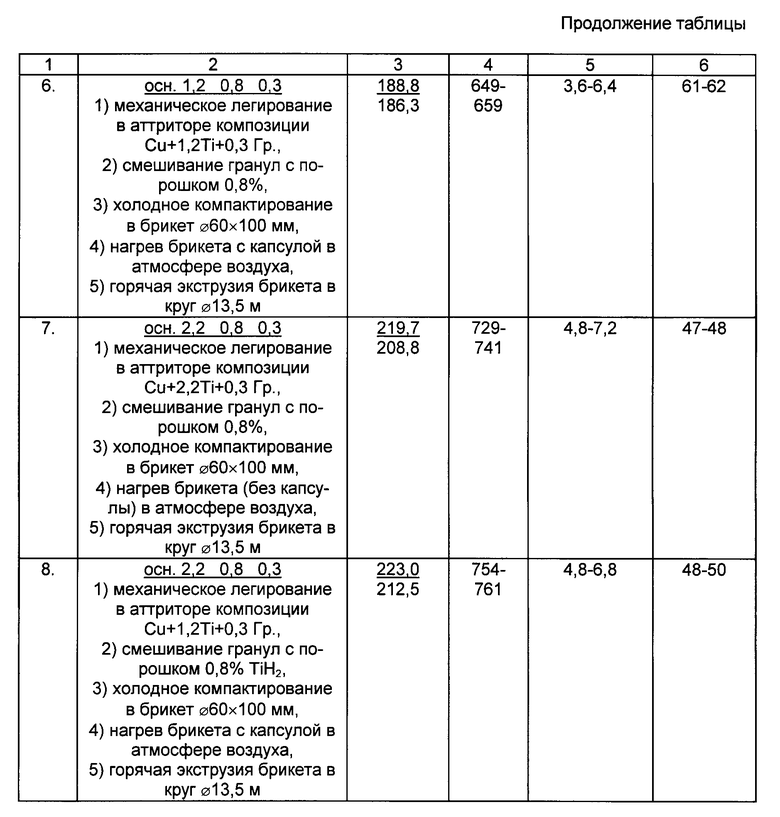
Результаты эксперимента представлены в таблице.
Из таблицы видно, что при использовании геттера (TiH2) в качестве восстановителя и поглотителя влаги и капсулы - для ограничения объемного пространства при нагреве в атмосфере воздуха независимо от химсостава композици наблюдается повышение физико-механических характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1996 |
|
RU2109834C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1997 |
|
RU2117064C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ПОРОШКОВЫХ И ДИСПЕРСНО-УПРОЧНЕННЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2161084C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 1999 |
|
RU2159297C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1999 |
|
RU2203972C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ ДИСПЕРСНО-УПРОЧНЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2117063C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2116370C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ НИКЕЛЯ | 2014 |
|
RU2563084C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2014 |
|
RU2560484C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2004 |
|
RU2246379C1 |
Порошок меди с легирующими добавками, например порошок титана или алюминия, подвергают механическому легированию в аттриторе. В порошок меди с легирующими добавками добавляют твердую смазку в виде порошка графита. Полученные гранулы смешивают в течение 5-10 мин в смесителе с порошком геттера - поглотителя влаги и газов, играющего роль восстановителя избыточных оксидов меди. В качестве геттера используют порошок гидрида титана (TiH2) в количестве 0,5 - 1,0 мас.%. После смешивания порошковую смесь подвергают холодному компактированию в брикеты в металлической оснастке при давлении 0,7-0,8 МПа. Полученные брикеты с плотностью > 80% от теоретической нагревают при 820-900oC в течение 30-60 мин. Брикеты в рабочем пространстве при нагреве накрывают контейнерами в виде стаканов с зазорами между брикетом и внутренним пространством стакана 5-10 по диаметру и 10-15 мм по высоте. Для уплотнения нагретого материала брикет подвергают горячей деформации, например, экструзии в металлической оснастке, нагреваемой до 400 - 420oC. Изобретение позволяет повысить физико-механические характеристики материала. 4 з. п. ф-лы, 1 табл.
| JP, заявка, 62-192544, C 22 C 1/05, B 22 F 1/00, 1987. |
