Изобретение относится к прокатному производству, а точнее к резке проката.
Известен способ резки проката (см.а.с. N 1076218, кл. В 23 D 45/00), в котором изменение условий резания осуществляют путем создания в зоне резания перепада температур по сечению проката, а для создания перепада температур наружный контур сечения проката нагревают или охлаждают.
Известен также способ резки, в котором срезаемый слой заготовки предварительно нагревают посредством пропускания электрического тока через срезаемый слой металла.
Целью изобретения является повышение качества металлических заготовок за счет устранения образующегося на кромках их торцевых поверхностей заусенца и повышение стойкости инструмента.
Цель достигается тем, что в способе резки металла нагрев металла осуществляют в зоне резания до температуры воспламенения его в кислороде и одновременно подают концентрированную струю сжатого кислорода как в зону резания так и непосредственно на заусениц.
Таким образом, нагрев металла в зоне резания происходит за счет трения диска о разрезаемый металл и этот нагрев осуществляют до температуры воспламенения металла в кислороде. Для сгорания заусенца, в зону резания и непосредственно на заусенец вводят струю сжатого кислорода.
Способ осуществляют следующим образом.
Нагретая до температуры 800-1100оС заготовка подается под резку. При резке дисковой пилой происходит локальный разогрев заготовки до 1200-1300оС, образующаяся стружка, разогретая до такой температуры прочно охватывается с металлом заготовки, образуя заусенец, тем самым ухудшая качество торцевой поверхности заготовки, а на металле пилы застревает между ее зубьями, образуя нарост, который приводит к увеличению усилия резания и, как следствие, к уменьшению стойкости пил. Развивающаяся в зоне резания высокая температура способствует повышению пластичности металла, но для сгорания заусенца этой температуры недостаточно и заусенец не отламывается, а остается на заготовке. Согласно ГОСТ 535-79 по требованию потребителя прокат должен быть без заусенцев.
Поэтому для повышения качества заготовок, удовлетворяющих ГОСТ, одновременно с началом резания в зону резания и непосредственно на заусенец вводят концентрированную струю сжатого кислорода.
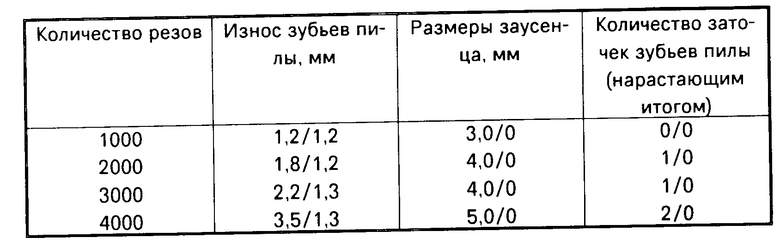
П р и м е р. Резку штанг диаметром 117 мм из стали 45 производили маятниковой пилой. Линейная скорость вращающейся пилы составляла 100 м/с. В результате трения пилы и разрезаемой штанги, металл штанги в зоне резания разогревался до 1200-1300оС (т.е. до температуры воспламенения в кислороде). Для сгорания образующегося заусенца в зону резания и на разогретый заусенец подавали кислород чистотой 98,5% под давлением 8 атм из сопла диаметром 10 мм. Заусенец и разогретый в зоне резания металл интенсивно сгорал в кислороде. При резке штанг контролировали следующие параметры: температуру металла (изменялась в пределах 800-1100оС);
износ зубьев пилы (оценивали по измерениям с помощью лупы Бринеля площадок при вершине зубьев (в таблице приведены средние значения измерений);
размеры заусенца (измеряли в помощью линейки);
количество заточек зубьев пилы (необходимость в заточке возникала в случае плохого качества торцевой поверхности заготовки и при помощи зубьев пилы).
Результаты наблюдений приведены в таблице, в числителе даны параметры, соответствующие известному способу резки, а в знаменателе предлагаемому.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША ИЗ СУХИХ СПЕКАЕМЫХ МАСС | 1993 |
|
RU2057617C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СТРУИ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ | 1997 |
|
RU2121912C1 |
| СПОСОБ НАТЯЖЕНИЯ ДИСКА ПИЛЫ | 1993 |
|
RU2041775C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПРОКАТА | 1997 |
|
RU2127643C1 |
| СПОСОБ ПОДАЧИ ПРИРОДНОГО ГАЗА В ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1994 |
|
RU2061053C1 |
| СПОСОБ ДЕСУЛЬФУРИЗАЦИИ ПРОДУКТОВ СГОРАНИЯ ПРИ СЖИГАНИИ В ТОПКЕ КОТЛА ИЛИ ПЕЧИ ВЫСОКОСЕРНИСТЫХ ТОПЛИВ | 1994 |
|
RU2079543C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2103379C1 |
| УСТРОЙСТВО ДЛЯ СЖИГАНИЯ ГОРЮЧИХ ВЕЩЕСТВ С ТВЕРДЫМИ КОМПОНЕНТАМИ | 1994 |
|
RU2098718C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ПРИСАДОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2060859C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ РУЛОННОЙ ЗАГОТОВКИ МЕТАЛЛА | 1993 |
|
RU2090275C1 |
Изобретение относится к прокатному производству, а точнее к резке металла. Изобретение позволяет повысить качество заготовки и устранить поломки зубьев пилы за счет сгорания заусенца. Для полного сгорания заусенца нагрев металла доводят до температуры воспламенения его в кислороде и одновременно в зону резания и непосредственно на заусенец вводят концентрированную струю сжатого кислорода. 1 табл.
СПОСОБ РЕЗКИ МЕТАЛЛА, при котором заготовку в зоне резания предварительно нагревают, отличающийся тем, что в процессе резки производят дополнительный нагрев металла в зоне резания до температуры его воспламенения в кислороде и одновременно подают концентрированную струю сжатого кислорода в зону резания и непосредственно на заусенец.
| Способ резки | 1987 |
|
SU1442338A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пуговица для прикрепления ее к материи без пришивки | 1921 |
|
SU1992A1 |
