Изобретение относится к обработке металлов давлением, в частности к производству алюминиевой фольги.
Известен способ производства алюминиевой фольги, включающий прокатку в несколько проходов с применением технологической смазки, состоящей из фракции нефти с присадками и интервалом дистилляции 200-265оС, а заданные параметры смазки (оптическая плотность, остаток после дистилляции, отношение гидроксильного числа к числу омыления) поддерживают в процессе прокатки.
При прокатке по известному способу и последующем отжиге фольга имеет поверхностные дефекты в виде слипания витков в рулоне, пузырчатой сыпи, пятен, нагарообразования, что снижает ее качество и выход годного. Указанные дефекты связаны с широким фракционным составом смазки, отсутствием регламентации предельных углеводородов во фракции нефти, поэтому в смазке присутствуют значительные количества фракций, увеличивающих химическую активность смазки и приводящих к ускорению процессов полимеризации, окисления, омыления и т.д.
Наиболее близким по технической сущности и достигаемому результату и принятым в качестве прототипа является способ прокатки алюминиевой фольги в несколько проходов с применением технологической смазки на основе насыщенных углеводородов парафинового ряда фракции С9-С19 в количестве 94-99 мас. и регламентированной скоростью прокатки.
При прокатке фольги по указанному способу ограничение использования насыщенных углеводородов фракциями С9-С19 не позволяет получить вязкость смазки в требуемом широком диапазоне, что ограничивает возможности регулирования параметров процесса прокатки и его оптимизации. Широкий диапазон содержания углеводородов (94-99 мас.) снижает стабильность смазки, повышает процессы окисления, омыления и др. что снижает качество фольги. Регулирование только скорости прокатки в зависимости от вязкости смазки ограничивает возможности оптимизации процесса и увеличения производительности.
Цель изобретения увеличение производительности процесса при сохранении высокого выхода получаемой фольги путем расширения технологических возможностей смазки и оптимизации процесса прокатки.
Указанная цель достигается способом прокатки алюминиевой фольги в несколько проходов с применением технологической смазки на основе насыщенных углеводородов парафинового ряда, в котором в качестве технологической смазки используют смазку, содержащую в основе насыщенные углеводороды фракции С9-С22 в количестве 99-99,7 мас. с вязкостью 1,6-3,2 сСт при температуре прокатки. Прокатку осуществляют с обжатием по проходам, определяемым из соотношения: ε=εp˙A˙ν, где εp расчетное обжатие по проходам, А эмпирический коэффициент, равный 0,33-0,65, 1/сСт; ν- вязкость смазки при температуре прокатки, сСт.
Изобретение является новым и имеет изобретательский уровень, так как в источниках научно-технической и патентной информации не обнаружено технических решений, содержащих признаки, аналогичные совокупности существенных признаков заявленного технического решения.
Использование смазки на основе насыщенных углеводородов фракции С9-С22 в количестве 99-99,7 мас. обеспечивает прокатку с вязкостью смазки в широком диапазоне 1,6-3,2 сСт при темпеpатуре прокатки, что объясняется наличием в смазке следующего соотношения легких и тяжелых фракций углеводородов, мас. С9-С11 не более 12 С18-С22 не более 15 C12-С17 остальное.
Это расширяет технологические возможности смазки пpи прокатке, определяет возможность конкретного выбора ее.
Повышенное содержание углеводородов, которые являются наиболее устойчивыми продуктами перегонки нефти, придает смазке стабильность, снижая процессы окисления, полимеризации и т.д. что обеспечивает высокое качество фольги и выход годного. Разработанное соотношение определения обжатия позволяет регулировать величину обжатия по проходам в зависимости от вязкости смазки при температуре прокатки. Таким образом, возможность выбора смазки с конкретной величиной вязкости и определение соответствующего обжатия обеспечивают постоянство условий трения за счет незначительного изменения толщины слоя смазки, что стабилизирует процесс прокатки и позволяет оптимизировать его, повысить производительность при сохранении высокого качества фольги.
Способ позволяет изменить маршрут и количество проходов для оптимизации процесса.
Выбор заявляемых параметров способа определяется следующим.
Использование при прокатке алюминиевой фольги смазки, содержащей в основе насыщенные углеводороды парафинового ряда фракции С9-С22 в количестве менее 99,0 мас. ухудшает качество фольги из-за снижения стабильности смазки. Стабильное повышение содержания указанных углеводородов свыше 99,7 мас. ограничено возможностями современных методов очистки и экономически целесообразно. Использование в основе смазки углеводородов фракции ниже С9 снижает температуру кипения и вспышки, что увеличивает опасность возгорания смазки, возможность образования пятен, нагарообразования, ухудшающих качество фольги, а использование фракции свыше С22 повышает температуру застывания смазки, снижает ее технологичность, затрудняет использование при пониженных температурах.
