Изобретение относится к текстильной промышленности, а именно к нехимическим технологиям совершенствования окраски бытовых тканей, с использованием преимуществ, создаваемых плазменной обработкой.
Известны ткани "Деним" или в обиходе "джинсовые", которые ткутся из окрашенной основы и, как правило, некрашенного утка. И уток, и основа суровые, потому ткань получается прочной и пользуется неизменным спросом, в основном, со стороны молодежи.
Общеизвестный традиционный способ подготовки основы ткани "Деним" включает крашение основных нитей на бобинах с последующей сновкой и шлихтованием на обычном для этих целей оборудовании.
Недостатком этого способа является большая неровнота окраски и высокая себестоимость.
Более прогрессивен способ подготовки основы ткани "Деним", включающий сновку, сложение суровых некрашенных нитей основы с нескольких сновальных валиков в одну систему нитей, нанесение красителя, фиксацию его на нитях и шлихтование [1]
Этот способ наиболее близок по технической сущности к предлагаемому и принят за прототип.
Способ-прототип в сравнении с ранее описанным аналогом имеет высокую производительность, но, поскольку суровые нити гидрофобны, качество окраски низкое. Имеются белесые пятна, краситель на суровой нити не закрепляется даже при двукратной пропитке с прожимом и промежуточной подсушкой. Дело в том, что суровая нить наименее пригодный объект для крашения. Не изменив ее поверхностных свойств, хорошего качества получить нельзя.
В предлагаемом способе подготовки основы ткани "Деним" включающем сложение нитей основы с нескольких сновальных валиков в одну систему нитей, нанесение красителя, нагрев нитей и шлихтование, согласно изобретению, нити основы до нанесения красителя предварительно обрабатывают низкотемпературной плазмой. Краситель на нити основы наносят печатным способом, например, гравированным валом. Краситель наносят гравированным валом с рисунком. Краситель наносят несколькими валами. Различными валами наносят различные красители. После плазмообработки систему нитей основы до или после сложения локально нагревают.
Если на основе использования известных материалов можно сказать, что новая совокупность признаков приведет к заранее намеченному результату, то отличия несущественные. С этой точки зрения можно отметить, что известно сочетание плазмообработки с последующей маломодульной пропиткой [2] Казалось бы, достижение поставленной цели вытекает из изложенного в этой статье тезиса, что предварительная плазмообработка позволяет осуществить качественную пропитку отделочными растворами, например, карбамолом и маломодульной технологией, например, гравированным валом. Однако, в применении к крашению, совмещенному со шлихтованием, этот тезис не столь очевиден. Дело в том, что если в крашении требуется гигроскопичность нитей основы, то при шлихтовании наоборот. Если шлихта закрепится на волокне теми большими силами физико-химического взаимодействия, на которые способна плазма ее нельзя будет смыть, когда ткань будет соткана, и шлихту надо будет удалить, чтобы изделия из этой ткани можно было носить. Шлихта, в отличие от красителя на ткани наносится временно, и ее нельзя фиксировать прочно. В предлагаемом способе и используется ранее неиспользуемое свойство плазмообработки исчезновение эффекта гидрофильности (по крайней мере, его существенное ослабление) при нагреве плазмообработанного материала. Установлено, что если обработать волокно окислительной плазмой и после этого нагреть до температуры порядка 90-110оС, происходит даже некоторая гидрофобизация волокна в сравнении с исходными его свойствами. Объясняется это, вероятно, тем, что при нагреве плазмообработанного волокна не только рекомбинируют полученные в результате плазмообработки радикалы, но и происходит активная окклюдация их газами воздуха. Раньше это свойство считалось вредным, но в частном случае, когда между крашением и шлихтованием есть подсушка на горячих барабанах (в прототипе используется с другой целью осушить нити, чтобы они могли пропитаться раствором шлихты), это "вредное" свойство становится полезным: крашению подвергается активная, гигроскопичная нить после плазмообработки, а шлихтованию гидрофобная. В результате краситель закрепляется на волокне прочно, а шлихта легко смывается.
