Изобретение относится к металлургии и предназначено для использования при непрерывной разливке металлов.
Известно устройство для контроля поверхностных дефектов горячей заготовки в процессе ее отливки на МНЛЗ, содержащее датчик цилиндрической формы, ось которого перпендикулярна контролируемой поверхности, тележку и регистрирующую аппаратуру [1]
Недостаток известного технического решения недостаточная ширина контролируемого участка.
Ближайшим к изобретению является устройство для контроля поверхностных дефектов горячей заготовки в процессе ее отливки на МНЛЗ, содержащее датчик цилиндрической формы, ось которого перпендикулярна контролируемой поверхности, узел сканирования, включающий направляющие, параллельные контролируемой поверхности заготовки и перпендикулярные ее оси, установленную на направляющих с возможностью перемещения каретку с закрепленным на ней датчиком, привод перемещения каретки и регистрирующую аппаратуру [2]
Недостатки известного технического решения малые точность и быстродействие. Первый недостаток связан с отсутствием средства, обеспечивающего постоянство зазора между детектором и контролируемой поверхностью. Второй недостаток вытекает из существующих ограничений скорости перемещения механических частей устройства.
Цель изобретения повышение точности и быстродействия.
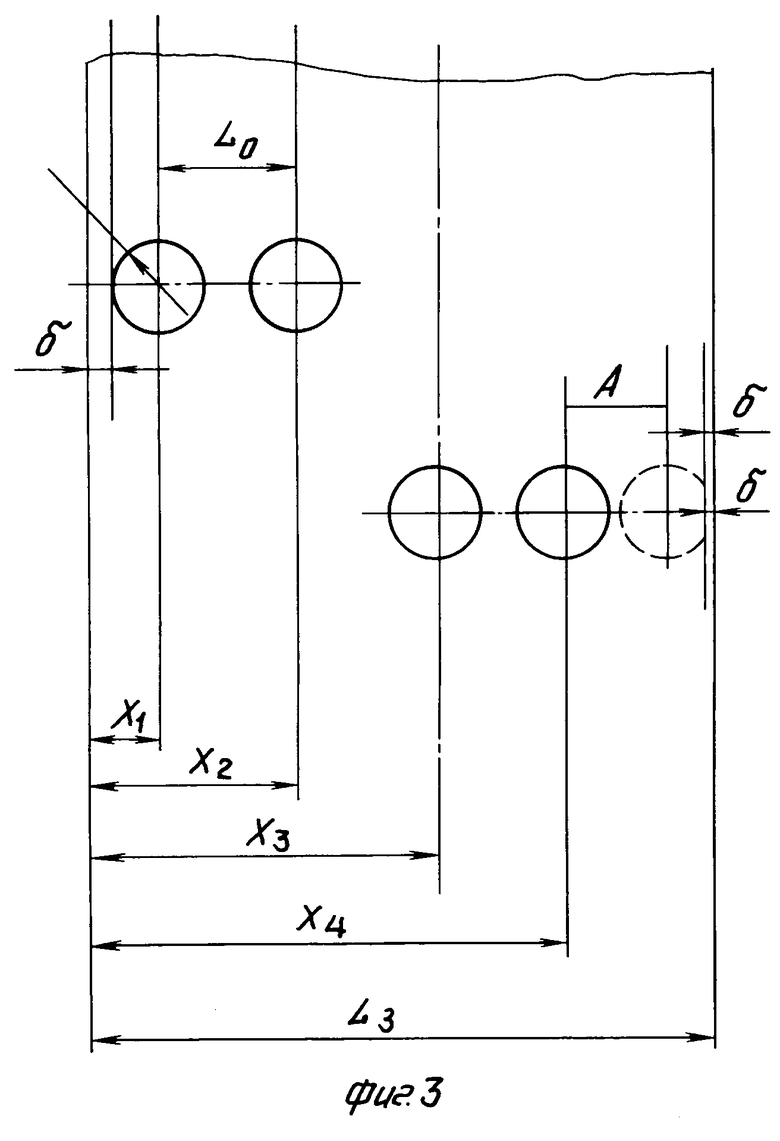
Поставленная цель достигается тем, что устройство для контроля поверхностных дефектов горячей заготовки в процессе ее отливки на МНЛЗ, содержащее раму, датчик цилиндрической формы, ось которого перпендикулярна контролируемой поверхности, узел сканирования, включающий направляющие, параллельные контролируемой поверхности заготовки и перпендикулярные поверхности ее оси, установленную на направляющих с возможностью перемещения каретку с