Изобретение относится к обработке металлов давлением, а именно к объемной холодной штамповке, в частности к технологии холодного обратного выдавливания, и может использоваться для получения трубных заготовок из сплавов цветных и благородных металлов.
Наиболее близким по технической сущности к предлагаемому способу является способ прессования полой трубной заготовки, включающий установку цилиндрической заготовки на торец выталкивателя, размещенного в нижней части канала контейнера, и обратное холодное выдавливание полости пуансоном-иглой с получением гильзы с дном толщиной, примерно равной толщине стенки трубной заготовки, удаление гильзы из контейнера и последующее удаление дна гильзы за вторую операцию сверлением или прошивкой на специализированной оснастке (Ковка и штамповка. Справочник т. 3. М., Машиностроение, 1986, 140, 141, 170).
Инструмент для осуществления этого способа является наиболее близким по технической сущности к предлагаемому и содержит контейнер, выталкиватель, размещенный в нижней части канала контейнера, и пуансон-иглу с прошивной частью (см. тот же источник информации).
Известным способом в известном устройстве невозможно получить за один проход рабочего инструмента трубную заготовку. Процесс обратного холодного выдавливания полости осуществляют не до полной прошивки сквозного отверстия. Объясняется это следующим.
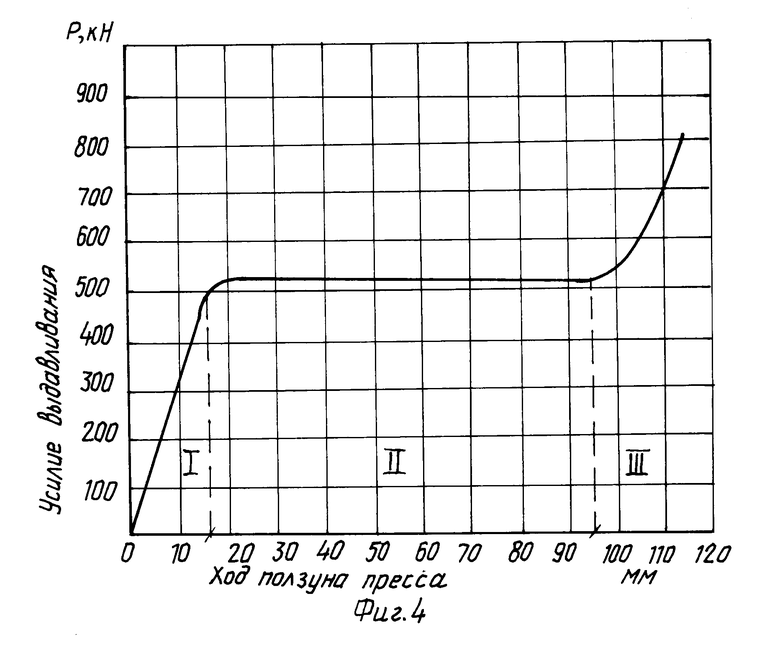
Процесс прессования состоит из трех стадий. В первой (нестационарной) стадии происходит интенсивное увеличение силы деформации, распрессовка заготовки и образование очага деформации. Во второй (стационарной) стадии усилие выдавливания изменяется незначительно, под пуансоном-иглой образуется очаг деформации, высота которого примерно равна толщине стенки изделия. В конце второй стадии процесса, когда толщина дна становится примерно равной толщине стенки изделия, усилие прессования резко возрастает, наступает третья стадия процесса. Поэтому при обратном холодном выдавливании толщину дна стакана оставляют равной 1,5-2,0 толщины стенки изделия, чтобы избежать разрушения или осадки пуансона. Затем пуансон удаляют, и изделие с дном выдвигают из контейнера выталкивателем. После чего дно высверливают или пробивают в специальном штампе, т.е. требуется дополнительная операция. Все это приводит к потере металла при удалении дна, низкому коэффициенту использования металла и дополнительным затратам времени и труда для получения полой заготовки.
Задача, положенная в основу предлагаемого технического решения, заключается в снижении удельных нагрузок при деформации на пуансон-иглу для получения трубной заготовки за один проход рабочего инструмента, расширения класса обрабатываемых материалов, повышении производительности, а также увеличении коэффициента использования металла и использовании универсального прессового оборудования.