Все признаки п.1 формулы изобретения порознь известны. Но объединение их в последовательность "плазмообработка нанесение красителя фиксация красителя запариванием и подсушка (нагрев) шлихтование" создает положительный эффект, не свойственный их применению в иных способах, т.е. существенность отличий создается объединением известных операций в совокупность и порядком этих операций в новой совокупности.
Поскольку плазмообработка модифицирует только поверхность волокон на уровне нескольких сотен ангстремов, крашение нитей основы после плазмообработки приводит не только к повышению общей сорбции красящего вещества в волокне, но и к сорбции его преимущественно поверхностью. Это увеличивает интенсивность окраски при прочих равных условиях в 1,3-1,5 раза. Одновременно из-за ликвидации гидрофобности при крашении продукции из I-го переходит в высший сорт. В то же время, это достигается введением в известную совокупность нового для нее признаки плазмообработки. Не ухудшая качества шлихтования, но улучшая крашение, плазмообработка быстро окупается. Таким образом, положительный эффект достаточно велик в сравнении с дополнительными затратами.
Признаки п.2 конкретизируют способ под маломодульную технологию пропитки красильным раствором, что дает дополнительный эффект снижение затрат на сушку после крашения. Следует обратить внимание на то, что не обработанные плазмой суровые нити основы не окрашиваются качественно даже в окунку, а при маломодульном нанесении красителя валами или цилиндрическими сетчатыми шаблонами происходит непрокрас "изнанки". При последующем ткачестве такой основы нити поворачиваются хаотически, непрокрас переходит на "лицо" ткани и получается неисправимый брак. Если нити основы обработаны плазмой, печать по ним дает хороший прокрас "изнанки" и впервые появляется возможность подготавливать основу ткани "Деним" печатью.
П.п. 3-5 дополнительно дают эффект печати многоцветного рисунка на основе ткани "Деним", т. е. возможность выпуска нового ассортимента джинсовой ткани.
Признак п.6 стоит особо. Он уже не продолжает линию пп.1-5 на постоянную все более подробную конкретизацию, а является признаком вариантом или дополнением. Используя свойство эффекта плазмообработки исчезать при нагревании обработанного материала. Нагрев производят локально, например, в виде пятен по всей площади или каких-то элементов рисунка. При последующем крашении эти места окрасятся значительно слабее, чем общий фон. Так можно создавать эффект "варенки".
Возможно также доказательство существенности по тому, что эффект совокупности признаков "плазмообработка нанесение красителя нагрев шлихтование" больше суммы эффектов частей. Действительно: плазмообработка активирует, нанесение красителя придает раскраску, нагрев закрепляет краситель и сушит для последующей пропитки, а шлихтование наносит на нити твердую оболочку, которая будучи нанесенной на активированную нить, трудносмываема. В совокупности же рождается дополнительный эффект дезактивация при нагреве, что приводит к появлению дополнительного качества продукта при прочном крашении легкосмываемая шлихта.
П р и м е р 1. Обрабатывается основа ткани "Электрон" арт. Н-440, поверхностная плотность 440 г/м2, число нитей основы на 50 мм ширины 142,5±3. Основа поступает на обработку в сновальных валиках.
Сновальный валик загружается в реактор комплекта плазмохимического КПР-180, где основа обрабатывается плазмой кислорода в течение 30 с при плотности тока разряда 1,5 мА˙cм-2. После этого сновальные валики с плазмообработанной основой поступают на линию красительно-шлихтовальную, где происходит сложение нитей с нескольких сновальных валиков в одну систему нитей, затем нанесение красителя окункой нитей в красительный раствор и отжимом. При этом плазмообработанная нить активно захватывает краситель. Степень фиксации красителя на волокне в сравнении с необработанной в плазме нитью увеличивается более, чем вдвое. Непрокрас или белесые пятна, несмотря на то, что нить суровая и абсолютно исходно несмачиваемая, исключены. Далее нити основы запариваются для фиксации красителя, промываются и подсушиваются. Во время этих операций нить нагревается и теряет эффект плазмообработки, становится вновь гидрофобной и пассивной, ее поверхностная энергия резко падает. В таком состоянии нити основы шлихтуются по обычной технологии. Шлихта благодаря своей вязкости обволакивает нить, но глубоко в ее структуру не входит и на волокне не крепится. Имеет место как-бы механическая смесь из двух твердых тел, не проникающих друг в друга. Такая шлихта хорошо служит при ткачестве, но легко смывается затем. Расход шлихты минимальный. Если бы нить сохраняла сорбционные свойства и при шлихтовании (если бы вместо плазмообработки нить, например, отварили), и расход шлихты, и затраты на ее удаление после ткачества возросли бы в 1,5-2 раза.