закрепленными на ней датчиком и привод перемещения каретки, и регистрирующую аппаратуру дополнительно содержит вторую раму, три датчика цилиндрической формы, ось которых перпендикулярна контролируемой поверхности, второй узел сканирования, включающий вторые направляющие, параллельные контролируемой поверхности заготовки и перпендикулярные ее оси, установленную на вторых направляющих с возможностью перемещения вторую каретку и второй привод перемещения второй каретки, оба узла сканирования дополнительно содержат первую и вторую тележки, установленные с возможностью касания колесами поверхности заготовки. Первая и вторая тележки шарнирно закреплены на первой и второй рамах с возможностью поворота в двух взаимно перпендикулярных плоскостях, нормальных контролируемой поверхности, из которых одна параллельна оси заготовки. Первая и вторая направляющие установлены на первой и второй тележке соответственно. Первый и второй датчики установлены на первой каретке так, что их центры лежат на прямой, параллельной первым направляющим, третий и четвертый датчики на второй каретке так, что их центры лежат на прямой, параллельной вторым направляющим. Расстояние между центрами датчиков, размещенных на одной каретке составляет Lo A (Lз 2Ro 2 δ) /4, где А амплитуда сканирования, Lз ширина заготовки, Ro радиус датчика, δ 0-40 мм ширина неконтролируемого участка вблизи кромки заготовки. Координаты центров датчиков вдоль оси, параллельной направляющим, в исходном положении составляют Х1 Ro + δ Х2 (Lз + 2Ro + 2 δ)/4, X3 Lз/2, X4 (3Lз 2Ro 2 δ)/4, где отсчет координат ведется от кромки заготовки.
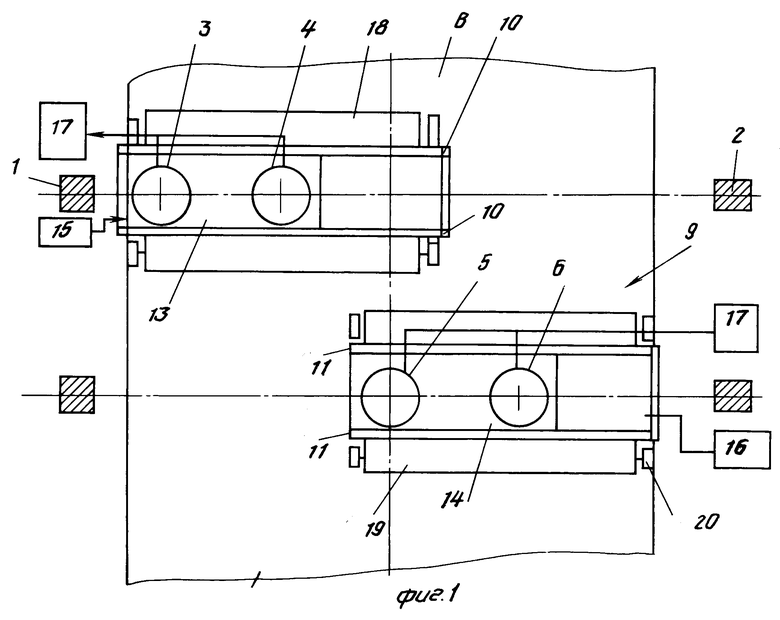
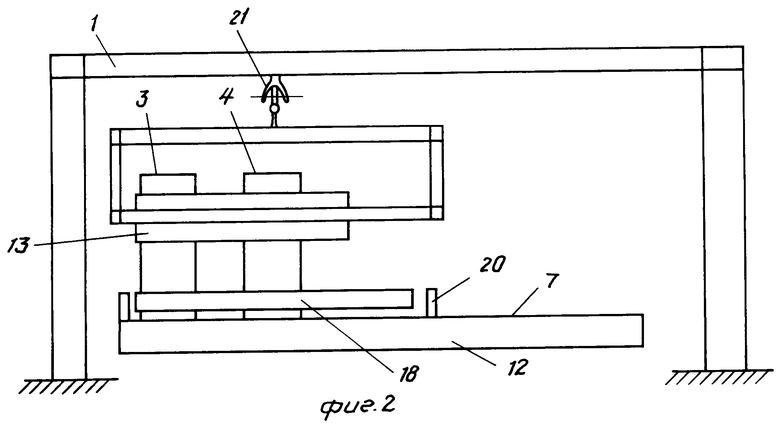
На фиг.1 представлено устройство, вид сверху; на фиг.2 то же, вид спереди; на фиг.3 геометрические параметры устройства.