Поставленная задача решается тем, что в способе прессования полой трубной заготовки, включающем укладку цилиндрической заготовки на торец выталкивателя, размещенного в нижней части канала контейнера, обратное холодное выдавливание пуансоном-иглой полости в заготовке, и последующую прошивку отверстия, согласно предлагаемому техническому решению используют выталкиватель с полостью в его верхней части, перед прессованием в полость выталкивателя под заготовку устанавливают вязкую смазочную вставку и осуществляют обратное холодное выдавливание и прошивку за один ход пуансона-иглы.
Поставленная задача решается также тем, что в известном инструменте для прессования полой трубной заготовки, содержащем контейнер, выталкиватель, размещенный в нижней части канала контейнера, и пуансон-иглу с прошивной частью, согласно предлагаемому техническому решению в верхней части выталкивателя выполнена полость для размещения вязкой смазочной вставки, посредством радиальных каналов сообщенная с верхним торцем выталкивателя и имеющая диаметр, соответствующий диаметру прошиваемой части заготовки.
Заполнение полости выталкивателя вязкой смазочной вставкой и установка заготовки на вставку обеспечивает при обратном холодном выдавливании встречное давление, создаваемое вязкой вставкой, вытесняемой из полости выталкивателя и попадающей по радиальным каналам под дно заготовки, в результате чего снижаются удельные нагрузки на пуансон-иглу, и становится возможным получение трубной заготовки за один цикл деформации без использования последующей операции удаления дна.
Предлагаемый инструмент представляет собой сочетание технических средств и их взаимосвязей для осуществления способа. Перечисленная совокупность признаков предлагаемого инструмента позволяет по сравнению с прототипом получить трубную заготовку за один проход рабочего инструмента без последующих технологических операций.