Таким образом, предлагаемый способ устраняет только недостатки способа-прототипа в части крашения, не ухудшая шлихтования. В отличие от других известных способов интенсификации крашения (отварки, крашение из растворителей, всевозможные тепловые обработки до крашения, так или иначе разрушающие гидрофобные структуры волокна).
При режимах крашения на линии ЛКШ-180 применение предварительной плазмообработки снижает половинное время крашения в 2,1 раза, коэффициент диффузии увеличивается с 0,0513 до 0,3604 мкм2/мин, а максимальная адсорбция красителя с 0,081 до 0,332 мг/100 мг нитей.
П р и м е р 2. Предлагаемый способ дает возможность применять в основе тканей "Демин" нити с большим содержанием синтетических волокон. Аналогично примеру 1 обрабатывается основа из нитей 50/50 хлопка и стандартного нематированного полиэтилентерефталатного волокна 14,6 текс. Продолжительность плазмообработки 20 с. Оценено поведение синтетической составляющей нити в крашении до равновесия смесью красителей, содержащих дисперсный паланил темно-синий РЕ по предельному поглощению красителя, половинному времени крашения (из изотерм крашения) и вычисленному по уравнению Хилла из половинного времени крашения коэффициенту диффузии.
В результате при температуре крашения 90оС половинное время снижается в сравнении с необработанной в плазме нитью со 199 до 73 мин (изменение 6,3-42,7 ), коэффициент диффузии увеличивается с 0,0531 до 0,1013 мкм2/мин, а максимальная адсорбция красителя с 0,111 до 0,160 мг/100 мг нитей.
П р и м е р 3. В предыдущих примерах показано, что не ухудшая качество шлихтования, плазмообработка при условии промежуточного нагрева нитей улучшает крашение. О благотворном влиянии плазмообработки на крашение широкоизвестно, и приводимые цифpы не содержат ничего нового. Новым является лишь сочетание "плазма крашение нагрев шлихтование", которое позволяет не просто известным способом интенсифицировать крашение, а использует ранее неиспользуемое свойство результата плазмообработки (исчезать при нагревании обработанного предмета) для получения хорошего качества и шлихтования. Приведен пример иного свойства: на применение пп. 2-5 формулы.
Обрабатывается основа ткани "Индиго" арт. ОМ-820 из нитей 100% хлопка 142,5±3 нити на 50 мм ширины ткани. Нити основы на сновальных валиках поступают на плазмообработку в КПР-180, где обрабатываются плазмой воздуха 18 с при плотности тока разряда 17 мА˙cм-2. Далее на ЛКШ-180 нити складывают и подвергают двухстадийному крашению индиго. Но нанесение красителя (первая стадия) производят гравированным валом с пиковой (гладкой) гравюрой. Наносится 40% от массы основы красильного раствора, что дает возможность затем проводить вторую стадию пропитку проявительным раствором обычной окункой без промежуточной сушки. Экономится тепло и на второй стадии основа активна, ее не грели. Работать пиковым валом позволяет предварительная плазмообработка, без нее раствор к суровой нити не сорбируется и с гравюры на нить не переходит. А на плазмообработанную нить переходит [2] Далее фиксация и подсушка, т.е. нагрев, и шлихтование.
Гравированный вал может быть выполнен не с гладкой (пиковой) гравюрой, а с рисунком. Тогда краситель будет наноситься не на все поле нитей, а избирательно. Валов может быть несколько, и каждый из них наносит свой краситель, создавая на нитях основы подобие мгоноцветного орнамента.
