Изобретение относится к оборудованию для производства строительных материалов из быстротвердеющих смесей и касается, в частности, линии для изготовления стеновых блоков в виде вертикально замкнутого конвейера из форм, имеющих основание и стенки с упорами для удерживания блоков от выпадения при движении в опрокинутом состоянии.
Известна технологическая линия подобного назначения в виде вертикально замкнутого конвейера из форм, имеющих основание и по одной стенке, поперечной к направлению движения форм [1] К недостаткам относится применения неподвижной боковой опалубки вместо торцевых стенок, что вызывает повреждение поверхности блоков и исключает формовку на обратной ветви.
Наиболее близким аналогом и прототипом является линия в виде вертикально-замкнутого конвейера из опертых на катки форм, каждая из которых состоит из основания с жестко прикрепленной поперечно к конвейеру стенкой, поддона и шарнирно прикрепленных торцевых стенок с упорами для удерживания блока от выпадения при прохождении линии в опрокинутом виде. Благодаря этому повышается качество блоков и возможно использование для отвердевания нижней ветви конвейера. Однако недостатком является формование лишь одного блока в форме с предотвращением выпадения [2]
Цель изобретения повышение производительности линии без увеличения ее длины и усложнения.
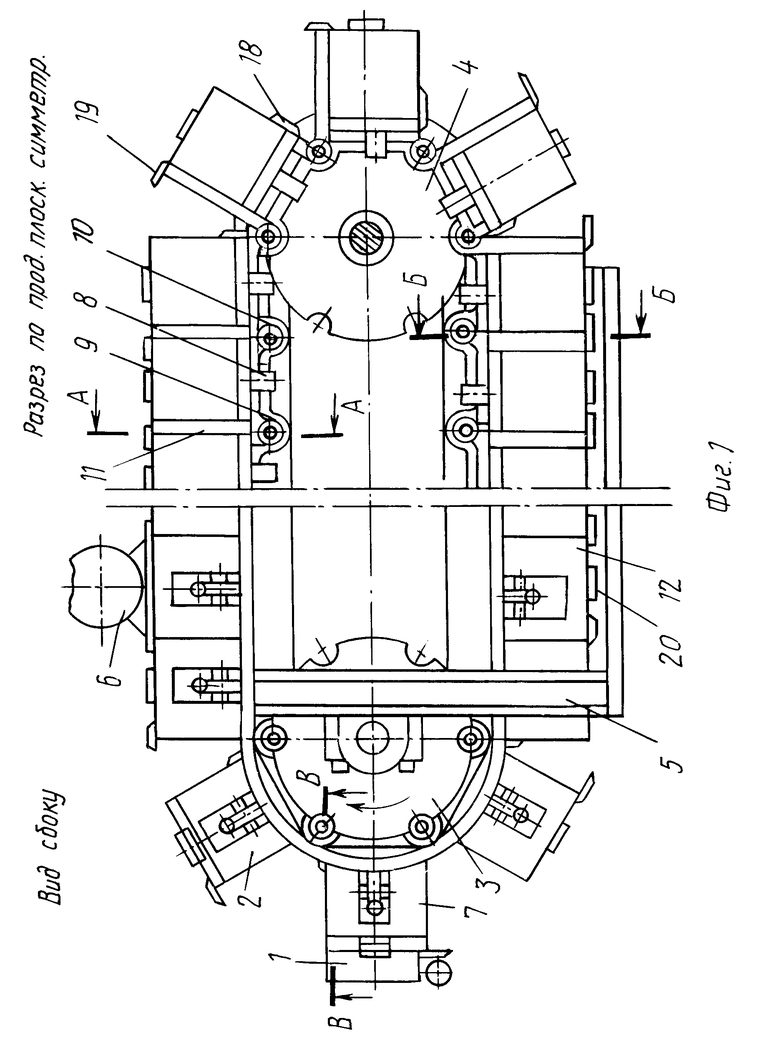
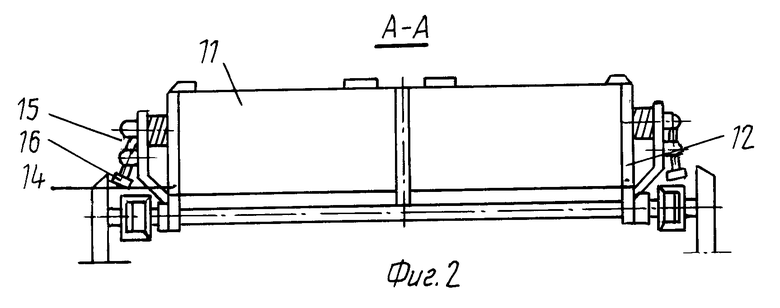
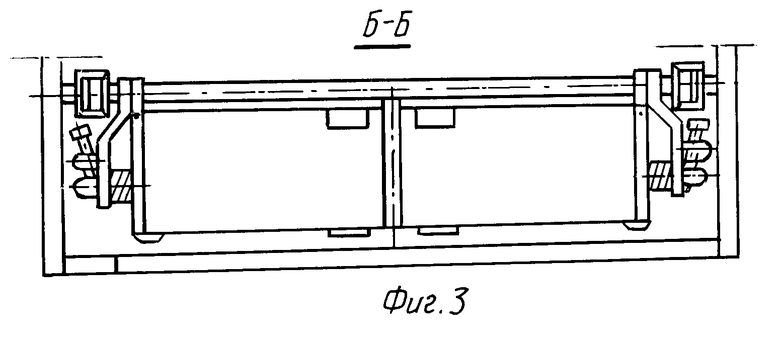
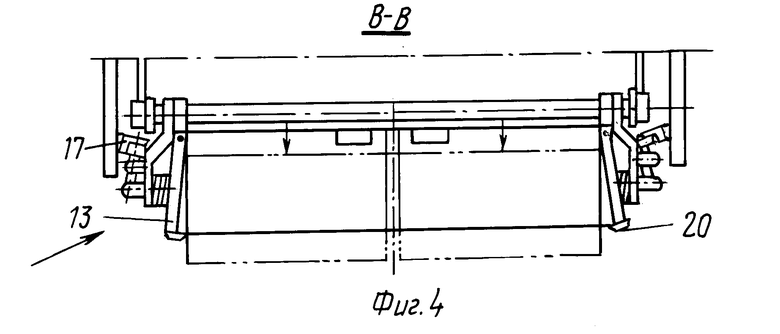
На фиг. 1 показан участок технологической линии, вид сбоку (слева) и продольный вертикальный разрез по плоскости симметрии (справа); на фиг. 2 разрез по А-А на фиг. 1; на фиг. 3 по Б-Б на фиг. 3; на фиг. 4 разрез по В-В на фиг. 1.
Технологическая линия для изготовления блоков 1 включает конвейер из форм 2 с приводными и натяжными звездочками 3, 4, смонтированными на раме 5, питающую мешалку 6, подающую смесь в проходящие формы, разгрузочный пост 7 для выгрузки готовых блоков. Каждая из форм 2 имеет основание 8 и опирается на две пары катков 9, причем каждая ось 10, несущая пару катков, служит и для шарнирного сочленения данной формы со смежной. Форма 2 имеет одну поперечную к направлению движения стенку 11, жестко прикрепленную к основанию 8 вдоль одного его края, и две торцевые стенки 12, 13, связанные с основанием 8 шарнирно. Они могут удерживаться параллельно продольной вертикальной плоскости симметрии линии или отклоняться в стороны на