Изменяя вязкость смазочной вставки путем подбора ее состава, меняя диаметр и длину радиальных каналов, можно регулировать величину давления вытекающей смазки, следовательно, изменять усилие, необходимое для проталкивания донной части стакана в полость выталкивателя, от которого зависит толщина отходов, удаляемых в полость выталкивателя, т.е. можно свести до минимума величину отходов. Для заготовок со значительным размером внутренней полости, особенно из сплавов благородных металлов, снижение величины отхода существенно, т.к. повышается коэффициент использования дорогих металлов, таких как серебро, платина и др.
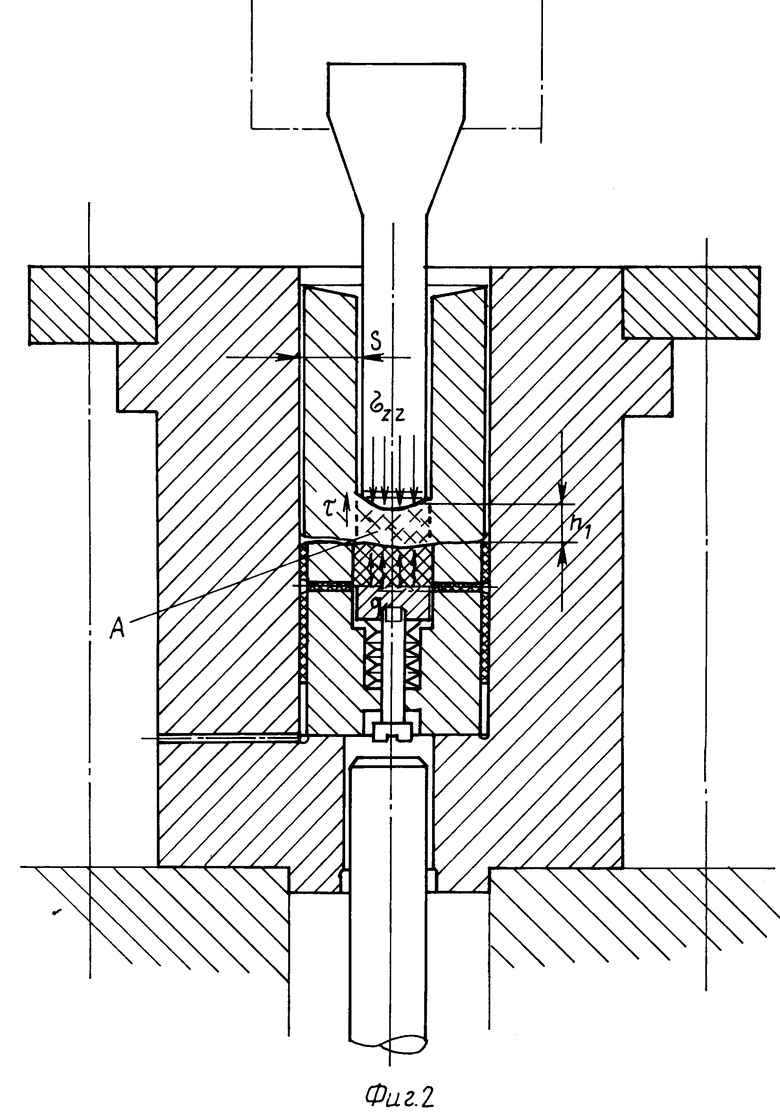
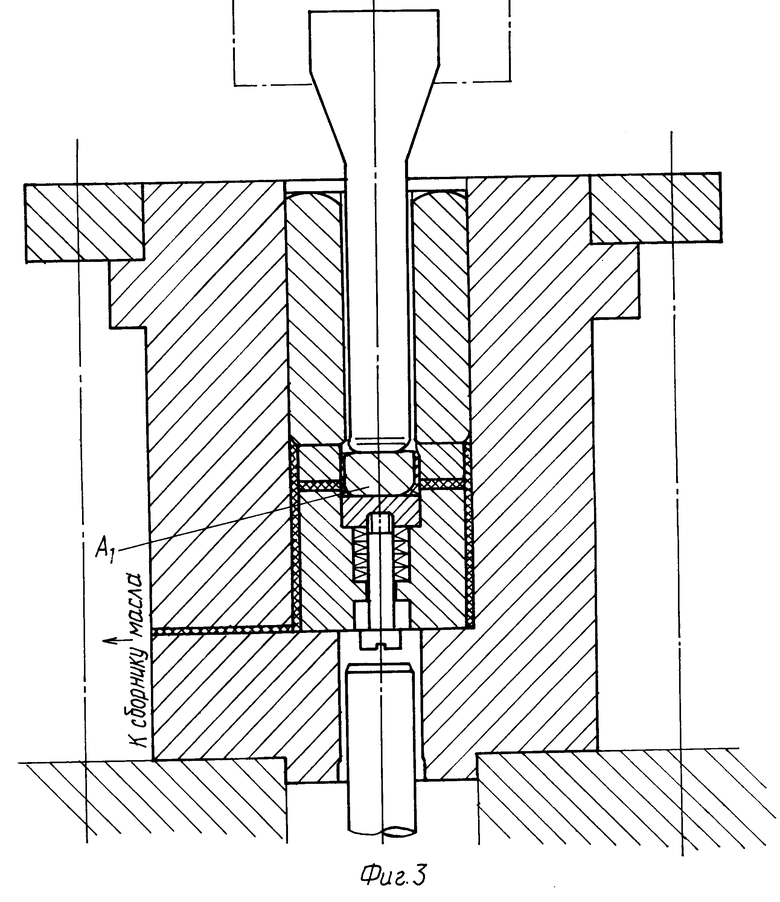
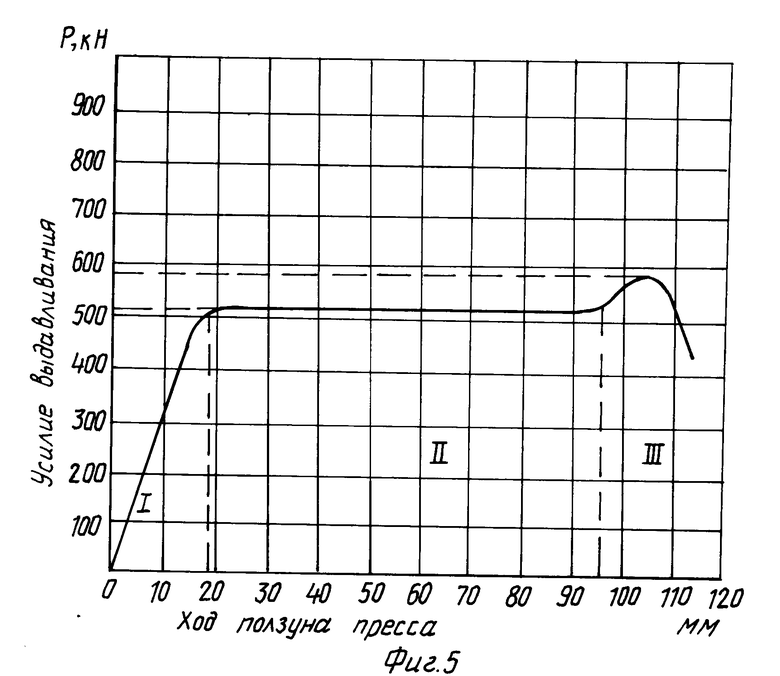
На фиг. 1 представлена схема процесса до начала технологического цикла; на фиг. 2 - схема процесса обратного холодного выдавливания при установившейся стадии деформации; на фиг. 3 - схема процесса в момент удаления дна; на фиг. 4 - диаграмма изменения усилия пресса в зависимости от глубины внедрения пуансона-иглы в заготовку при традиционном (известном) способе обратного холодного выдавливания; на фиг. 5 - диаграмма изменения усилия пресса в зависимости от глубины внедрения пуансона-иглы в заготовку при предлагаемом способе прессования.
Инструмент для реализации предлагаемого способа состоит из контейнера 1, заготовки 2, выталкивателя 3, размещенного в канале контейнера 1, вязкой смазочной вставки 4, размещенной в полости выталкивателя 3, выполненной в его верхней части, и пуансона-иглы 5. Заготовка 2 установлена в канале контейнера 1 на вязкую смазочную вставку 4. Выталкиватель 3 выполнен сборным и состоит из головки 6, закрепленной в выталкивателе 3 с помощью болта 7 и блока тарельчатых пружин 8. Вязкая смазочная вставка установлена на головке 6. В выталкивателе 3 выполнены радиальные каналы 9 и пазы 10.