Следует обратить внимание, что работать с гравированным валом без предварительной плазмообработки на нитях нельзя еще и потому, что не прокрашивается "изнанка", а при последующем ткачестве нити поворачиваются и получается брак. С плазмообработкой этого не происходит.
П р и м е р 4. В обработке по примеру 1 после плазмообработки систему нитей основы локально нагревают, прикладывая к ней нагретые геометрические фигуры: круги, розетки, ромбы и т.п. Температуру нагрева выдерживают на грани допустимой для волокна, чтобы только не происходило термодеструкции (пожелтения). В месте нагрева эффект плазмообработки исчезает, нить теряет свойство сорбировать краситель, и при последующем крашении эти места на основе представляют бледноокрашенные фигуры с размытым контуром, что создает новый колористический эффект.
П р и м е р 5. В качестве плазмообразующего газа в примере 2 применялся СF4. Это тоже окислительная плазма, т.е. отнимающая электроны, окисляющая в смысле химического понятия "окисление". При этом в зависимости от применяемого в нитях основы волокна можно за счет более сильного окислителя повысить максимальную адсорбцию красителя до 0,210 мг/100 мг нитей.
Приведенные примеры применения способа позволяют получать во всех случаях интенсивность окраски в сравнении со способом-прототипом в 1,25 раза (по отражению) выше при гарантии отсутствия брака окраски в виде белесых пятен в том месте, где они специально не создавались (пример 4).
Во всех примерах проведено сравнение затрат на расшлихтовку основы. Ошибка, вносимая допущением, что ткань будет расшлихтовываться с затратами, пропорциональными затратам на расшлихтовку основы, так как уток не шлихтуется.
Установлено, что затраты на расшлихтовку в примерах 1, 2, 3 и 5 в сравнении с теми же основами, но ошлихтованными без дезактивации перед шлихтованием, в среднем в 1,4 раза ниже. В примере 4 эта цифра ниже, около 1,2, что объясняется тем, что дезактивация частично проводится еще до крашения; в местах пятен, подвергшихся локальному нагреву, шлихта крепится слабо даже без дезактивации перед шлихтованием.
Известно устройство для осуществления способа подготовки основы ткани "Деним", содержащее стойку для сновальных валиков, пропиточную секцию для нанесения красителя, секцию фиксации красителя подсушивающую и шлихтовальную секции с механизмом намотки основы на ткацкий навой [1] Это устройство наиболее близко по технической сущности к предлагаемому устройству и принято за прототип.
Предлагаемое устройство не является единственно возможным для осуществления предлагаемого способа, о чем свидетельствуют приведенные выше примеры его осуществления на существующем оборудовании. Но предлагаемое устройство наиболее эффективно. Достигается это применением для плазмообработки не тлеющего, а коронного разряда, для которого, как известно, применение в промышленности до сих пор сдерживалось из-за нерешенности вопроса, куда девать образующийся в этом разряде озон, что в предлагаемом устройстве решается полезным использованием озона при промывке окрашенной основы.
Все признаки предложенного устройства порознь известны. Однако совокупность их новая, новой является и взаимосвязь признаков, что создает новый технический эффект: замена плазмы тлеющего разряда, требующей вакуума и потому в линии не монтирующейся, на плазму коренного разряда в атмосфере без загрязнения среды озоном и, наоборот, с интенсификацией этим озоном промывки, т. е. опять же улучшением колористики.