шарнирах 14 под влиянием пружин 15 и роликов 16, перекатывающихся по копирным элементам 17, жестко скрепленным с рамой 5. На основании 8 каждой формы, а также на ее стенках имеются пластинчатые упоры 18, 19, 20, которые служат для удерживания блоков от выпадения из форм при огибании звездочек и движения по нижней обратной ветви конвейера, в наклонном и опрокинутом состоянии. Кроме указанных стенок, в каждой форме 2 имеется еще центральная стенка 21, расположенная параллельно торцевым стенкам 12, 13 (когда они параллельны друг другу), жестко прикрепленная к основанию 8 и к поперечной стенке 11, благодаря чему каждая форма становится двухгнездной.
Технологическая линия работает следующим образом. Все формы 2 каждой линии находятся в непрерывном медленном движении, причем при прохождении верхней и нижней горизонтальных ветвей конвейера соответственно слева направо и справа налево они прижимаются одна к другой.
Между центральными стенками 21, длинными стенками 11, жестко скрепленными с основаниями, а также торцевыми стенками 12, 13, прикрепленными к основаниям 8 шарнирно с возможностью отклонения в стороны, в каждой форме образуются два гнезда для пары блоков, располагающихся торец к торцу вдоль поперечной стенки 11.
С началом прохождения верхней горизонтальной ветви по направлению от звездочек 3 к звездочкам 4 формы 2, будучи к этому времени порожними, проходят под питающей мешалкой 6 и оба гнезда каждой формы наполняются из нее разжиженной смесью. За время до достижения звездочек 4 смесь схватывается и возникающие при этом из нее два блока успевают в определенной степени окрепнуть.
При переходе форм с верхней прямой ветви на обратную нижнюю ветвь вокруг звездочек 4, а также с нижней на верхнюю вокруг звездочек 3 соседние формы отгибаются по отношению друг к другу и поперечные к движению стенки 11 одной формы отделяются от блоков соседней формы с образованием проемов.
Хотя при огибании звездочек 4 формы сперва наклоняются, а к концу огибания и разворачиваются вверх дном, упоры 20 на торцевых стенках, взаимодействуя с упорами 18 на основаниях форм, а также обжатие между торцевыми стенками и центральными стенками 24 удерживают свежеотвердевшие блоки от выпадения из форм.
С переходом форм на нижнюю обратную ветвь конвейера блоки поддерживаются и упорами 19 стенок 11. Этим обеспечивается сохранное движение блоков в опрокинутых формах при продолжающемся их твердении, вплоть до приближения снизу к звездочкам 3.