Понижение вязкости смазки при температуре прокатки ниже 1,6 сСт ухудшает условия прокатки за счет интенсивного испарения смазки, что снижает качество фольги и, следовательно, производительность. Повышение вязкости выше 3,2 сСт вызывает дестабилизацию условий прокатки, ведет к увеличению температуры застывания, что снижает технологичность смазки и производительность.
Увеличение обжатия по проходам выше рассчитанного по предложенному соотношению ведет к повышению обрывов, непланшетности фольги, снижает качество фольги, а снижение указанного обжатия ниже рассчитанного ведет к слипанию витков, уменьшению производительности.
Эмпирический коэффициент, равный 0,33-0,65 1/сСт, определен экспериментально и зависит от толщины фольги.
При осуществлении способа проводили прокатку алюминиевой фольги на станах фирмы "Spidem". Смазку подавали через щелевые сопла. При прокатке фольги с 0,8 до 0,014 мм использовали смазку, содержащую в основе насыщенные углеводороды парафинового ряда фракции С9-С22 в количестве 99-99,7 мас. с различной вязкостью в пределах 1,6-3,2 сСт при температуре прокатки. В качестве присадки применяли олеиновую кислоту. Прокатку проводили с различным обжатием.
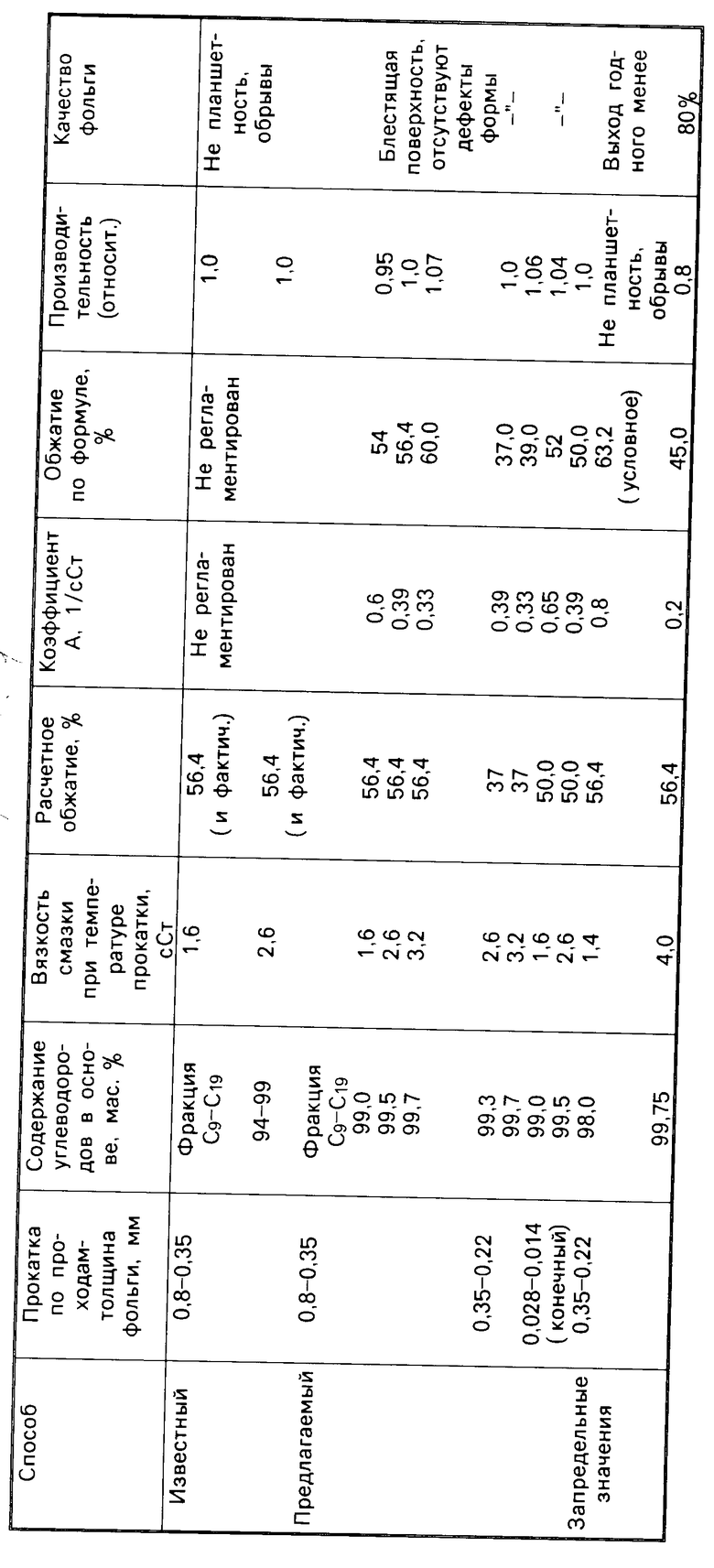
П р и м е р 1. Проводили прокатку фольги с 0,8 до 0,35 мм с использованием смазки, имеющей вязкость 1,6; 2,6 и 3,2 сСт при температуре прокатки. Расчетное обжатие на данном проходе составляло 56,4% и определялось по общепринятой методике. Фактическое обжатие по разработанному соотношению составило 53; 56,4 и 60% соответственно.