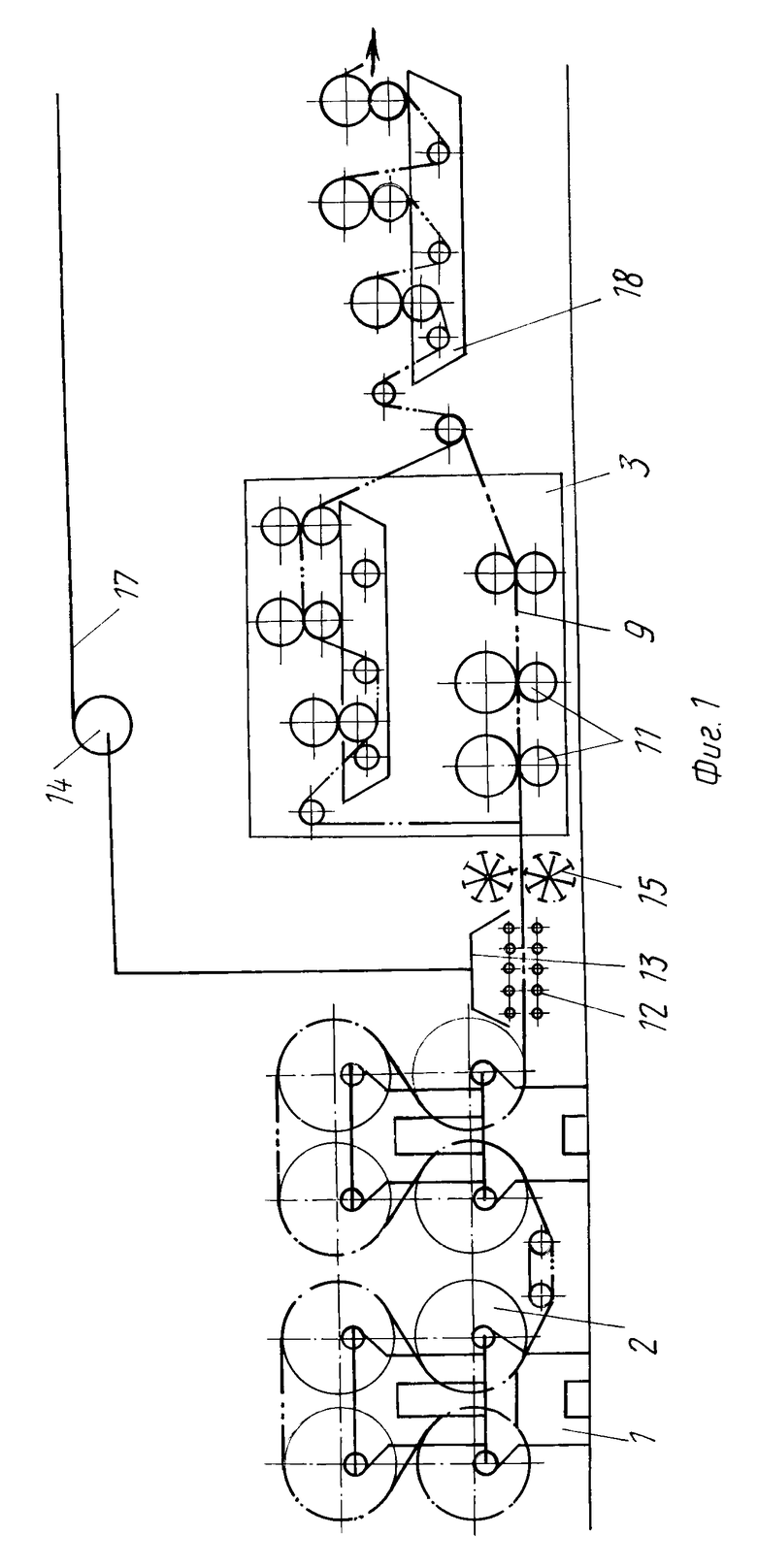
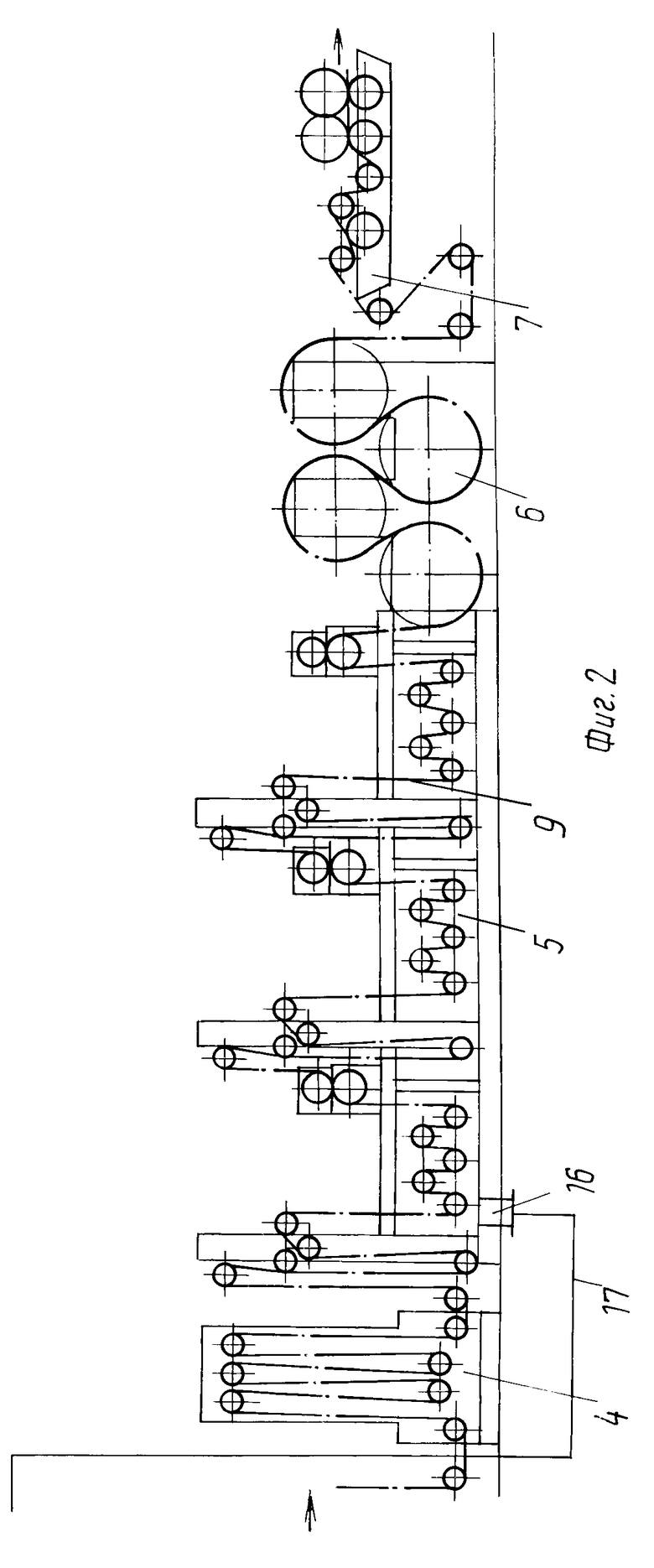
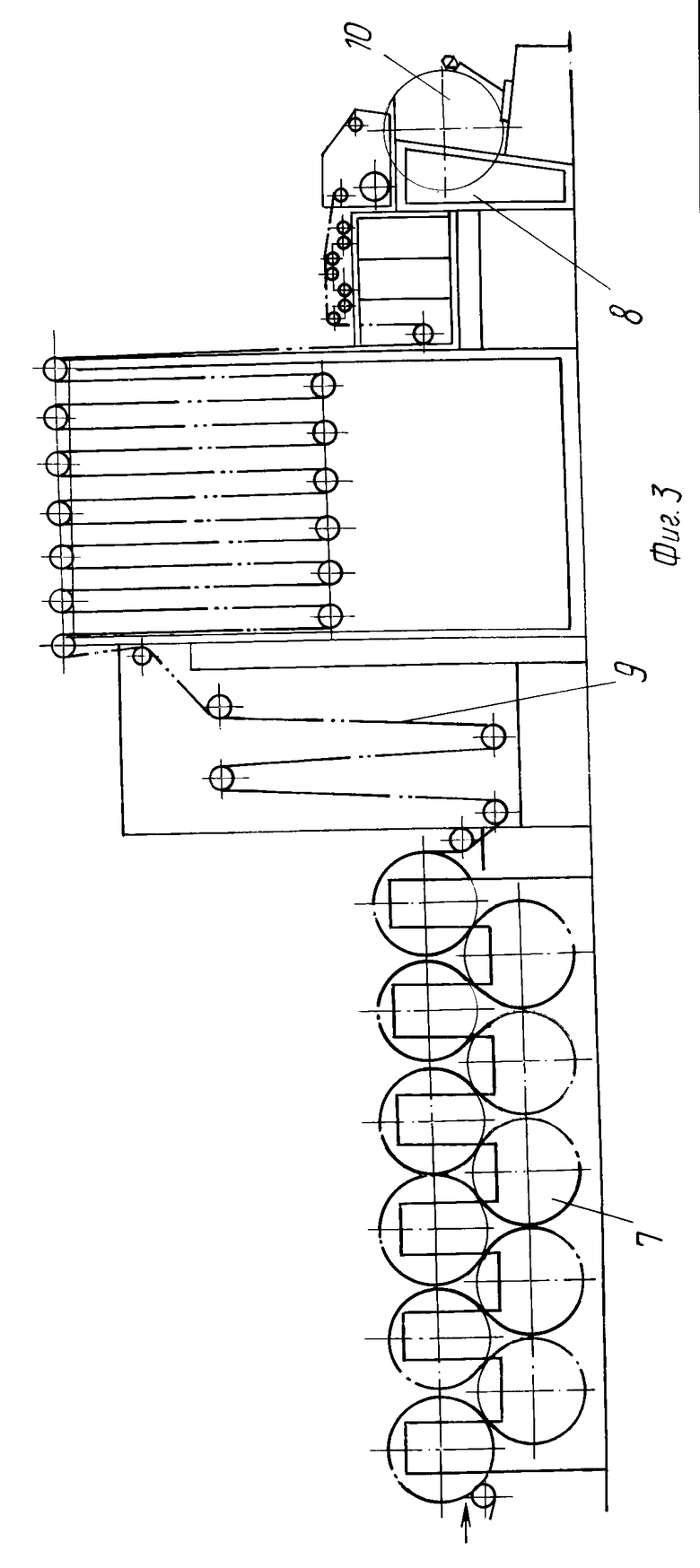
На чертеже схематически изображено устройство, вид сбоку. Ввиду большой длины устройства чертеж расположен на нескольких фигурах фиг.1, 2, 3.
Устройство для подготовки основы ткани "Деним" содержит стойку 1 для сновальных валиков 2, пропиточную секцию для нанесения красителя 3, секцию 4 фиксации красителя, промывные ванны 5, подсушивающую 6 и шлихтовальную 7 секции с механизмом 8 намотки основы 9 на ткацкий навой 10. Пропиточная секция 3 снабжена печатным приспособлением 11, включающим, например, несколько гравированных валов или сетчатых шаблонов. Перед пропиточной секцией 3 до и после стойки для сновальных валиков 2 установлены электроды 12 коронного разряда, над которыми