Устройство содержит первую 1 и вторую 2 рамы, первый 3, второй 4, третий 5 и четвертый 6 датчики цилиндрической формы, оси которых перпендикулярны контролируемой поверхности 7, первый 8 и второй 9 узлы сканирования, включающие первые 10 и вторые 11 направляющие, параллельные контролируемой поверхности заготовки 12 и перпендикулярные оси заготовки, первую 13 и вторую 14 каретки с закрепленными на них датчиками по два на каждой и первый 15 и второй 16 приводы перемещения кареток и регистрирующую аппаратуру 17. Устройство содержит также первую 18 и вторую 19 тележки, установленные с возможностью касания колесами 20 поверхности заготовки. Тележки оснащены шарнирами 21, через которые они закреплены на рамах. Шарниры выполнены с возможностью поворота в двух взаимно перпендикулярных плоскостях, нормальных контролируемой поверхности, одна из которых параллельна оси заготовки.
Расстояние между датчиками, размещенными на каждой из кареток вдоль направляющих составляет: Lo A (Lз 2Ro -2 δ)/4. Тележки смещены относительно друг друга по оси заготовки. Координаты центров датчиков принимают указанные выше значения. Затем включают приводы 15 и каретки 13, 14 начинают возвратно- поступательное движение. Его амплитуда А подобрана таким образом, что центр второго датчика 4 в правом (фиг.1) положении совпадает с осью заготовки. За счет этого обеспечивается полное перекрывание участков контроля второго 4 и третьего 5 датчиков в центральной части заготовки. Расстояние между датчиками выбрано равным Lo A, за счет этого обеспечивается перекрывание участков контроля первого 3 и второго 4, а также третьего 5 и четвертого 6 датчиков. При отливке на МНЛЗ заготовка движется относительно устройства, поэтому датчики совершают сложное пилообразное движение относительно контролируемой поверхности. Подбором скорости сканирования достигается перекрытие соседних траекторий сканирования вдоль заготовки. Таким образом, устройство обеспечивает сплошной контроль. При этом дефекты фиксируются с помощью регистрирующей аппаратуры.
Устройство может быть использовано для контроля одной или двух больших граней заготовки.
Ширина неконтролируемого участка δ не может быть отрицательной, поскольку в этом случае первый 3 или четвертый 6 датчики будут выходить за кромку заготовки, и на регистрирующей аппаратуре 8 будет зафиксирован ложный дефект от кромки. Величина δ не может превышать 40 мм, т.к. например, для слябов шириной 1000 мм неконтролируемой окажется более 8% поверхности.
П р и м е р. Для контроля сляба шириной 1600 мм и толщиной 160 мм использованы датчики радиусом Ro 50 мм. Величина принята равной 30 мм. Расстояние между датчиками Lo 360 мм. Координаты начальных точек центров датчиков Х1 80 мм, Х2440 мм, Х3 1160 мм. После включения приводов датчики начинают возвратно-поступательное движение с амплитудой А360 мм. В крайнем правом на фиг.3 положении четвертый датчик 6 находится на расстоянии δ 30 мм от правой кромки сляба. Точность задания зазора (фиг.2) между датчиками и контролируемой поверхностью определяется расстоянием между передними и задними колесами тележек, равны 0,5 мм. Отсюда, например, при максимальной непланшетности сляба равной 1 мм на 1000 мм в предложенном решении отклонение зазора составит 0,5 мм. В известном решении средств отслеживания, как таковых нет. Датчик находится на неизменном уровне по высоте. Поэтому непостоянство зазора зависит только от положения поверхности сляба. Последний опирается на ролики, расстояние между которыми 0,2 мм. Отсюда для указанной непланшетности отклонение зазора составляет 2 мм. Для датчика, работающего в линейном режиме, точность обратно пропорциональна величине зазора. Поэтому в настоящем устройстве точность измерения в 4 раза выше.