Процесс прессования полой трубной заготовки осуществляется следующим образом. В исходной (верхней) позиции ползуна пресса (не показан) пуансон-игла 5 выдвинут из канала контейнера 1, выталкиватель 3 поднят в верхнюю позицию и в его полость закладывают вязкую смазочную вставку 4. Затем выталкиватель 3 опускают в нижнюю позицию, соответствующую нижней позиции штока гидроцилиндра выталкивателя пресса (не показан), затем в канал контейнера 1 на головку 6 выталкивателя 3 и вязкую смазочную вставку 4 устанавливают заготовку 2. Пуансон-игла 5 опускается и внедряется в заготовку 2. Так как до начала деформации между нижним торцем заготовки 2 и верхним торцем выталкивателя 3 имеется зазор, то при приложении усилия пуансона-иглы 5 к торцу заготовки 2 часть вязкой смазочной вставки 4 под действием усилия прессования вытекает через радиальные каналы 9 и пазы 10, выполненные на боковой поверхности выталкивателя 3, под донную часть заготовки 2 и в зазоры между стенкой канала контейнера 1 и заготовкой 2. Благодаря этому уже на первой стадии прессование осуществляется с улучшенной смазкой и при меньших удельных нагрузках на пуансон-иглу 5. При опускании заготовки 2 на торец выталкивателя 3 вытекание вызкой смазочной вставки 4 прекращается, и вторая стадия процесса прессования осуществляется до момента деформации, при котором усилие обратного холодного выдавливания соответствует усилию сдвига отхода в полость выталкивателя 3. Удельные нагрузки на пуансон-иглу 5 во второй стадии прессования ниже, чем при традиционном методе обратного холодного выдавливания за счет улучшенной смазки боковой поверхности заготовки 2 и меньших сил трения. Усилие сдвига отхода и высота отхода существенно зависят от величины противодавления вязкой смазочной вставки 4 в полости выталкивателя 3. Величина противодавления зависит от вязкости смазки, диаметра и длины радиальных каналов 9 и площади пазов 10. Размеры радиальных каналов 9 и пазов 10 и вязкость вставки 4 подбирают экспериментально. При величине противодавления вязкой вставки, равной 100-200 МПа, высота получаемого отхода достигает 1/2 толщины стенки трубной заготовки, а коэффициент использования дорогого металла достигает величины 0,92-0,97, т.е. обеспечивается эффективный процесс изготовления полых изделий за один цикл деформации. После окончания прессования смазка вытекает в маслосборник и затем используется повторно. Выталкиватель поднимают в верхнюю позицию, готовое изделие удаляют из контейнера, а отход удаляют из полости выталкивателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1999 |