смонтирован вытяжной зонд 13 с вентилятором 14. Последовательно с электродами 12 после них установлено приспособление 15 локального нагрева, представляющее собой нагреваемый изнутри цилиндр с фигурными выступами на поверхности, контактирующими с нитями обрабатываемой основы. По крайней мере в одной из промывных ванн 5 размещено средство 16 перемешивания газа в жидкости в виде, например, ложного дна с мелкими перфорациями, перфорированных труб, расположенных под уровнем жидкости в ванне, или эжекторного смесителя. Средство 16 соединено воздуховодом 17 с выхлопным патрубком вентилятора 14 зонда 13. 18 секция нанесения второго компонента красителя в случае двухфазного крашения.
Устройство работает следующим образом.
Нити основы 9 сматываются со сновальных валиков 2 и складываются в одну систему нитей. До или после стойки для сновальных валиков нити обрабатываются электродами 12 коронным разрядом. Образующаяся при этом плазма вызывает структурные изменения на поверхности нитей, приводящие к резкому росту сорбционной активности поверхности. Плазма создается удобно, без вакуума, в обычной атмосфере. Но кроме плазмы образуется и озон, выбрасывать который запрещено из соображений экологии. Озон отсасывается зондом 13 посредством вентилятора 14. Далее нити основы подвергаются локальному нагреву приспособлением 15. В тех местах, где горячие орнаменты прикоснулись к нити, происходит дезактивация поверхности нити, в этом месте нить теряет сорбционные свойства. Причем резкой границы "активной" и "дезактивированной" зон на нити из-за свойств теплопроводности нити не возникает, в пограничной зоне свойства "размыты".