С началом огибания снизу вверх звездочек 2 смежные формы снова разводятся. Перед подходом каждой из них к середине траектории огибания ее торцевые стенки 12, 13 отгибаются в стороны под действием соответственно спрофилированных копирных элементов 17, вследствие чего защемление обоих блоков в данной форме полностью прекращается, блоки оказываются лежащими на задней стенке 11 по горизонтальной оси симметрии линии, все страхующие упоры 19 от них отведены.
В этот момент относительно быстро срабатывает известное разгрузочное устройство, толкатели которого отрывают оба блока от примыкающих центральной и поперечной стенок формы, находящейся в это время слева от звездочек 3, и сталкивают блоки на примыкающее вне конвейера транспортное устройство, предпочтительно рольганг.
После разгрузки блоков опорожненная форма остается с разведенными торцевыми стенками 12, 13 до конца огибания звездочек 3 и подхода к позиции повторной загрузки смесью из мешалки 6.
Этот интервал времени позволяет произвести очистку гнезд формы обдувом струей сжатого воздуха и нанести распылением смазку на стенки форм до смыкания торцевых стенок в рабочее положение.
По сравнению с прототипом производительность новой линии удваивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления к механическому штабелировщику | 1952 |
|
SU107585A1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА АВТОМОБИЛЕЙ-САМОСВАЛОВ НА БОРТ КАРЬЕРА | 2006 |
|
RU2313481C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ПРОДУКТОВ ПРИ ИХ ХОЛОДИЛЬНОЙ ОБРАБОТКЕ | 1996 |
|
RU2110740C1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА АВТОМОБИЛЕЙ-САМОСВАЛОВ НА БОРТ КАРЬЕРА | 2005 |
|
RU2284959C1 |
| КОМПЛЕКС ДЛЯ ПОДЪЕМА АВТОМОБИЛЕЙ-САМОСВАЛОВ НА БОРТ КАРЬЕРА И ИХ СПУСКА В КАРЬЕР | 2006 |
|
RU2305189C1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Приспособление К.Б.Розина для правки лезвий безопасных бритв | 1989 |
|
SU1715557A1 |
| КАРЬЕРНЫЙ ПОДЪЕМНИК ДЛЯ АВТОМОБИЛЕЙ-САМОСВАЛОВ | 2005 |
|
RU2287477C1 |
| ЦЕЛЬНОПЛАСТМАССОВЫЙ СТУЛ | 1990 |
|
RU2009656C1 |
| КОМПЛЕКС ДЛЯ ПОДЪЕМА АВТОМОБИЛЕЙ-САМОСВАЛОВ НА БОРТ КАРЬЕРА | 2005 |
|
RU2284958C1 |
Использование изобретения: в оборудовании для производства строительных материалов и, в частности стеновых блоков из быстротвердеющих смесей на основе гипса и подобных. Сущность изобретения: технологическая линия для изготовления стеновых блоков выполнена в виде вертикально-замкнутого конвейера из форм с приводными и натяжными звездочками, смонтированными на раме, устройства подачи смеси и выгрузки готовых блоков. Твердение блоков происходит во время движения форм как по верхней ветви конвейера, так и по нижней обратной ветви в опрокинутом состоянии. С этой целью каждая форма выполнена двухгнездной с гнездами, расположенными поперек направлению движения, имеет основание, опирающееся на оси двух пар катков, но к ней относится только одна ось, служащая и для шарнирного сочленения смежных форм. Форма имеет одну поперечную к направлению движения стенку, жестко скрепленную с основанием вдоль его края, две торцевые стенки, связанные с основанием шарнира с возможностью отклонения в стороны при разгрузке блоков под действием копиров и одну центральную стенку, расположенную параллельно торцевым стенкам и жестко скрепленную как с основанием, так и с поперечной стенкой. У стенок, а также основания имеются пластинчатые упоры, предотвращающие выпадение блоков из опрокидывающихся форм. Стенка лишена упоров, чтобы не мешали выталкиванию блоков на позиции разгрузки. Загруженные смесью при прохождении под устройством подачи смеси формы проходят по верхней ветви конвейера слева направо, огибают звездочки сверху вниз, далее проходят в опрокинутом состоянии нижнюю ветвь справа налево и при огибании снизу вверх звездочек опорожняются, например, на горизонтальный ронгальнг. 4 ил.
ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ, содержащая вертикально замкнутый конвейер из опертых на катки форм, каждая из которых состоит из основания, жестко прикрепленной к нему поперечной к продольной оси конвейера стенки, общей с предыдущей по направлению формования формой, поддона и шарнирно соединенных с основанием торцевых стенок, каждая с упором для удержания блока от выпадания на нижней ветви конвейера, закрепленным на кромке торцовой стенки, противоположной шарниру ее крепления, отличающаяся тем, что, с целью повышения производительности, каждая форма выполнена двухгнездной с центральной стенкой, жестко прикрепленной к основанию и к поперечной стенке, расположенной параллельно торцевым стенкам, а оба гнезда вдоль поперечной стенки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1829263, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