|
RU2203972C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2001 |
|
RU2206604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ТРУБ | 2004 |
|
RU2275981C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2188742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
Изобретение относится к обработке металлов давлением, а именно к объемной холодной штамповке, в частности к технологии холодного обратного выдавливания, и может использоваться для получения трубных заготовок из сплавов цветных и благородных металлов. Способ прессования полой трубной заготовки заключается в установке в полость выталкивателя вязкой смазочной вставки. Полость выталкивателя размещена в нижней части канала контейнера. На вставке размещают обрабатываемую заготовку и производят обратное холодное выдавливание полости и прошивку за один ход пуансона-иглы. Инструмент для осуществления этого способа состоит из контейнера, в нижней части канала которого размещен выталкиватель, имеющий в верхней части полость. В полости выталкивателя установлена цилиндрическая вязкая смазочная вставка. Выталкиватель выполнен сборным и состоит из головки, закрепленной в выталкивателе с помощью болта и блока тарельчатых пружин. На головке выталкивателя установлена низкая смазочная вставка для размещения заготовки. Образование полости осуществляют пуансоном-иглой. В выталкивателе выполнены радиальные каналы и пазы, имеющие выход на верхний торец выталкивателя. Использование предлагаемых способа и устройства позволяет снизить удельные нагрузки при деформации, повысить производительность, увеличить коэффициент использования металла. 2 с.п. ф-лы, 5 ил.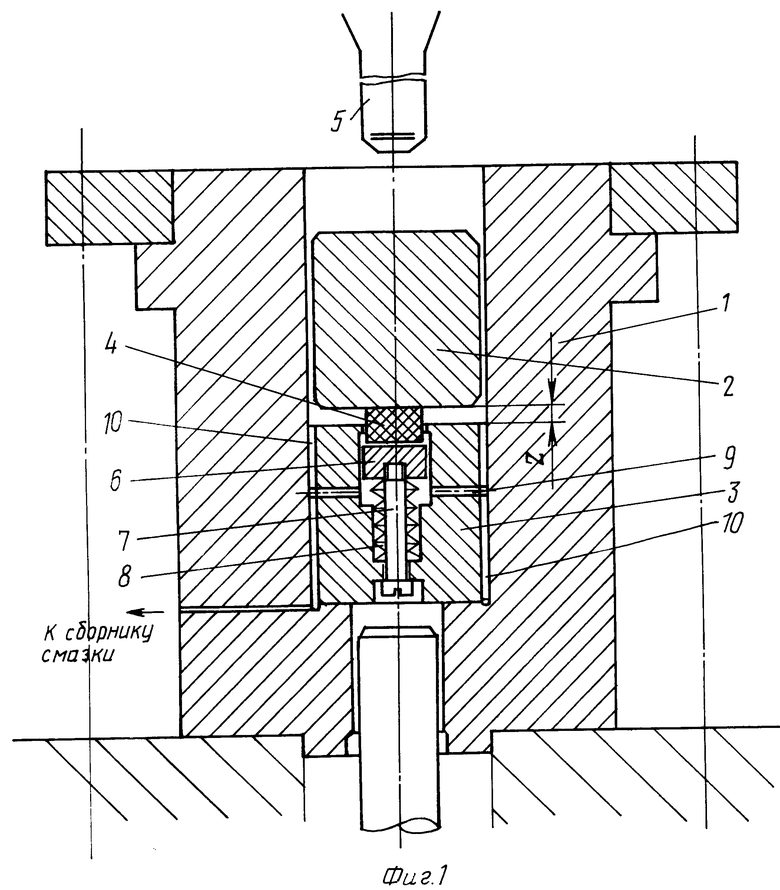
| Справочник "Ковка и штамповка" | |||
| - М.: Машиностроение, 1986, т.3, с.140, 141, 170. |