Обработанная таким образом основа 9 поступает в пропиточную секцию 3. Здесь показано два варианта обработки (один пунктиром): пропитка красильным раствором в окунку и печатным приспособлением 11. И тот, и другой вариант дает возможность получить гладкую окраску. Но печатное устройство может еще, если его гравированный вал не пиковый, наносить рисунок. После этого основа проходит секцию 4 фиксации красителя, где происходит закрепление красителя. Возможно до или после этого нанесение второго компонента красителя, если процесс крашения двухстадийный. После фиксации основа промывается от незафиксированного красителя в ваннах 5.
Как установлено опытом, серьезного улучшения качества промывки можно добиться, растворяя в промывной жидкости озон. При этом только следует выбрать ту промывную ванну, где меньше всего опасность обесцвечивания красителя на волокне. В кубовом крашении, например, такой опасности нет вовсе, так как окисление только закрепляет краситель на нитях. Воздействие же озона на промывную воду благотворно. Она приобретает усиленное свойство растворять и активнее работает. Озон же в устройстве бесплатный. И он из досадного отхода превращается в источник улучшения качества. Озон, отсасываемый зондом 13, вентилятор 14 нагнетает по воздуховоду 17 в смеситель 16 промывных ванн 5.
После промывки основа сушится подсушивающей секцией 6 на горячих барабанах. При этом совмещаются две технологические операции подготовка основы к пропитке шлихтой (мокрая не берет шлихты) и дезактивация всей поверхности основы от проведенной ранее плазмообработки.
Далее основа шлихтуется и наматывается в навой 10 по обычной технологии.
В результате ткачества подготовленной таким образом основы получается ткань с качественным крашением и расширенной колористикой и при этом несущая шлихту, легко смываемую водной обработкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИДЕНТИФИКАЦИИ ПЛАЗМООБРАБОТАННЫХ ТЕКСТИЛЬНЫХ ОБРАЗЦОВ СУБСТРАТОВ | 1992 |
|
RU2051245C1 |
| Способ обработки основных текстиль-НыХ НиТЕй | 1979 |
|
SU821593A1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНОГО МАТЕРИАЛА НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043438C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ПОЛИМЕРНОГО МАТЕРИАЛА ПЛАЗМОЙ ЭЛЕКТРИЧЕСКОГО РАЗРЯДА | 1991 |
|
RU2027810C1 |
| Поточная линия для расшлихтовки ткани | 1989 |
|
SU1650820A1 |
| СПОСОБ ОБРАБОТКИ СУБСТРАТА | 1992 |
|
RU2018549C1 |
| Способ шлихтования основных нитей | 1981 |
|
SU1093737A1 |
| Машина для шлихтования нитей | 1991 |
|
SU1808032A3 |
| РЕЗИНОВАЯ СМЕСЬ | 1991 |
|
RU2044006C1 |
| Способ подготовки шерстяной и полушерстяной пряжи к ткачеству | 1977 |
|
SU636303A1 |
Использование: в текстильной промышленности, а именно в нехимических технологиях совершенствования окраски бытовых тканей с использованием преимуществ, создаваемых плазменной обработкой. Сущность изобретения: способ подготовки основы ткани "Деним" включает сложение нитей основы с нескольких сновальных валиков в одну систему нитей, обработку окислительной низкотемпературной плазмой, нанесение красителя, нагрев нитей и шлихтование. Устройство для осуществления способа содержит стойку для сновальных валиков, плазмохимический реактор, установленный до или после стойки для сновальных валиков, проточную секцию для красителя, промывные ванны, подсушивающую и шлихтовальную секции. В результате ткачества подготовленной таким образом основы получается ткань с качественным крашением и расширенной колористикой и при этом несущая шлихту, легко смываемую водной обработкой. 2 с. и 7 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бурмистрова М.Ю | |||
| и др | |||
| "Известия ВУЗов | |||
| Технология текстильной промышленности", 1988, N 1, с.61-63. | |||