Вторым преимуществом изобретения является повышение быстродействия. Дело в том, что любой датчик и регистрирующая аппаратура имеют ограничения в скорости сканирования. Эти ограничения в конечном итоге выражаются таким параметром, как максимальная скорость сканирования. Отсюда время измерения определяется только пройденным путем. Поскольку в настоящем устройстве пройденный путь, или амплитуда сканирования, в 4 раза меньше, то и быстродействие в 4 раза выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ГОРЯЧЕЙ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЕ ОТЛИВКИ НА МНЛЗ | 1992 |
|
RU2043847C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ГОРЯЧЕЙ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЕ ОТЛИВКИ НА МНЛЗ | 1992 |
|
RU2037377C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ГОРЯЧЕЙ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЕ ОТЛИВКИ НА МНЛЗ | 1992 |
|
RU2037378C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ГОРЯЧЕЙ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЕ РАЗЛИВКИ НА МНЛЗ | 1992 |
|
RU2037376C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ГОРЯЧЕЙ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЕ ОТЛИВКИ НА МНЛЗ | 1992 |
|
RU2037375C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038187C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| ПОДЪЕМНО-ПОВОРОТНЫЙ СТЕНД ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРИ ПОТОЧНОМ ВАКУУМИРОВАНИИ МЕТАЛЛА | 1992 |
|
RU2037364C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1993 |
|
RU2048968C1 |
Использование: при непрерывной разливке металлов. Сущность изобретения заключается в возвратно-поступательном движении четырех датчиков, которые попарно установлены на рамах. Датчики производят измерения дефектов поверхности горячей заготовки. 3 ил.
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ГОРЯЧЕЙ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЕ ОТЛИВКИ НА МНЛЗ, содержащее раму, датчик измерения дефектов, выполненный цилиндрическим, ось которого перпендикулярна контролируемой поверхности, узел сканирования, включающий направляющие, параллельные контролируемой поверхности заготовки и перпендикулярные ее оси, установленную на направляющих с возможностью перемещения каретку с закрепленным на ней датчиком, привод перемещения каретки и регистрирующую аппаратуру, соединенную с датчиком, отличающееся тем, что оно дополнительно содержит вторую раму, три датчика измерения дефектов, выполненных цилиндрическими, ось которых перпендикулярна контролируемой поверхности, второй узел сканирования, включающий вторые направляющие, параллельные контролируемой поверхности заготовки и перпендикулярные ее оси, установленную на вторых направляющих с возможностью перемещения, вторую каретку и второй привод перемещения второй каретки, причем оба узла сканирования содержат соответственно, первую и вторую тележки с колесами, установленные с возможностью касания колесами поверхности заготовки, причем, первая и вторая тележки шарнирно закреплены на первой и второй рамах соответственно, с возможностью поворота в двух взаимно перпендикулярных плоскостях, нормальных контролируемой поверхности, из которых одна параллельна оси заготовки, первая и вторая направляющие установлены на первой и второй тележке соответственно, первый и второй датчики установлены на первой каретке так, что их центры лежат на прямой, параллельной первым направляющим, третий и четвертый датчики на второй каретке так, что их центры лежат на прямой, параллельной вторым направляющим, расстояние между центрами датчиков, размещенных на одной каретке составляет 
где A амплитуда сканирования,
Lз ширина заготовки;
R0 радиус датчика;
δ = 0÷ 40 мм ширина неконтролируемого участка вблизи кромки заготовки,
а координаты центров датчиков вдоль оси, параллельной направляющим, в исходном положении составляют
x1=Ro+δ,

с отсчетом координат от кромки заготовки, дополнительные датчики соединены с регистрирующей аппаратурой.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кляйнен Й | |||
| и др | |||
| Контроль поверхностных дефектов на горячих непрерывнолитых заготовках | |||
| - Черные металлы, 1987, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