Проводили прокатку по трем вариантам:
использовали смазку, содержащую в основе 99 мас. углеводородов фракции С9-С22 с вязкостью 1,6 сСт при температуре прокатки, фактическое обжатие составляло 53% (А=0,6 1/сСт);
использовали смазку, содержащую в основе 99,5 мас. углеводородов фракции С9-С22 с вязкостью 2,6 сСт; фактическое обжатие составляло 56,4% (А=0,39 1/сСт);
использовали смазку, содержащую в основе 99,7 мас. углеводородов фракции С9-С22 с вязкостью 3,2 сСт, фактическое обжатие составляло 60% (А=0,33 1/сСт).
Полученная фольга не имела поверхностных дефектов.
П р и м е р 2. Аналогично примеру 1 проводили прокатку фольги с 0,028 до 0,014 мм с использованием указанной смазки с вязкостью 1,6 сСт. Расчетное обжатие составляло 50% фактическое по разработанному соотношению составляло 52% (при А=0,65 1/сСт).
Полученная фольга не имела поверхностных дефектов, в том числе и после отжига.
Аналогично проводили прокатку и выбор оптимальных обжатий и смазки на остальных проходах.
Результаты испытаний представлены в таблице.
Анализ рассмотренных примеров показывает, что разработанный способ позволяет вести прокатку при максимальном обжатии, выбрав предварительно смазку с требуемой вязкостью. Производительность при этом повышена на 1-м проходе до 1,06 по сравнению с расчетной, на последнем проходе до 1,04.
При производственной необходимости способ позволяет получить качественную фольгу и при других режимах.
Промышленные опробования показали, что разработанный способ позволяет повысить производительность, получать фольгу высокого качества при различных режимах с учетом конкретных условий производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки алюминиевой фольги | 1991 |
|
SU1797504A3 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТОЙ ПОЛОСЫ | 2001 |
|
RU2198062C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2092255C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108882C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1996 |
|
RU2088349C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2088350C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| АНТИФРИКЦИОННЫЙ ДИСПЕРСНО-УПРОЧНЁННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1999 |
|
RU2203973C2 |
Использование: для обработки металлов давлением, в частности производства алюминиевой фольги. Сущность изобретения: в способе прокатки алюминиевой фольги в несколько проходов с применением технологической смазки на основе насыщенных углеводородов парафинового ряда в качестве технологической смазки используют смазку содержащую в основе насыщенные углеводороды фракции C9-C22 в количестве 99,0-99,7 мас. с вязкостью 1,6-3,2 сСт при температуре прокатки. Прокатку осуществляют с обжатием по проходам, определяемым из соотношения ε=εр·A·ν, где εр расчетное обжатие по проходам, А эмпирический коэффициент, равный 0,33-0,65, 1/сСт, ν вязкость смазки при температуре прокатки, сСт. Изобретение позволяет повысить производительность процесса при сохранении высокого выхода получаемой фольги. 1 табл.
СПОСОБ ПРОКАТКИ АЛЮМИНИЕВОЙ ФОЛЬГИ, включающий прокатку в несколько проходов с применением технологической смазки на основе насыщенных углеводородов парафинового ряда, отличающийся тем, что в качестве технологической смазки используют смазку, содержащую в основе насыщенные углеводороды фракции C9 C22 в количестве 99,0 99,7 мас. вязкостью 1,6 3,2 сСт при температуре прокатки, а прокатку осуществляют с обжатием по проходам, определяемым из соотношения
ε = εр·A·ν ,
где εp расчетное обжатие по проходам,
A эмпирический коэффициент, равный 0,33-0,65, 1/сСт;
ν вязкость смазки при температуре прокатки, сСт.
| Способ прокатки алюминиевой фольги | 1991 |
|
SU1797504A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
